一种高温抗氧化自润滑复合涂层及其制备和使用方法
1.本发明属于润滑材料技术领域,尤其涉及一种高温抗氧化自润滑复合涂层及其制备和使用方法。
背景技术:
2.锆合金正因为高熔点、高强度、膨胀系数小、热中子吸收截面小(对2200m/s的中子,纯锆的俘获截面只有0.18
×
10-28
m2)、抗高温水和过热蒸汽、耐腐蚀等优点。核级锆合金作为被广泛应用于水冷核反应堆中核燃料元件的关键材料,例如:各种包壳、支撑、屏蔽部件等,其中锆合金热挤压为核燃料元件生产的关键工艺。但由于在高温热挤压环境中,锆合金极易被氧、氮、氢等元素污染,并易与水蒸气发生剧烈反应(即氢脆),并且锆合金胚料温度远大于热挤压加工模具所承受温度,十分影响热挤压过程的加工精度及使用寿命,由此可见锆合金的热挤压工艺存在大量挑战,如在加工过程中降低挤压摩擦来提高锆合金管材的光洁度、精密度,防止锆合金挤压过程中大量氧化等诸多问题。因此研究一种能在高温下防止锆合金坯料被氧化、减小热挤压摩擦系数、延缓热挤压过程的传热性能的涂层,具有深远实际应用价值。
技术实现要素:
3.为解决现有技术中存在的问题,本发明的目的在于提供一种高温抗氧化自润滑复合涂层及其制备和使用方法,本发明的高温抗氧化自润滑复合涂层能够有效减小热挤压摩擦系数、延缓热挤压过程的传热性能。
4.本发明采用的技术方案如下:
5.一种高温抗氧化自润滑复合材料的制备方法,包括如下过程:
6.将二硫化钼和石墨润滑剂进行球磨,得到球磨混合物;
7.将所述球磨混合物加入正硅酸乙酯与氨水的混合溶液中,然后进行混匀、分离和干燥,得到sio2基不透气性氧化膜的固体润滑剂;
8.将硅酸钠、二氧化硅、三氧化二硼、其他添加剂、所述sio2基不透气性氧化膜的固体润滑剂、硅烷偶联剂稀溶液以及去离子水进行磁力搅拌,得到所述高温抗氧化自润滑复合材料;
9.以质量份数计,所述硅酸钠为65-84份,二硫化钼2-6份,石墨润滑剂为4-8份,二氧化硅为4-9,三氧化二硼2-5份,硅烷偶联剂0.5-1份,其他添加剂为2-4份,去离子水为13-17份;其他添加剂包含稀释剂、增塑剂、消泡剂和增韧剂,稀释剂、增塑剂、消泡剂和增韧剂的质量比为1:l:l:l。
10.优选的,将二硫化钼和石墨润滑剂进行球磨时,二硫化钼和石墨润滑剂质量之和与助磨剂的质量比为(3-5):1,二硫化钼和石墨润滑剂质量之和与磨球的质量比为1:(1-3),助磨剂采用无水乙醇,所述球磨混合物为二硫化钼、石墨润滑剂以及助磨剂的混合物,球磨时间为4-6h,球磨转速为300-400r/min。
11.优选的,正硅酸乙酯与氨水的混合溶液中,正硅酸乙酯和氨水的质量比为(1:5)-(1:3),所述氨水的质量分数为25%-28%。
