一种不锈钢特殊钝化表面的加工方法与流程
[0001]
本发明涉及不锈钢钝化加工技术领域,具体为一种不锈钢特殊钝化表面的加工方法。
背景技术:
[0002]
金属腐蚀每年给国民经济带来巨大损失。常见的金属腐蚀防护方法包括制成耐腐蚀合金和涂层等,常见的用以制备合金的元素包括镍(ni)、铬(cr)、硅(si)、钼(mo)等,不锈钢是常见的耐蚀性较强的钢铁材料,其由铁和镍、铬等元素构成,不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性,因而被广泛应用于化工、食品机械、机电等领域,而不锈钢在普通大气环境中具有良好的耐蚀性能,这是因为其表面具有一层致密的钝化膜,当不锈钢被应用到海洋环境等腐蚀性较强的环境中时,腐蚀性较强的离子如氯离子等能够破坏其表面的钝化膜,从而引起不锈钢的腐蚀。
[0003]
而表面钝化处理是提高不锈钢耐蚀性的主要方法,同时也是去除表面污物,改善美观程度的主要方法,但是现有技术中对于不锈钢表面的钝化处理大都只是单纯的通过浸泡或者电解进行钝化处理的,钝化处理效率低下,且耐腐蚀性能较差,同时稳定性差,不利于实际的使用。
技术实现要素:
[0004]
本发明的目的在于提供一种不锈钢特殊钝化表面的加工方法,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案一种不锈钢特殊钝化表面的加工方法,包括以下步骤:
[0006]
s1、除油脱脂:通过除油剂对需要进行钝化处理的不锈钢工件的表面进行除油脱脂,确保不锈钢工件表面的油脂完全清除干净,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将除油剂冲洗干净;
[0007]
s2、活化:采用活化液对需要进行钝化处理的不锈钢工件进行浸泡处理,确保工件表面无任何锈蚀、焊斑等杂质,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将活化液冲洗干净,接着采用金相砂纸对其进行打磨,然后用无水乙醇清洗,再用流动的去离子水清洗,最后干燥至恒重;
[0008]
s3、钝化:首先配置电解钝化液,将经过步骤s2处理之后的不锈钢工件浸泡于配置好的电解钝化液中以0.93-0.2a/dm
2
的电流密度在25-35℃温度下电解钝化2-5分钟,然后采用流动的去离子水洗净,再采用电解钝化液浸泡30分钟,然后进行超声震荡8秒,再继续浸泡20-30秒,最后采用流动的去离子水洗净;
[0009]
s4、中和:将经过步骤s3钝化处理之后的不锈钢工件置于片碱溶液中进行中和5分钟,然后采用流动的去离子水洗净;
[0010]
s5、烘干:将经过步骤s4中和处理之后的不锈钢工件置于烤箱中进行进行烘干或
晾干。
[0011]
作为优选,所述步骤s1中除油剂可采用碱液、乳化剂、有机溶剂与蒸汽其中的一种。
[0012]
作为优选,所述步骤s2中采用活化液对不锈钢工件浸泡处理的时间为3-5分钟。
[0013]
作为优选,所述步骤s2中活化液使用hno
3
与hf的混合溶液,同时hno
3
与hf的浓度之比为5:1,且温度应低于49℃。
[0014]
作为优选,所述步骤s2中采用金相砂纸对其进行打磨,具体为先采用500目砂纸进行均匀打磨3分钟,然后再采用1200目砂纸进行均匀打磨1分钟,最后再采用1800目砂纸进行均匀打磨30秒。
[0015]
作为优选,所述步骤s3中电解钝化液各组分按其质量百分比计为:硝酸:1-50%、高锰酸钾:1-20%、络合剂:1-10%、湿润剂:1-15%、余量为水。
[0016]
作为优选,所述步骤s3中电解钝化液的配置,具体为先按照配方比例称取高锰酸钾、络合剂和湿润剂,然后将其逐一向定量水中注入,边加入边搅拌,搅拌完成之后,加入配方比例的硝酸,将溶液ph调至3.2。
[0017]
作为优选,所述络合剂为葡萄糖酸、乙酸和酒石酸中的其中一种,所述湿润剂为烷基硫酸钠、拉开粉和异丁基萘磺酸钠中的其中一种。
[0018]
