一种六角钻尾螺丝及其加工方法与流程
1.本申请涉及螺丝制造技术领域,更具体地说,它涉及一种六角钻尾螺丝及其加工方法。
背景技术:
2.螺丝在机械、电气、建筑等领域广泛使用,起紧固连接作用,为了保证紧固连接效果,一般的螺丝采用金属材质制成。
3.金属材质制成的螺丝在使用时,由于不同的使用环境的温度、湿度等条件复杂多变,螺丝很容易受到环境的影响而发生腐蚀。为了提高螺丝的防腐性能,通常会在螺丝机械加工后对其进行电镀使其表面形成镀层。使用最广泛的镀层为锌镀层,具有较好的防腐效果。但是锌镀层的防腐效果也受很多因素的影响,除了与环境中的气温、湿度、气体成分、细菌等有关外,还与镀锌的工艺条件、镀前处理等有关。
4.申请公布号为cn109986020a的中国发明专利申请公开了一种多螺纹螺钉,所述螺钉由以下步骤制得:先设计冷镦模具、设计搓牙的牙板、试制模具及搓牙板;然后加工螺钉并对螺钉进行热处理和表面镀锌。
5.针对上述相关技术,发明人认为对于铁质材料制成的螺钉来说,螺钉表面仅镀有锌镀层,锌容易与铁基体之间形成电化学腐蚀,使锌镀层的腐蚀速度较快,进而导致螺钉的耐腐蚀性能降低。
技术实现要素:
6.为了提高螺丝的耐腐蚀性能,本申请提供一种六角钻尾螺丝及其加工方法。
7.第一方面,本申请提供一种六角钻尾螺丝的加工方法,采用如下的技术方案:一种六角钻尾螺丝的加工方法,包括如下步骤:1)将钢线材进行拉丝、退火处理,然后精拉、打头、夹尾、搓丝得到半成品工件;2)将步骤1)得到的半成品工件进行清洗防腐处理,所述清洗防腐蚀处理包括以下步骤:清洗处理、电镀处理,所述电镀处理采用的电镀液中al
3+
、zn
2+
、ni
2+
的摩尔比为0.5
‑
1.5:3
‑
8:1
‑
2。
8.通过采用上述技术方案,本申请在锌镀液中加入了镍和铝,改变了最终在螺丝表面形成的电镀层的金属元素组成,改变了镀层的电化学腐蚀电位,降低了腐蚀速率。镍加入后,大大降低了锌的腐蚀电位,而且镍能够降低腐蚀反应后锌腐蚀产物的产生量,抑制锌的反应速率,进一步提高了镀层的耐腐蚀性能。铝元素的引入,能够使锌镀层中形成钝化物质,降低了腐蚀反应的连续性,进而减弱了腐蚀发生时的连锁效应。铝和镍能够提高镀层的致密性,减少环境中的水分、气体等向内层的金属表面渗透,进一步降低了腐蚀速率。发明人发现,控制镍离子的量约为锌离子的量的三分之一左右,镍对氧化锌的抑制效果最好。
9.优选的,所述电镀处理的电流密度为2
‑
5a/dm2,电镀处理的时间为5
‑
25min。
10.通过采用上述技术方案,电镀时的电流密度较小,有利于锌离子、镍离子、铝离子
在螺丝表面缓慢均匀地沉积,形成更加致密的复合金属电镀层,在上述电镀处理时间内,螺丝表面的金属镀层厚度也较小,减少了电镀层对螺丝的螺纹间距的影响。
11.优选的,所述电镀处理时的电镀液中zn
2+
的浓度为0.2
‑
0.5mol/l。
12.通过采用上述技术方案,由于本申请中螺丝表面的金属镀层的厚度较小,而设置锌离子在电镀液中的浓度非常小,能够进一步控制电镀时金属离子在螺丝表面沉积的速率,有利于精确控制螺丝表面的镀层厚度,在保证成本较低的同时获得防腐性能良好的螺丝。