12.优选的,制备sio2基不透气性氧化膜的固体润滑剂时,将球磨混合物加入正硅酸乙酯与氨水的混合溶液后,采用磁力搅拌的方式以450-550r/min搅拌8-12h,之后采用超声波细胞破碎机以300-400w的功率分散均匀化20-30min,之后进行2-4次离心分离,将离心分离得到的固体真空干燥8-12h,得到所述sio2基不透气性氧化膜的固体润滑剂。
13.优选的,所述硅烷偶联剂稀溶液为质量浓度为0.5%-1%的硅烷偶联剂水溶液。
14.优选的,将硅酸钠、二氧化硅、三氧化二硼、其他添加剂、硅烷偶联剂稀溶液、sio2基不透气性氧化膜的固体润滑剂以及去离子水进行磁力搅拌时,温度为50-70℃,搅拌速度为400-500r/min,搅拌时间为50-90min。
15.优选的,所述硅酸钠、二硫化钼、二氧化硅、三氧化二硼、其他添加剂均为微米级别润滑填充材料,所述二硫化钼的粒径不大于10μm,所述石墨润滑剂粉末的粒径不大于10μm;
16.所述稀释剂采用无水乙醇,所述增塑剂采用邻苯二甲酸酯,所述消泡剂采用蓝天科技r-307,所述增韧剂采用epr。
17.优选的,本发明高温抗氧化自润滑复合材料的制备方法,还包括将得到的高温抗氧化自润滑复合材料进行超声均匀化的过程,其中,超声功率为300-400w,超声时间为1-4h。
18.本发明还提供了一种高温抗氧化自润滑复合材料,该高温抗氧化自润滑复合材料采用本发明所述的制备方法制得。
19.优选的,包括如下过程:
20.将所述高温抗氧化自润滑复合材料均匀涂抹在锆合金挤压锭表面,之后在50-70℃下进行烘干,烘干完成后在锆合金挤压锭表面形成润滑涂层,将具有所述润滑涂层的锆合金挤压锭用于挤压,所述润滑涂层的厚度为50-150微米。
21.与现有技术相比,本发明的有益效果是:
22.本发明解决了润滑及热障性能问题,其中添加二硫化钼、石墨为主要用于改善热挤压润滑方案,降低摩擦系数,提高加工精度。由于二硫化钼、石墨易在热挤压环境下氧化失效,故对其进行保护措施。锆合金的热挤压温度大概在700℃,二氧化硅的熔点1723℃,远远大于热挤压温度,故采用氨水和正硅酸乙酯反应溶液,协同二氧化硅粉末对二硫化钼、石墨外表面形成sio2基不透气性氧化膜进行抗氧化保护。这样的涂层可以保护润滑免受在空气中氧化从而实现高温环境下的润滑效果。关于本发明解决热障性能问题,由于热挤压环境下,通常锆合金坯料的温度远远大于模具的温度,为解决热挤压过程中的传热问题,延缓温度传递,提高热挤压精度及模具使用寿命,本发明加入二氧化硅和三氧化二磷,由于其热稳定性良好,传热系数低。故采用二氧化硅和三氧化二磷协同形成sio2基不透气性氧化膜二硫化钼、石墨颗粒的作用下,并加入完成稀释硅烷偶联剂和硅酸盐,来提高涂层的热障性能和改善润滑剂的分散性和粘结性。
附图说明
23.图1为本发明实施例2润滑涂层宏观图;
24.图2为本发明实施例1制备的润滑涂层的场发射投射电镜(tem)图。
25.图3为本发明实施例2制备的润滑涂层的场发射投射电镜(tem)图。
26.图4为本发明实施例3制备的润滑涂层的场发射投射电镜(tem)图。