作为优选,所述步骤s4中片碱溶液为5%的碳酸钠溶液或5%的氢氧化钠溶液。
[0019]
作为优选,所述步骤s5中烤箱内的温度应控制在500℃-1800℃之间。
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
通过在钝化之前对不锈钢工件进行除油脱脂,同时采用金相砂纸对不锈钢工件进行充分打磨,从而便于更好的提高后续的钝化效果,同时通过采用活化液与电解钝化液对不锈钢工件进行钝化处理操作,钝化效率高,并且经过处理之后的不锈钢工件表面的耐腐蚀性能有很大的提高,同时稳定性较好,有利于实际的使用。
具体实施方式
[0022]
本发明提供一种技术方案:一种不锈钢特殊钝化表面的加工方法,包括以下步骤:
[0023]
s1、除油脱脂:通过除油剂对需要进行钝化处理的不锈钢工件的表面进行除油脱脂,确保不锈钢工件表面的油脂完全清除干净,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将除油剂冲洗干净;
[0024]
s2、活化:采用活化液对需要进行钝化处理的不锈钢工件进行浸泡处理,确保工件表面无任何锈蚀、焊斑等杂质,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将活化液冲洗干净,接着采用金相砂纸对其进行打磨,然后用无水乙醇清洗,再用流动的去离子水清洗,最后干燥至恒重;
[0025]
s3、钝化:首先配置电解钝化液,将经过步骤s2处理之后的不锈钢工件浸泡于配置好的电解钝化液中以0.93-0.2a/dm
2
的电流密度在25-35℃温度下电解钝化2-5分钟,然后采用流动的去离子水洗净,再采用电解钝化液浸泡30分钟,然后进行超声震荡8秒,再继续浸泡20-30秒,最后采用流动的去离子水洗净;
[0026]
s4、中和:将经过步骤s3钝化处理之后的不锈钢工件置于片碱溶液中进行中和5分钟,然后采用流动的去离子水洗净;
[0027]
s5、烘干:将经过步骤s4中和处理之后的不锈钢工件置于烤箱中进行进行烘干或晾干。
[0028]
其中,所述步骤s1中除油剂可采用碱液、乳化剂、有机溶剂与蒸汽其中的一种。
[0029]
其中,所述步骤s2中采用活化液对不锈钢工件浸泡处理的时间为3-5分钟。
[0030]
其中,所述步骤s2中活化液使用hno
3
与hf的混合溶液,同时hno
3
与hf的浓度之比为5:1,且温度应低于49℃。
[0031]
其中,所述步骤s2中采用金相砂纸对其进行打磨,具体为先采用500目砂纸进行均匀打磨3分钟,然后再采用1200目砂纸进行均匀打磨1分钟,最后再采用1800目砂纸进行均匀打磨30秒。
[0032]
其中,所述步骤s3中电解钝化液各组分按其质量百分比计为:硝酸:1-50%、高锰酸钾:1-20%、络合剂:1-10%、湿润剂:1-15%、余量为水。
[0033]
其中,所述步骤s3中电解钝化液的配置,具体为先按照配方比例称取高锰酸钾、络合剂和湿润剂,然后将其逐一向定量水中注入,边加入边搅拌,搅拌完成之后,加入配方比例的硝酸,将溶液ph调至3.2。
[0034]
其中,所述络合剂为葡萄糖酸、乙酸和酒石酸中的其中一种,所述湿润剂为烷基硫酸钠、拉开粉和异丁基萘磺酸钠中的其中一种。
[0035]
其中,所述步骤s4中片碱溶液为5%的碳酸钠溶液或5%的氢氧化钠溶液。
[0036]
其中,所述步骤s5中烤箱内的温度应控制在500℃-1800℃之间。
[0037]
实施例1、一种不锈钢特殊钝化表面的加工方法,包括以下步骤:
[0038]
s1、除油脱脂:通过除油剂对需要进行钝化处理的不锈钢工件的表面进行除油脱脂,确保不锈钢工件表面的油脂完全清除干净,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将除油剂冲洗干净,除油剂采用有机溶剂;
[0039]
s2、活化:采用活化液对需要进行钝化处理的不锈钢工件进行浸泡处理,浸泡时间为5分钟,同时活化液使用hno
3
与hf的混合溶液,同时hno
3