13.优选的,所述电镀液中还含有mn
2+
,mn
2+
与zn
2+
的摩尔比为0.3
‑
0.5:3
‑
8。
14.通过采用上述技术方案,电镀液中加入锰离子后,锰元素进入合金镀层中,能够促进合金镀层中的锌形成多种金属晶相,进一步提高合金镀层的致密程度。
15.优选的,所述电镀液中还含有in
3+
。
16.通过采用上述技术方案,由于锌发生腐蚀后,腐蚀产物中的氢氧化锌会分解生成氧化锌,而氧化锌的电导率大于氢氧化锌,会加快锌的腐蚀。铟离子加入后,能够在合金镀层中引入铟元素,对氧化锌的生成提供较强的抑制作用,大幅度降低腐蚀速率。
17.优选的,所述电镀液主要由水溶性铝盐、水溶性锌盐、水溶性镍盐与水混合制得,所述水溶性铝盐、水溶性锌盐、水溶性镍盐中至少一种为盐酸盐。
18.通过采用上述技术方案,由于本申请的电镀液中加入了多种金属盐,在进行电镀时,镀层虽然致密,但是由于镀层金属元素种类较多,沉积速率各不相同,容易导致镀层的表面质量下降,出现凹坑或白斑,亮度也容易下降。上述水溶性盐中的一种或多种采用盐酸盐,能够向电镀液中引入氯离子,提高镀膜的附着力,还能够使镀层的表面亮度提高,不易出现缺陷。
19.优选的,所述水溶性铝盐、水溶性锌盐、水溶性镍盐与水混合时还加入硫代硫酸钠、硅酸钠,硫代硫酸钠、硅酸钠与水的质量比为6
‑
8:3
‑
5:1000。
20.通过采用上述技术方案,硫代硫酸钠与硅酸钠能够降低镀液与工件之间的表面张力,清除工件表面出现的少量气体,提高镀层与工件表面的结合力。硫代硫酸钠还可以提高电镀液中金属离子的稳定性,减少镀层中杂质的生成量;硅酸钠可以利用其络合作用提高电镀液的稳定性,还能够利用夹杂沉积在镀层表面的硅酸钠提高镀层表面的耐腐蚀性和自愈能力。
21.优选的,所述水溶性铝盐、水溶性锌盐、水溶性镍盐与水混合时还加入表面活性剂和分散剂,表面活性剂、分散剂与水的质量比为10
‑
15:6
‑
8:1000。
22.通过采用上述技术方案,表面活性剂和分散剂能够促进电镀液中各成分分散均匀,进而提高镀层的均匀性和致密程度。另外,由于本申请的电镀液中加入了硅酸钠,表面活性剂还能够促进硅酸钠与其他成分的结合。
23.优选的,所述电镀液配制时,先向水中加入水溶性铝盐、水溶性锌盐、水溶性镍盐混合均匀,然后再加入表面活性剂、分散剂混合均匀,然后再加入硫代硫酸钠、硅酸钠混合均匀。
24.通过采用上述技术方案,将水溶性盐加入水中混合后,各种盐溶解在水中,形成分散均匀的混合体系,然后加入表面活性剂和分散剂混合均匀,表面活性剂和分散剂能够促进后续的硅酸钠在液体中分散更均匀,减少了硅酸钠在液体中的聚结。
25.第二方面,本申请提供一种六角钻尾螺丝,采用如下的技术方案:一种上述的六角钻尾螺丝的加工方法制得的六角钻尾螺丝。
26.通过采用上述技术方案,本申请的六角钻尾螺丝的加工方法加工得到的六角钻尾螺丝表面具有复合金属镀层,复合金属镀层中含有锌、镍、铝三种金属元素,改变了镀层的腐蚀电位,降低了镀层的腐蚀速率,进而得到了综合防腐蚀性能优良的六角钻尾螺丝。