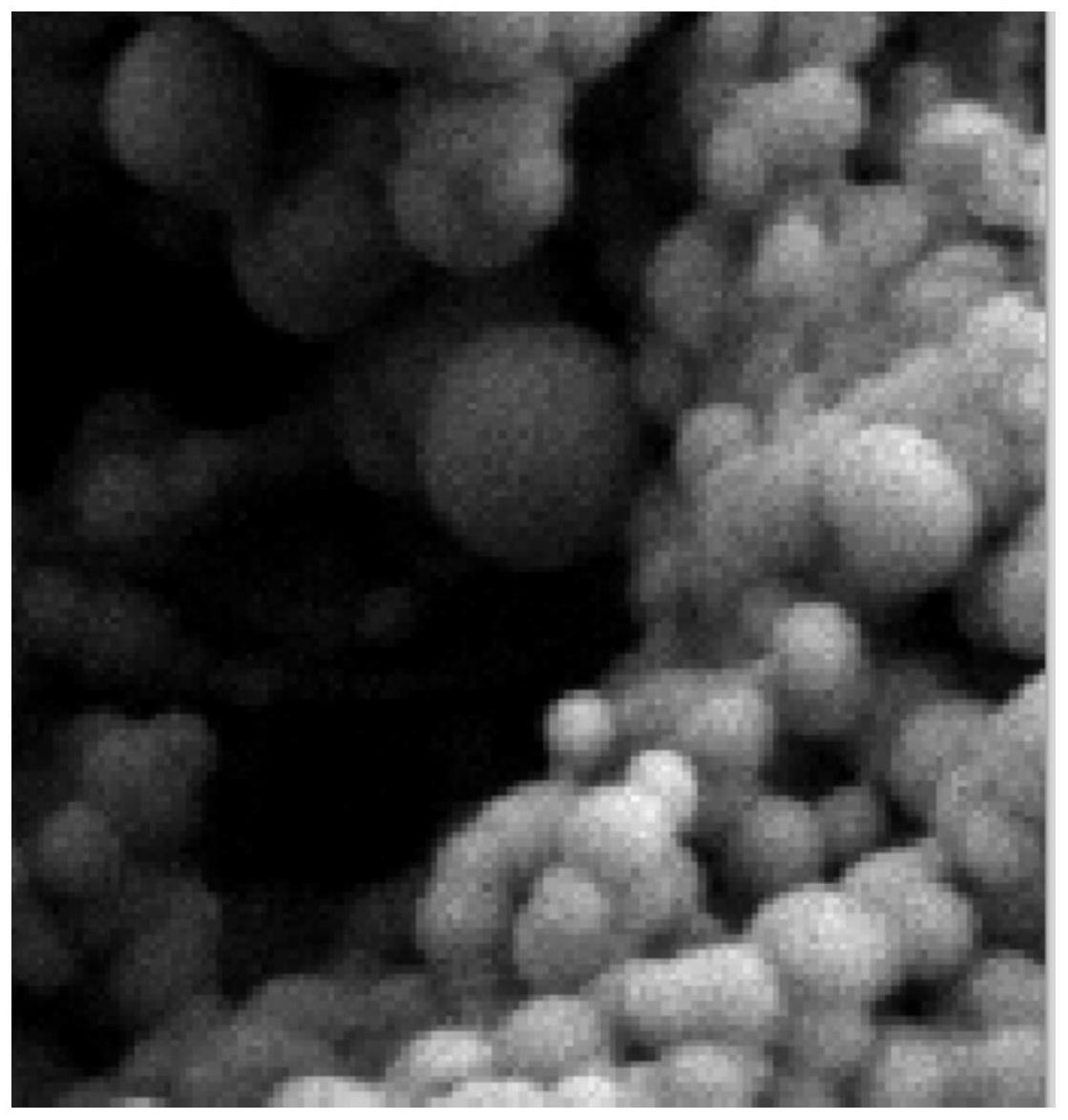
27.图5为本发明实施例制得的sio2基不透气性氧化膜固体润滑剂的sem扫描图;
28.图6为本发明实施例制得的润滑涂层的摩擦磨损图;
29.图7为本发明实施例制得的润滑涂层的xrd图;
30.图8为本发明实施例制得的润滑涂层eds的能谱图。
具体实施方式
31.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明以固体润滑剂二硫化钼、石墨、二氧化硅、三氧化二硼2-4份、硅酸钠为主要成分制作一种新型环保型耐高温固体润滑剂。石墨、二硫化钼本身是一种优秀的固体润滑剂,但存在高温氧化失效的缺陷,故本发明加入二氧化硅作为保护剂,提出了保护膜与固体润滑剂之间的协同作用,在高温处理期间在固体润滑颗粒表面形成氧化(sio2)基不透气性氧化膜,以解释其的润滑、高温抗氧化、高温热障性能。从理论上讲,这样的涂层可以保护润滑材料免受在空气中氧化从而实现高温环境下的润滑效果。本发明采用二硫化钼、石墨、二氧化硅、硅酸盐、三氧化二硼对锆合金表面进行改性,在石墨、二硫化钼颗粒的表面制备形成sio2基不透气性氧化膜,得到所述润滑剂。采用的硅酸钠、二硫化钼、石墨润滑剂、三氧化二硼、二氧化硅、其他添加剂均为微米级别润滑填充材料,二硫化钼的粒径不大于10μm,所述石墨润滑剂粉末的粒径不大于10μm。将硅烷偶联剂配置成0.5%-1%浓度的稀溶液与65-84份硅酸钠协同作用。形成sio2基不透气性氧化膜的固体润滑剂和当前比例的二氧化硅与润滑剂的协同作用,可以有效的提高涂层的热障性能,有效延缓锆合金坯料与模具之间的热传递。
33.本发明具体的方案如下:
34.本发明高温抗氧化自润滑复合材料的制备方法包括以下步骤:
35.sl,选取如下原料:硅酸钠、二硫化钼、石墨润滑剂、硅烷偶联剂、二氧化硅、三氧化二硼、正硅酸乙酯、氨水、其他添加剂和去离子水;
36.s2,选取原料后,按照重量份进行称取硅酸钠为65-84份、二硫化钼2-6份、石墨润滑剂为4-8份、二氧化硅为4-9份、三氧化二硼2-5份、硅烷偶联剂0.5-1份、其他添加剂为2-4份和去离子水为13-17份,其他添加剂包含稀释剂、增塑剂、消泡剂和增韧剂,稀释剂、增塑剂、消泡剂和增韧剂的质量比为1:l:l:l,稀释剂采用无水乙醇,所述增塑剂采用邻苯二甲酸酯,所述消泡剂采用市售的天津高田新材料科技有限公司生产的r-307消泡剂,所述增韧剂采用epr(乙丙橡胶)增韧剂。
37.s3,预处理:按照重量份进行称取二硫化钼2-6份、石墨润滑剂为4-8份依次加入到行星式球磨机,再加入助磨剂和磨球,并进行球磨4-6h,球磨转速为300-400r/min,球磨完成后得到球磨混合料,其中,助磨剂采用无水乙醇,二硫化钼和石墨润滑剂质量之和与助磨剂的质量比为(3-5):1,二硫化钼和石墨润滑剂质量之和与磨球的质量比为1:(1-3),助磨