与hf的浓度之比为5:1,且温度应低于49℃;确保工件表面无任何锈蚀、焊斑等杂质,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将活化液冲洗干净,接着采用金相砂纸对其进行打磨,先采用500目砂纸进行均匀打磨3分钟,然后再采用1200目砂纸进行均匀打磨1分钟,最后再采用1800目砂纸进行均匀打磨30秒,然后用无水乙醇清洗,再用流动的去离子水清洗,最后干燥至恒重;
[0040]
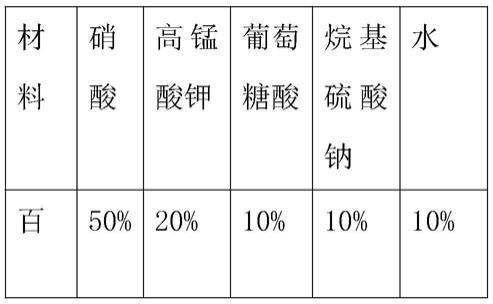
s3、钝化:首先配置电解钝化液,电解钝化液各组分按其质量百分比计为:硝酸:50%、高锰酸钾:20%、葡萄糖酸:10%、烷基硫酸钠:10%、水:10%。
[0041]
[0042][0043]
先按照配方比例称取高锰酸钾、葡萄糖酸和烷基硫酸钠,然后将其逐一向定量水中注入,边加入边搅拌,搅拌完成之后,加入配方比例的硝酸,将溶液ph调至3.2。
[0044]
然后将经过步骤s2处理之后的不锈钢工件浸泡于配置好的电解钝化液中以0.2a/dm
2
的电流密度在35℃温度下电解钝化5分钟,然后采用流动的去离子水洗净,再采用电解钝化液浸泡30分钟,然后进行超声震荡8秒,再继续浸泡30秒,最后采用流动的去离子水洗净;
[0045]
s4、中和:将经过步骤s3钝化处理之后的不锈钢工件置于片碱溶液中进行中和5分钟,片碱溶液为5%的碳酸钠溶液,然后采用流动的去离子水洗净;
[0046]
s5、烘干:将经过步骤s4中和处理之后的不锈钢工件置于烤箱中进行进行烘干或晾干,同时烤箱内的温度应控制在1500℃之间。
[0047]
实施例2、一种不锈钢特殊钝化表面的加工方法,包括以下步骤:
[0048]
s1、除油脱脂:通过除油剂对需要进行钝化处理的不锈钢工件的表面进行除油脱脂,确保不锈钢工件表面的油脂完全清除干净,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将除油剂冲洗干净,除油剂采用乳化剂;
[0049]
s2、活化:采用活化液对需要进行钝化处理的不锈钢工件进行浸泡处理,浸泡时间为3分钟,同时活化液使用hno
3
与hf的混合溶液,同时hno
3
与hf的浓度之比为5:1,且温度应低于49℃;确保工件表面无任何锈蚀、焊斑等杂质,然后采用流动的工业水对需要进行钝化处理的不锈钢工件进行冲洗,将活化液冲洗干净,接着采用金相砂纸对其进行打磨,先采用500目砂纸进行均匀打磨3分钟,然后再采用1200目砂纸进行均匀打磨1分钟,最后再采用1800目砂纸进行均匀打磨30秒,然后用无水乙醇清洗,再用流动的去离子水清洗,最后干燥至恒重;
[0050]
s3、钝化:首先配置电解钝化液,电解钝化液各组分按其质量百分比计为:硝酸:45%、高锰酸钾:15%、酒石酸:5%、异丁基萘磺酸钠:15%、水:20%。
[0051]
[0052]
先按照配方比例称取高锰酸钾、酒石酸和异丁基萘磺酸钠,然后将其逐一向定量水中注入,边加入边搅拌,搅拌完成之后,加入配方比例的硝酸,将溶液ph调至3.2。
[0053]
然后将经过步骤s2处理之后的不锈钢工件浸泡于配置好的电解钝化液中以0.93a/dm
2
的电流密度在25℃温度下电解钝化2分钟,然后采用流动的去离子水洗净,再采用电解钝化液浸泡30分钟,然后进行超声震荡8秒,再继续浸泡20秒,最后采用流动的去离子水洗净;
[0054]
s4、中和:将经过步骤s3钝化处理之后的不锈钢工件置于片碱溶液中进行中和5分钟,片碱溶液为5%的氢氧化钠溶液,然后采用流动的去离子水洗净;
[0055]
s5、烘干:将经过步骤s4中和处理之后的不锈钢工件置于烤箱中进行进行烘干或晾干,同时烤箱内的温度应控制在500℃之间。
[0056]
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0057]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1