27.综上所述,本申请具有以下有益效果:1、本申请的六角钻尾螺丝的加工方法采用含有锌、镍、铝多种金属离子的电镀液进行电镀,在螺丝表面形成一层复合镀层,提高了镀层的耐腐蚀性能。镍、铝与锌复合,改变了锌的腐蚀电位,降低了电镀层的腐蚀速率,还抑制了锌腐蚀产物的生成,并提高了镀层的致密性,进而提高了镀层的综合防护性能,得到了综合性能优良的六角钻尾螺丝。
28.2、本申请的六角钻尾螺丝的加工方法中采用的电镀液中还含有硫代硫酸钠、硅酸钠、表面活性剂及分散剂,保证了多种金属离子在螺丝表面的均匀沉积,也有利于得到连续均匀的镀层,提高了螺丝的表面质量。
具体实施方式
29.以下结合实施例对本申请作进一步详细说明。
30.本申请的六角钻尾螺丝的加工方法中,电镀液中al
3+
、zn
2+
、ni
2+
的摩尔比为0.5
‑
1.5:3
‑
8:1
‑
2,其中,镍离子的摩尔数大致为锌离子摩尔数的30
‑
40%。铝离子的摩尔数大致为锌离子摩尔数的10
‑
20%。在配制电镀液时,采用硝酸铝、氯化锌、氯化镍来分别提供铝离子、锌离子、镍离子,硝酸铝、氯化锌、氯化镍的质量比优选为10.5:41:13。
31.表面活性剂为壬基酚聚氧乙烯醚
‑
9。分散剂优选为明胶或瓜尔胶。
32.电镀液中in
3+
与zn
2+
的摩尔比为0.005
‑
0.02:3
‑
8。进一步的,电镀液中的in
3+
是在电镀液配制时加入氯化铟来提供的。
33.优选的,电镀液由质量比为10.5:41:13:6:8:3:0.2:15:6:1000的硝酸铝、氯化锌、氯化镍、氯化锰、硫代硫酸钠、硅酸钠、氯化铟、壬基酚聚氧乙烯醚
‑
9、瓜尔胶、水混合均匀得到。
34.进一步的,电镀液配制时,先向水中加入硝酸铝、氯化锌、氯化镍、氯化锰、氯化铟,搅拌混合均匀后,然后再加入壬基酚聚氧乙烯醚
‑
9、瓜尔胶混合均匀,然后再加入硫代硫酸钠、硅酸钠混合均匀。
35.电镀时的电流密度为2a/dm2,电镀的时间为20min。
36.将线材进行冷拉丝前进行酸洗前处理。酸洗前处理采用质量分数为10%的盐酸浸泡8min。酸洗前处理后进行水洗、干燥、涂覆润滑剂。润滑剂为硬脂酸铝。
37.冷拉丝后进行退火处理,退火处理是以100℃/h的升温速率升温至600℃,然后再以45℃/h的升温速率升温至850℃并保温2h,然后以60℃/h的降温速率降温至500℃,保温2h,然后以40℃/h的降温速率降温至300℃,保温4h,然后再随炉冷却至室温。
38.退火处理后对线材进行第二次酸洗时采用的酸洗液为盐酸或者混酸,混酸采用盐酸与硫酸混合而成。优选的,盐酸的质量分数为20%,硫酸的质量分数为10%。盐酸和硫酸的体积比为3:1。第二次酸洗是将线材在酸洗液中浸泡2
‑
3min。
39.优选的,第三次酸洗时采用的酸洗液由包括如下重量份数的原料混合制成:草酸
20
‑
25份、乳酸12
‑
16份、水100份;优选的,第三次酸洗时的酸洗液由如下重量份数的原料混合制成:草酸20
‑
25份、乳酸12
‑
16份、乙醇酸6
‑
7份、聚合硫酸铝2
‑
3份、水100份。优选的,第三次酸洗时浸泡的时间为10min。第三次酸洗后不进行水洗直接进行磷化。磷化为采用磷化液进行浸泡,磷化液由质量比为5