剂采用无水乙醇。
38.s4,采用正硅酸乙酯和质量分数为25%-28%的氨水按照质量比为(1:5)-(1:3)的比例配置混合溶液,并将行星式球磨机完成后的球磨混合料(含有二硫化钼、石墨润滑剂以及乙醇)加入正硅酸乙酯和氨水的混合溶液中,采用磁力搅拌的方式以450-550r/min将混合溶液搅拌8-12h,之后采用超声波细胞破碎机以300-400w的功率分散均匀化20-30min,之后进行2-4次离心分离,并将所得固体进行真空干燥8-12h,得到sio2基不透气性氧化膜的固体润滑剂。
39.s5,以水为溶剂,将硅烷偶联剂配置成质量浓度为0.5%-1%浓度的硅烷偶联剂稀溶液。
40.s6,将65-84份硅酸钠、4-9份二氧化硅、2-4份三氧化二硼、2-4份其他添加剂、s4得到的固体润滑剂及s5得到的硅烷偶联剂稀溶液进行混合搅拌,再添加13-17份的去离子水并将混合物放入磁力搅拌器中,在50-70℃、400-500r/min下搅拌50-90min,得到混合物润滑剂。
41.进一步的,磁力搅拌完成后,取出盛装润滑剂的烧杯放入超声波清洗机中以300-400w的功率超声1-4h,使得混合物润滑剂更加均匀。
42.本发明的高温抗氧化自润滑复合材料在使用时,将上述超声之后的混合物润滑剂浆料采用物理直接涂抹的方式光洁平整地凃至锆合金表面,涂抹的厚度为50-150μm。将涂好的润滑涂层的锆合金放入鼓风干燥箱中,在50-70℃下干燥3-4h,烘干完成后在锆合金挤压锭表面形成润滑涂层,将具有所述润滑涂层的锆合金挤压锭用于挤压。
43.实施例1
44.步骤1,按照重量份进行称取硅酸钠为65份、二硫化钼6份、石墨润滑剂为4份、二氧化硅为4、三氧化二硼2份、硅烷偶联剂0.75份、其他添加剂为2份和去离子水17份,其他添加剂中稀释剂采用无水乙醇,所述增塑剂采用邻苯二甲酸酯,所述消泡剂采用市售的蓝天科技生产的r-307消泡剂,所述增韧剂采用市售的epr(乙丙橡胶)增韧剂。
45.步骤2,按照重量份进行称取二硫化钼6份、石墨润滑剂为4份、依次加入到行星式球磨机,再加入的助磨剂和磨球,并进行球磨4h,球磨转速为400r/min,球磨完成后得到球磨混合料,其中,二硫化钼和石墨润滑剂质量之和与助磨剂的质量比为3:1,二硫化钼和石墨润滑剂质量之和与磨球的质量比为1:1,助磨剂采用无水乙醇。
46.步骤3,采用正硅酸乙酯和质量分数为25%的氨水按照质量比为(1:5)的比例配置混合溶液,并将行星式球磨机完成后的球磨混合料(含有二硫化钼、石墨润滑剂以及乙醇)加入正硅酸乙酯和氨水的混合溶液中,进行将混合溶液进行550r/min搅拌10h、之后采用超声波细胞破碎机以350w超声分散均匀化30min、2次离心分离,并将所得固体进行真空干燥10h,得到形成sio2基不透气性氧化膜的固体润滑剂。
