一种竹木板上底漆过程中的传送装置的制作方法
1.本实用新型涉及竹木加工领域,特别是一种竹木板上底漆过程中的传送装置。
背景技术:
2.竹木板在加工过程中,会因为其用途需要,对成品拼合竹木板进行上漆操作,成品拼合竹木板一般要经过上底漆和淋面漆两道工序。从目前机械化生产使用设备的情况来看,由于竹木板的传送大都采用皮带传送,而竹木板的厚度不可能完全一致,所以在滚涂底漆时,滚涂轴与转送皮带下方的传送轴之间平行设置且两者之间的距离若是固定不变时,会导致有些地方的竹木板表面上漆效果不理想。而且,由于滚涂轴通过竹木施加在传送皮带上的压力不一致,会导致皮带两边的速度不一致,也就易导致竹木板行进方向的偏转,影响竹木板自动顺利进入下一道工序。因此,需要提供一种专门用于竹木板上底漆过程中的传送装置。
技术实现要素:
3.本实用新型的目的是克服现有技术的上述不足而提供一种竹木板上底漆过程中的传送装置,它可以有效提高底漆滚涂的均匀性,并且还可有效解决滚涂底漆过程中竹木板行进方向的偏移问题。
4.本实用新型的技术方案是:一种竹木板上底漆过程中的传送装置,包括机架、传送轮和滚涂轮,所述滚涂轮设置在传送轮的正上方,所述传送轮通过第一转轴连接有驱动机构,所述滚涂轮的两端分别通过第二转轴设置在机架内,所述第二转轴连接有可控制滚涂轮高度在竖直方向上自动上下的高度调节机构,所述传送轮与滚涂轮之间的起始距离小于所传送竹木板的平均厚度。
5.本实用新型进一步的技术方案是:所述高度调节机构的数量为偶数,对称设置在滚涂轮的两侧。
6.进一步,所述高度调节机构包括第一轴承、第二轴承、导轨和弹性伸缩单元,所述第一轴承设置在第二转轴上,所述第二轴承设置在第二转轴的末端,所述导轨设置在机架的内侧壁上,所述第二轴承可在导轨内上下移动,所述第一轴承上端与弹性伸缩单元连接,当滚涂轮处于未工作状态时,所述弹性伸缩单元处于非拉伸状态。
7.进一步,所述弹性伸缩单元包括连杆和伸缩弹簧,所述连杆与第一轴承连接,所述伸缩弹簧设置在连杆的上端,伸缩弹簧的上端固定在机架上。
8.进一步,所述伸缩弹簧外侧设有保护箱。
9.进一步,所述传送轮的数量为一个、两个或两个以上,所述滚涂轮的数量不大于传送轮的数量,一个滚涂轮配套一个传送轮使用。
10.进一步,所述滚涂轮的外表面包覆有增大与漆料接触摩擦力的触漆层。
11.本实用新型的有益效果:本实用新型通过将滚涂轮与可控制滚涂轮高度在竖直方向上自动上下的高度调节机构连接,可以使滚涂轮在工作过程中自动调节与传送轮之间的
高度,并将传送轮与滚涂轮之间的起始距离小于所传送竹木板的平均厚度,使滚涂轮在工作过程中,会受到来自高度调节机构向下的压力,该压力既可以使滚涂轮紧贴竹木板表面进行涂漆。利于提高涂漆的均匀性,又可以增大竹木板材与滚涂轮、传送轮之间的静摩擦力,利于竹木板材在涂漆过程中的输送,而且本实用新型的设计是通过传送轮的转动对竹木板材产生静摩擦力,进而也会使竹木板材与滚涂轮之间也产生静摩擦力,与滚涂轮之间的静摩擦力可使滚涂轮发生转动,进而可实现滚涂轮的上底漆效果,也可以避免出现竹木板行进方向的偏转现象。
附图说明
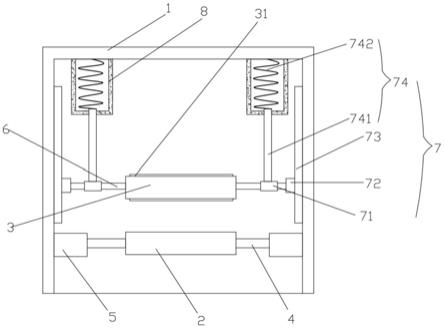
12.图1是本实用新型实施例的结构示意图。
13.图例说明:
14.1、机架;2、传送轮;3、滚涂轮;31、触漆层;4、第一转轴;5、驱动机构;6、第二转轴;7、高度调节机构;71、第一轴承;72、第二轴承;73、导轨;74、弹性伸缩单元;741、连杆;742、伸缩弹簧;8、保护箱。
具体实施方式
15.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
16.如附图1所示,一种竹木板上底漆过程中的传送装置,包括机架1、传送轮2和滚涂轮3,滚涂轮3设置在传送轮2的正上方,传送轮2通过第一转轴4连接有驱动机构5,滚涂轮3的两端分别通过第二转轴6设置在机架1内,第二转轴6连接有可控制滚涂轮3高度在竖直方向上自动上下的高度调节机构7,传送轮2与滚涂轮3之间的起始距离小于所传送竹木板的平均厚度,保证传送轮2与滚涂轮3均会对处于两者之间的竹木板材产生压力,而且由于高度调节机构7的存在,竹木板材可以顺利进入到传送轮2与滚涂轮3之间。