‑
8:100的磷酸二氢锌与水混合得到。磷化时采用磷化液浸泡5
‑
8min。
40.清洗防腐处理包括清洗处理、电镀处理、成膜处理。清洗处理是将半成品工件加入清洗液中进行搅拌处理或者超声处理。搅拌处理的时间为10
‑
15min。超声处理的时间为1
‑
2min。超声处理的功率为1200
‑
1500w。清洗液由质量比为2.5
‑
3.5:6
‑
8:7
‑
10:5
‑
6:100的氢氧化钠、碳酸氢钠、磷酸二氢钠、酒石酸钾钠、水混合制得。搅拌处理或者超声处理后的半成品工件加入70
‑
80℃的热水中浸泡15
‑
20min,然后加入5
‑
10℃的冷水中浸泡20
‑
30min。
41.成膜处理是将电镀处理后的半成品工件依次进行第一成膜液浸泡、干燥、第二成膜液浸泡、干燥、喷涂第三成膜液,第一成膜液中含有po
43
‑
、hpo
42
‑
、h2po4‑
中的至少一种及mn
2+
;第二成膜液中含有cro
42
‑
、cr2o
72
‑
中的至少一种;第三成膜液为丙烯酸乳液或者由丙烯酸乳液与水混合得到。丙烯酸乳液由苯丙乳液、硅丙乳液中的一种或两种组成。第三成膜液由如下重量份数的原料混合制成:丙烯酸乳液200
‑
300份、水1000份。优选的,丙烯酸乳液由苯丙乳液和硅丙乳液以体积比1:3混合得到。苯丙乳液和硅丙乳液的固含量均为48%。在电镀处理后进行成膜处理,在电镀层上生成一层保护膜,进一步提高了防护效果。第一成膜液中存在有含磷的酸根离子和锰离子,能够在带镀层的工件表面形成一层磷酸盐层,磷酸盐层在干燥后能够在内部形成细小的微孔结构,第二成膜液进入磷酸盐层中的微孔结构中,铬酸盐吸附在微孔中,能够填充微孔内的大部分空间,第三成膜液喷涂后,丙烯酸乳液进入微孔中剩余的空间将微孔充分堵塞,将外界与镀层接触的通道完全封闭。
42.进一步的,第一成膜液主要由如下重量份的原料混合制成:酸式磷酸锰20
‑
26份、磷酸32
‑
48份、水1000份。在此基础上,第一成膜液的制备原料还包括硝酸锰、焦磷酸钠、钼酸钠,硝酸锰、焦磷酸钠、钼酸钠与酸式磷酸锰的质量比为8
‑
12:5
‑
10:1
‑
3:20
‑
26。磷酸的质量分数为65%。
43.第二成膜液主要由如下重量份数的原料混合制成:铬酸酐2.2
‑
3.0份、重铬酸钾4.0
‑
5.8份、水1000份。铬酸酐的溶解性不好,但是在进行第二成膜液浸泡时,也能随着第二成膜液进入微孔中。在此基础上,第二成膜液的制备原料还包括氟化锂、四氟硼酸铅、硫酸,重铬酸钾、氟化锂、四氟硼酸铅、硫酸的质量比为4.0
‑
5.8:3.2
‑
4.5:0.5
‑
1.1:18
‑
25。硫酸的质量分数为32
‑
40%。上述四氟硼酸铅为质量分数为28%的四氟硼酸铅溶液,四氟硼酸铅的质量也按照四氟硼酸铅溶液的质量计算。
44.第一成膜液中浸泡的时间为15
‑
20min;第二成膜液中浸泡的时间为5
‑
6min。第一成膜液浸泡后干燥的温度为120
‑
125℃。干燥时间为20
‑
25min;第二成膜液浸泡后干燥的温度为145