47.步骤4,以水为溶剂,将硅烷偶联剂配置成质量浓度为0.85%浓度的稀溶液17份。
48.步骤5,将65份硅酸钠、4份二氧化硅、2份三氧化二硼、2份其他添加剂、步骤3固体润滑剂及硅步骤4得到的烷偶联剂稀溶液进行混合搅拌,再添加13份去离子水并将混合物放入磁力搅拌器中,在70℃、500r/min下搅拌90min,得到混合物润滑剂。
49.步骤6,磁力搅拌完成后,取出盛装润滑剂的烧杯放入超声波清洗机中350w超声1h。
50.本实施例的高温抗氧化自润滑复合材料在使用时,将上述超声之后的混合物润滑剂浆料采用物理直接涂抹的方式光洁平整地凃至锆合金表面,涂抹厚度为50微米。然后将锆合金放入鼓风干燥箱中,在70℃下干燥3.5h。
51.实施例2
52.步骤1,按照重量份进行称取硅酸钠为84份、二硫化钼4份、石墨润滑剂为6份、二氧化硅为7、三氧化二硼3份、硅烷偶联剂0.5份、其他添加剂为3份和去离子水15份,其他添加剂中稀释剂采用无水乙醇,所述增塑剂采用邻苯二甲酸酯,所述消泡剂采用蓝天科技r-307,所述增韧剂采用epr。
53.步骤2,按照重量份进行称取二硫化钼4份、石墨润滑剂为6份、依次加入到行星式球磨机,再加入的助磨剂和磨球,并进行球磨5h,球磨转速为350r/min,球磨完成后得到球磨混合料,其中,二硫化钼和石墨润滑剂质量之和与助磨剂的质量比为4:1,二硫化钼和石墨润滑剂质量之和与磨球的质量比为1:2,助磨剂采用无水乙醇。
54.步骤3,采用正硅酸乙酯和质量分数为26%的氨水按照质量比为(1:4)的比例配置混合溶液,并将行星式球磨机完成后的球磨混合料(含有二硫化钼、石墨润滑剂以及乙醇)加入正硅酸乙酯和氨水的混合溶液中,进行将混合溶液进行500r/min搅拌8h、之后采用超声波细胞破碎机以300w超声分散均匀化20min、3次离心分离,并将所得固体进行真空干燥8h,得到形成sio2基不透气性氧化膜的固体润滑剂。
55.步骤4,以水为溶剂,将硅烷偶联剂配置成质量浓度为0.5%浓度的稀溶液17份。
56.步骤5,将65份硅酸钠、7份二氧化硅、4份三氧化二硼、3份其他添加剂、步骤3固体润滑剂及硅步骤4得到的烷偶联剂稀溶液进行混合搅拌,再添加13份去离子水并将混合物放入磁力搅拌器中,在50℃、400r/min下搅拌50min,得到混合物润滑剂。
57.步骤6,磁力搅拌完成后,取出盛装润滑剂的烧杯放入超声波清洗机中300w超声4h。
58.本实施例的高温抗氧化自润滑复合材料在使用时,将上述超声之后的混合物润滑剂浆料采用物理直接涂抹的方式光洁平整地凃至锆合金表面,涂抹厚度为100微米。然后将锆合金放入鼓风干燥箱中,在60℃下干燥3h。
59.实施例3
60.步骤1,按照重量份进行称取硅酸钠为75份、二硫化钼2份、石墨润滑剂为8份、二氧化硅为9、三氧化二硼5份、硅烷偶联剂1份、其他添加剂为4份和去离子水13份,其他添加剂中稀释剂采用无水乙醇,所述增塑剂采用邻苯二甲酸酯,所述消泡剂采用蓝天科技r-307,所述增韧剂采用epr。
