魔芋粉生产中乙醇分离回收系统的制作方法
1.本实用新型涉及乙醇分离回收技术领域,尤其涉及魔芋粉生产中乙醇分离回收系统。
背景技术:
2.在高纯度魔芋粉的生产过程中,一般利用乙醇作为阻溶剂,清洗掉多余的淀粉。清洗完成后,乙醇中还含有部分淀粉,影响乙醇的质量和再次使用。目前的生产工艺是将乙醇在储罐中沉淀,沉淀后的淀粉、乙醇混合物用压滤机压滤,压滤后的粗乙醇进入汽化器汽化,然后回收乙醇。由于混合液中含有大量杂质和小量淀粉,在汽化过程中很难将杂质和淀粉分离出去,并且排出的废液中的乙醇含量高达1-2%,乙醇损失严重,并且在汽化工程中的蒸汽耗量较大,每吨成品乙醇耗气量达到2.5吨,增加了企业的生产成本。因此,急需一种高效、节能的乙醇分离回收系统。
技术实现要素:
3.本实用新型针对现有技术的不足,提供魔芋粉生产中乙醇分离回收系统。
4.本实用新型是通过如下技术方案实现的,提供魔芋粉生产中乙醇分离回收系统,包括原料罐、分离塔和回流罐;所述原料罐通过管路顺序经一级换热器、二级换热器与分离塔中部进料口连接,分离塔顶部出气口通过管路顺序经一级换热器、冷凝器与回流罐进液口连接,回流罐出液口通过管路与分离塔顶部进料口连接,分离塔上部出料口通过管路经成品冷却器与成品储罐连接。
5.作为优选,分离塔底部通过管路与再沸器形成闭合回路。
6.作为优选,所述再沸器通过管路与锅炉蒸汽管道连接。
7.作为优选,分离塔底部废液出口通过管路经二级换热器与废水处理系统连接。
8.作为优选,所述冷凝器为两组。
9.原料罐内盛放混有淀粉和杂质的粗乙醇,粗乙醇经过一级换热器、二级换热器加热后进入分离塔内,在分离塔内乙醇与杂质、淀粉分离,升温汽化,然后顺序经一级换热器、冷凝器降温流至回流罐,一级换热器通过分离塔塔顶分离出的乙醇蒸汽加热原料,二级换热器分离塔底部废液加热原料。
10.回流罐中的乙醇经分离塔顶部进料口进入分离塔,回到分离塔的乙醇再次升温汽化,然后经成品冷却器冷凝后得到浓度为96%左右的乙醇成品。
11.本实用新型的有益效果为:
12.通过本实用新型分离回收得到的乙醇成品浓度高,乙醇浓度能达到96%左右,蒸汽耗量小,每吨成品乙醇耗汽量为0.95吨,与传统蒸发工艺相比,吨成品节省蒸汽1.55吨,废液排放量少,每生产1吨成品能少排放1吨废液。
附图说明
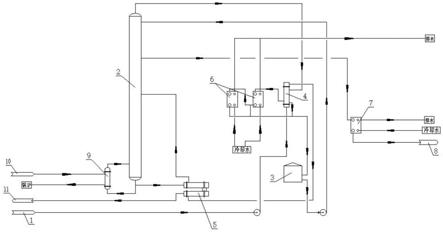
13.图1为本实用新型的结构示意图;
14.图中所示:
15.1、原料罐,2、分离塔,3、回流罐,4、一级换热器,5、二级换热器,6、冷凝器,7、成品冷却器,8、成品储罐,9、再沸器,10、锅炉蒸汽管道,11、废水处理系统。
具体实施方式
16.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
17.如图1所示,本实用新型包括原料罐1、分离塔2和回流罐3。所述原料罐1通过管路顺序经一级换热器4、二级换热器5与分离塔2中部进料口连接,分离塔2顶部出气口通过管路顺序经一级换热器4、冷凝器6与回流罐3进液口连接,回流罐3出液口通过管路与分离塔2顶部进料口连接,分离塔2上部出料口通过管路经成品冷却器7与成品储罐8连接。在本实施例中,所述冷凝器6为两组,冷凝器6和成品冷却器7内均通过通冷却水实现对物料的冷凝。
18.分离塔2底部通过管路与再沸器9形成闭合回路,所述再沸器9通过管路与锅炉蒸汽管道10连接。分离塔2底部废液出口通过管路经二级换热器5与废水处理系统11连接。
19.原料罐1内盛放混有淀粉和杂质的粗乙醇,粗乙醇经过一级换热器4、二级换热器5加热后进入分离塔2内,在分离塔2内乙醇与杂质、淀粉分离,升温汽化,然后顺序经一级换热器4、冷凝器6降温流至回流罐3,一级换热器4通过分离塔2塔顶分离出的乙醇蒸汽加热原料,二级换热器5通过分离塔2底部废液加热原料。
20.回流罐3中的乙醇经分离塔2顶部进料口进入分离塔2,回到分离塔2的乙醇再次升温汽化,然后经成品冷却器7冷凝后得到浓度为96%左右的乙醇成品。
21.通过本实用新型分离回收得到的乙醇成品浓度高,乙醇浓度能达到96%左右,蒸汽耗量小,每吨成品乙醇耗汽量为0.95吨,与传统蒸发工艺相比,吨成品节省蒸汽1.55吨,废液排放量少,每生产1吨成品能少排放1吨废液。
22.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
技术特征:
1.魔芋粉生产中乙醇分离回收系统,其特征在于:包括原料罐、分离塔和回流罐;所述原料罐通过管路顺序经一级换热器、二级换热器与分离塔中部进料口连接,分离塔顶部出气口通过管路顺序经一级换热器、冷凝器与回流罐进液口连接,回流罐出液口通过管路与分离塔顶部进料口连接,分离塔上部出料口通过管路经成品冷却器与成品储罐连接。2.根据权利要求1所述的魔芋粉生产中乙醇分离回收系统,其特征在于:分离塔底部通过管路与再沸器形成闭合回路。3.根据权利要求2所述的魔芋粉生产中乙醇分离回收系统,其特征在于:所述再沸器通过管路与锅炉蒸汽管道连接。4.根据权利要求1所述的魔芋粉生产中乙醇分离回收系统,其特征在于:分离塔底部废液出口通过管路经二级换热器与废水处理系统连接。5.根据权利要求1所述的魔芋粉生产中乙醇分离回收系统,其特征在于:所述冷凝器为两组。
技术总结
本实用新型涉及魔芋粉生产中乙醇分离回收系统,包括原料罐、分离塔和回流罐;所述原料罐通过管路顺序经一级换热器、二级换热器与分离塔中部进料口连接,分离塔顶部出气口通过管路顺序经一级换热器、冷凝器与回流罐进液口连接,回流罐出液口通过管路与分离塔顶部进料口连接,分离塔上部出料口通过管路经成品冷却器与成品储罐连接。分离回收得到的乙醇成品浓度高,乙醇浓度能达到96%左右,蒸汽耗量小。蒸汽耗量小。蒸汽耗量小。
技术研发人员:张启发 肖德建 张方步
受保护的技术使用者:乳山市日晟机械制造有限公司
技术研发日:2021.05.26
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1