‑
150℃。干燥时间为30
‑
40min。
45.喷涂第三成膜液是在第三成膜液喷雾形成的雾化环境中处理10
‑
20s。喷雾时可以采用涂料喷涂用的喷枪,在1mpa的压力下向放置有螺丝工件的密闭箱体内进行喷雾。或者采用超声波雾化喷涂设备进行喷雾,超声波雾化喷涂设备的功率为500w,雾化量为200l/h,雾化液滴粒径约为50μm。
46.优选的,本申请的六角钻尾螺丝加工时,钢线材采用17
‑
4ph不锈钢线材。
47.电镀时,半成品工件作为阴极,采用锌板、镍板、铝板混装复合板作为阳极,或者采用锌、镍、铝合金作为阳极,合金中锌、镍、铝的质量比与电镀液中的锌、镍、铝的质量比大致相同。优选的,采用锌、镍、铝、锰、铟合金作为阳极。
48.本申请的环氧煤沥青涂料为泰奇防腐科技(山东)有限公司生产的环氧煤沥青漆,固含量为70%。实施例
49.实施例1本实施例的六角钻尾螺丝的加工方法包括如下步骤:1)将钢线材退火、第一次酸洗、水洗、干燥,然后在线材表面涂覆一层润滑剂,润滑剂为硬脂酸铝;第一次酸洗采用的酸洗液为质量分数为10%的盐酸;2)将步骤1)中涂覆润滑剂后的钢线材进行冷拉丝,将钢线材拉至合适线径,然后再次进行退火处理;3)将步骤2)中退火处理后的钢线材进行第二次酸洗,第二次酸洗是采用质量分数为20%的盐酸浸泡2min;然后用三级逆流水清洗,干燥;然后将钢线材进行第三次酸洗,第三次酸洗采用的酸洗液由质量比为25:100的草酸、水混合均匀制得,第三次酸洗是将钢线材在该酸洗液中浸泡10min;然后不进行水洗直接将钢线材采用磷化液浸泡2min,磷化液为质量分数为5%的磷酸二氢锌溶液;然后采用三级溢流水清洗,干燥;4)将步骤3)处理过的钢线材进行精拉、打头、夹尾、搓丝,得到半成品工件;5)将步骤4)得到的半成品工件进行清洗防腐处理,清洗防腐处理包括依次进行的清洗处理、电镀处理;清洗处理是先将半成品工件加入清洗液中搅拌清洗15min,清洗液由质量比为2.5:6:100的氢氧化钠、碳酸氢钠、水混合制得;然后用三级逆流水清洗;电镀处理是将清洗处理后的半成品工件加入电镀液中进行电镀,电镀液由质量比为10.5:41:13:1000的硝酸铝、氯化锌、氯化镍、水混合均匀得到;电镀的电流密度为2a/dm2,电镀的时间为20min;然后采用三级溢流水清洗,干燥;6)步骤5)电镀处理后的工件进行成膜处理,成膜处理是取步骤5)干燥后的工件,向工件表面喷涂环氧煤沥青涂料,干燥,即得。
50.本实施例的六角钻尾螺丝为上述方法制得的六角钻尾螺丝。
51.实施例2本实施例的六角钻尾螺丝的加工方法与实施例1的不同之处在于,步骤5)中的电镀液由质量比为25:85:25:1000的硝酸铝、氯化锌、氯化镍、水混合均匀得到。
52.实施例3本实施例的六角钻尾螺丝的加工方法与实施例1的不同之处在于,步骤5)中的电镀液由质量比为20:100:20:1000的硝酸铝、氯化锌、氯化镍、水混合均匀得到。
53.实施例4本实施例的六角钻尾螺丝的加工方法与实施例1的不同之处在于,电镀液由质量比为10.5:41:13:6:1000的硝酸铝、氯化锌、氯化镍、氯化锰、水混合均匀得到。