61.步骤2,按照重量份进行称取二硫化钼2份、石墨润滑剂为8份、依次加入到行星式球磨机,再加入的助磨剂和磨球,并进行球磨6h,球磨转速为300r/min,球磨完成后得到球磨混合料,其中,二硫化钼和石墨润滑剂质量之和与助磨剂的质量比为5:1,二硫化钼和石墨润滑剂质量之和与磨球的质量比为1:3,助磨剂采用无水乙醇。
62.步骤3,采用正硅酸乙酯和质量分数为28%的氨水按照质量比为(1:3)的比例配置混合溶液,并将行星式球磨机完成后的球磨混合料(含有二硫化钼、石墨润滑剂以及乙醇)加入正硅酸乙酯和氨水的混合溶液中,进行将混合溶液进行450r/min搅拌12h、之后采用超声波细胞破碎机以400w超声分散均匀化25min、4次离心分离,并将所得固体进行真空干燥
12h,得到形成sio2基不透气性氧化膜的固体润滑剂。
63.步骤4,以水为溶剂,将硅烷偶联剂配置成质量浓度为1%浓度的稀溶液17份。
64.步骤5,将75份硅酸钠、9份二氧化硅、4份三氧化二硼、4份其他添加剂、步骤3固体润滑剂及硅步骤4得到的烷偶联剂稀溶液进行混合搅拌,再添加13份去离子水并将混合物放入磁力搅拌器中,在60℃、450r/min下搅拌60min,得到混合物润滑剂。
65.步骤6,磁力搅拌完成后,取出盛装润滑剂的烧杯放入超声波清洗机中400w超声3h。
66.本实施例的高温抗氧化自润滑复合材料在使用时,将上述超声之后的混合物润滑剂浆料采用物理直接涂抹的方式光洁平整地凃至锆合金表面,涂抹厚度为150微米。然后将锆合金放入鼓风干燥箱中,在50℃下干燥4h。
67.实验分析:
68.本发明的3个实例润滑涂层相比于实际都有可实施运用前景。
69.经过实施例1、实施例2、实施例3进行配比形成的自润滑增强复合涂层实验和检测,从图2、图3、图4可以看出,图3的sem形貌图均匀性更好,从组织结构看出图3的综合力学性能相比较另外2组更好。图5展现出本次实验方案的成功性,其润滑颗粒表面有着包裹优秀的sio2基不透气性氧化膜,完美达到实验防止润滑剂氧化的预期效果。根据sem猜测结果,对3个实施例进行了摩擦磨损实验,从图6可以看出,实施例1的平稳后平均摩擦系数0.2519;实施例2的平稳后平均摩擦系数0.1792;实施例3的平稳后平均摩擦系数0.2204,实施例2的平均摩擦系数更低,润滑效果更好。图7为三组实施例的xrd图。图8为实施例2所选取的eds能谱图。图7、图8均与实验成分比例配置预期结果一致。
70.3个实施例润滑涂层相比于实际都有较好的可实施运用性,其中根据实验检测与对比,实施例2中的各成分的配比的得到的自润滑增强复合涂层的特性更佳。
71.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1