17.本实施例中,高度调节机构7的数量为偶数,对称设置在滚涂轮3的两侧,高度调节机构7的数量越多,越利于滚涂轮3高度的各处的调节,越利于提高上底漆的均匀性。高度调节机构7包括第一轴承71、第二轴承72、导轨73和弹性伸缩单元74,第一轴承71设置在第二转轴72上,第二轴承72设置在第二转轴6的末端,导轨73设置在机架1的内侧壁上,第二轴承72可在导轨73内上下移动,第一轴承71上端与弹性伸缩单元74连接,当滚涂轮3处于未工作状态时,弹性伸缩单元74处于非拉伸状态,保证当竹木板材进入到传送轮2与滚涂轮3之间时,弹性伸缩单元74处于压缩状态,根据力的平衡原理,进而保证滚涂轮3会对竹木板材产生一定的压力。
18.本实施例中,弹性伸缩单元74包括连杆741和伸缩弹簧742,连杆741与第一轴承71连接,伸缩弹簧742设置在连杆741的上端,伸缩弹簧742的上端固定在机架1上,通过伸缩弹簧742的伸缩带动连杆741来实现滚涂轮3高度在竖直方向上自动上下的高度调节机构7。伸缩弹簧742外侧设有保护箱8,可有效保护伸缩弹簧不易损坏。
19.本实施例中,传送轮2的数量为一个、两个或两个以上,滚涂轮3的数量不大于传送轮2的数量,一个滚涂轮3配套一个传送轮2使用,可通过设置多个传送轮2与滚涂轮3配合的结构来实现对同一块竹木板材多次上底漆过程,通过多次涂刷,可有效提高底漆滚涂的均匀性。滚涂轮3的外表面包覆有增大与漆料接触摩擦力的触漆层31,触漆层31可增加漆料的
基础附着力,利于漆料涂满整个滚涂轮3。
20.本实施例的竹木板上底漆过程中的传送装置在实施过程中,竹木板材输送至传送轮2的上方时,竹木板材在传送轮的带动下,有继续向前运动的趋势,所以虽然传送轮2与滚涂轮3之间的起始距离小于所传送竹木板的平均厚度,但是由于滚涂轮3的高度可以在高度调节机构7支持下自动调整,因此竹木板材还是会进入到传送轮2与滚涂轮3之间,而此时由于滚涂轮3会对竹木板材产生一定的压力,该压力也使滚涂轮3的表面与竹木板材的表面进行很好的贴合,利于底漆滚涂的均匀性,并且该压力会增大竹木板材与滚涂轮之间的静摩擦力,该静摩擦力配合传送轮2可以促使竹木板材在前进的过程中带动滚涂轮进行转动,而滚涂轮的转动可以实现对竹木板材的上底漆过程,而且该中传送方式还可有效解决滚涂底漆过程中竹木板行进方向的偏移问题。
技术特征:
1.一种竹木板上底漆过程中的传送装置,包括机架、传送轮和滚涂轮,所述滚涂轮设置在传送轮的正上方,所述传送轮通过第一转轴连接有驱动机构,其特征在于,所述滚涂轮的两端分别通过第二转轴设置在机架内,所述第二转轴连接有可控制滚涂轮高度在竖直方向上自动上下的高度调节机构,所述传送轮与滚涂轮之间的起始距离小于所传送竹木板的平均厚度。2.根据权利要求1所述的竹木板上底漆过程中的传送装置,其特征在于,所述高度调节机构的数量为偶数,对称设置在滚涂轮的两侧。3.根据权利要求1或2所述的竹木板上底漆过程中的传送装置,其特征在于,所述高度调节机构包括第一轴承、第二轴承、导轨和弹性伸缩单元,所述第一轴承设置在第二转轴上,所述第二轴承设置在第二转轴的末端,所述导轨设置在机架的内侧壁上,所述第二轴承可在导轨内上下移动,所述第一轴承上端与弹性伸缩单元连接,当滚涂轮处于未工作状态时,所述弹性伸缩单元处于非拉伸状态。4.根据权利要求3所述的竹木板上底漆过程中的传送装置,其特征在于,所述弹性伸缩单元包括连杆和伸缩弹簧,所述连杆与第一轴承连接,所述伸缩弹簧设置在连杆的上端,伸缩弹簧的上端固定在机架上。5.根据权利要求4所述的竹木板上底漆过程中的传送装置,其特征在于,所述伸缩弹簧外侧设有保护箱。6.根据权利要求1或2所述的竹木板上底漆过程中的传送装置,其特征在于,所述传送轮的数量为一个、两个或两个以上,所述滚涂轮的数量不大于传送轮的数量,一个滚涂轮配套一个传送轮使用。7.根据权利要求1或2所述的竹木板上底漆过程中的传送装置,其特征在于,所述滚涂轮的外表面包覆有增大与漆料接触摩擦力的触漆层。
技术总结
本实用新型提供了一种竹木板上底漆过程中的传送装置,包括机架、传送轮和滚涂轮,所述滚涂轮设置在传送轮的正上方,所述传送轮通过第一转轴连接有驱动机构,所述滚涂轮的两端分别通过第二转轴设置在机架内,所述第二转轴连接有可控制滚涂轮高度在竖直方向上自动上下的高度调节机构,所述传送轮与滚涂轮之间的起始距离小于所传送竹木板的平均厚度。本实用新型可以有效提高底漆滚涂的均匀性,并且还可有效解决滚涂底漆过程中竹木板行进方向的偏移问题。问题。问题。
技术研发人员:何述光 龙伟宏 何浩波
受保护的技术使用者:桃江风河智慧竹业有限公司
技术研发日:2021.06.21
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1