54.实施例5
本实施例的六角钻尾螺丝的加工方法与实施例1的不同之处在于,电镀液由质量比为10.5:41:13:15:6:1000的硝酸铝、氯化锌、氯化镍、壬基酚聚氧乙烯醚
‑
9、瓜尔胶、水混合均匀得到。
55.实施例6本实施例的六角钻尾螺丝的加工方法与实施例5的不同之处在于,电镀液由质量比为10.5:41:13:6:15:6:1000的硝酸铝、氯化锌、氯化镍、氯化锰、壬基酚聚氧乙烯醚
‑
9、瓜尔胶、水混合均匀得到。
56.实施例7本实施例的六角钻尾螺丝的加工方法与实施例6的不同之处在于,电镀液由质量比为10.5:41:13:6:0.2:15:6:1000的硝酸铝、氯化锌、氯化镍、氯化锰、氯化铟、壬基酚聚氧乙烯醚
‑
9、瓜尔胶、水混合均匀得到。
57.实施例8本实施例的六角钻尾螺丝的加工方法与实施例7的不同之处在于,电镀液由质量比为10.5:41:13:6:8:3:0.2:15:6:1000的硝酸铝、氯化锌、氯化镍、氯化锰、硫代硫酸钠、硅酸钠、氯化铟、壬基酚聚氧乙烯醚
‑
9、瓜尔胶、水混合均匀得到。
58.实施例9本实施例的六角钻尾螺丝的加工方法与实施例8的不同之处在于,电镀液由质量比为10.5:57:18.5:4:6:5:0.38:10:8:1000的硝酸铝、硝酸锌、硝酸镍、氯化锰、硫代硫酸钠、硅酸钠、氯化铟、壬基酚聚氧乙烯醚
‑
9、瓜尔胶、水混合均匀得到。
59.实施例10本实施例的六角钻尾螺丝的加工方法与实施例9的不同之处在于,步骤5)中电镀的电流密度为5a/dm2,电镀的时间为5min。
60.实施例11本实施例的六角钻尾螺丝的加工方法与实施例10的不同之处在于,步骤6)为:将步骤5)电镀后的工件加入由质量比为7:100的磷酸锰和水混合得到的液体中浸泡15min,然后取出,在120℃下干燥,然后将干燥后的工件置入由质量比为2:100的铬酸锌与水混合得到的液体中浸泡5min,取出干燥,然后再向工件表面喷涂环氧煤沥青涂料,干燥,即得。
61.实施例12本实施例的六角钻尾螺丝的加工方法与实施例11的不同之处在于,步骤6)为:将步骤5)中电镀后的工件加入第一成膜液中浸泡15min,然后取出,在120℃下干燥20min,冷却,然后将工件置入第二成膜液中浸泡5min,取出在150℃下干燥30min,冷却,然后将工件置于由第三成膜液喷雾形成的雾化环境中静置10s,取出,干燥,即得;第一成膜液由质量比为20:1000的酸式磷酸锰与水混合制成;第二成膜液由质量比为4:1000的重铬酸钾与水混合制成;第三成膜液由质量比为200:1000的苯丙乳液与水混合制成,苯丙乳液的固含量为48%。
62.实施例13本实施例的六角钻尾螺丝的加工方法与实施例12的不同之处在于,步骤6)中将步骤5)电镀后的工件加入第一成膜液中浸泡20min,然后取出,在125℃下干燥25min,冷却,然后将工件置入第二成膜液中浸泡6min,取出在145℃下干燥40min,不进行冷却直接将工件
置于由第三成膜液喷雾形成的雾化环境中静置15s,取出,干燥,即得。
63.实施例14本实施例的六角钻尾螺丝的加工方法与实施例13的不同之处在于,步骤6)中第一成膜液由质量比为22:48:8:6:1:1000的酸式磷酸锰、磷酸、硝酸锰、焦磷酸钠、钼酸钠与水混合制成;磷酸的质量分数为65%。第二成膜液由质量比为5.2:3:3.2:0.5:18:1000的重铬酸钾、铬酸酐、氟化锂、四氟硼酸铅、硫酸与水混合制成;硫酸的质量分数为40%;第三成膜液由质量比为270:1000的丙烯酸乳液与水混合制成,丙烯酸乳液由苯丙乳液和硅丙乳液以体积比1:3混合得到,苯丙乳液和硅丙乳液的固含量均为48%。
64.实施例15本实施例的六角钻尾螺丝的加工方法与实施例14的不同之处在于,步骤5)中清洗处理所使用的清洗液由质量比为2.5:6:7:6:100的氢氧化钠、碳酸氢钠、磷酸二氢钠、酒石酸钾钠、水混合制得。
65.实施例16本实施例的六角钻尾螺丝的加工方法与实施例15的不同之处在于,步骤3)中第二次酸洗所使用的酸洗液由质量分数为20%的盐酸与质量分数为15%的硫酸以体积比3:1混合得到;第三次酸洗所使用的酸洗液由质量比为25:16:7:2:100的草酸、乳酸、乙醇酸、聚合硫酸铝、水混合均匀制得。
66.对比例对比例1本对比例的六角钻尾螺丝的加工方法与实施例1的区别在于,电镀液由质量比为41:13:1000的氯化锌、氯化镍、水混合均匀得到。
67.对比例2本对比例的六角钻尾螺丝的加工方法与实施例1的区别在于,电镀液由质量比为10.5:41:1000的硝酸铝、氯化锌、水混合均匀得到。
68.性能检测试验取实施例1
‑
16及对比例1
‑
2中的六角钻尾螺丝的加工方法制得的六角钻尾螺丝,按照gb/t3098.1
‑
2010《紧固件机械性能螺栓、螺钉和螺柱》中的测试方法对螺丝的性能进行测试,按照gb/t 10125
‑
2012《人造气氛腐蚀试验盐雾试验》中的测试方法测试螺丝的耐盐雾性能,按照gb/t 6461
‑
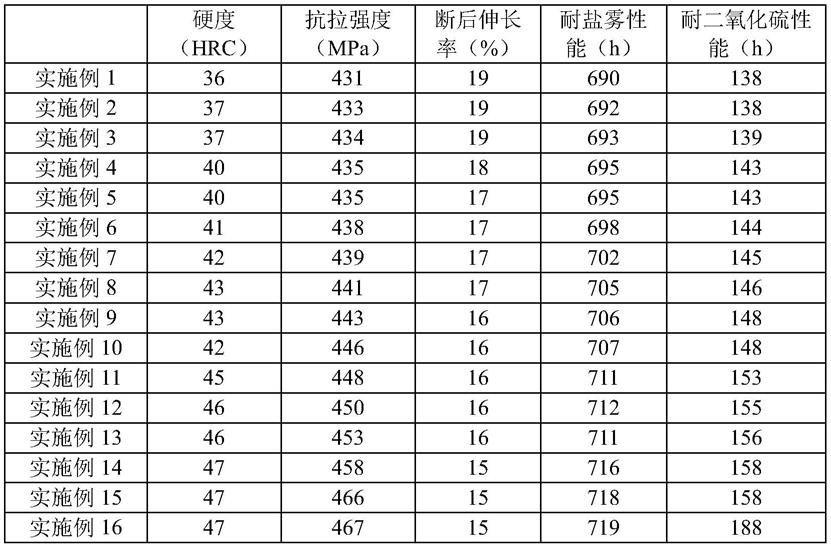
2002《金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级》中的测试方法测试螺丝的耐二氧化硫腐蚀性能,测试结果如下表所示。
69.表1实施例1
‑
16及对比例1
‑
2中的六角钻尾螺丝的性能比较
根据实施例1、对比例1及表1可知,本申请的六角钻尾螺丝的加工方法制得的六角钻尾螺丝的耐腐蚀性能良好,耐盐雾和耐二氧化硫腐蚀的时间都比较长,这与本申请的电镀液中引入铝离子在电镀层中形成铝、锌、镍复合镀层有关。
70.根据实施例1、对比例2及表1可知,本申请的六角钻尾螺丝的加工方法制得的六角钻尾螺丝耐盐雾腐蚀的时间明显更长,这与本申请的电镀液中引入镍离子对锌镀层的腐蚀电位的改变有关,而且镍离子的引入还能抑制锌镀层腐蚀产物的生成量。
71.综上所述,本申请的六角钻尾螺丝的加工方法制得的六角钻尾螺丝不仅具有良好的耐盐雾腐蚀性能,还具有较好的耐酸性气体腐蚀性能,综合防腐性能优良。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1