电解过程中的氯气集气装置及自动化氯气控制系统的制作方法
1.本实用新型涉及电解领域,具体而言,涉及一种电解过程中的氯气集气装置及自动化氯气控制系统。
背景技术:
2.目前在金属应用过程中,酸性电解提铜系统的阳极电解产生的氯气(充当氧化剂使用)直接是通过射流装置回用到蚀刻产线,当电解电流提高且产线氯气回用达到饱和时,电解过程中可能会产生过多的氯气,而在现有的装置中,电解线产出的多余氯气需要通过人为手动去切换气阀来打开尾气处理系统。若切换不及时,可出现产线氯气溢出现象,严重威胁生产工作者生命安全。
技术实现要素:
3.为解决上述问题,本实用新型的目的在于提供一种能将电解线阳极产生的氯气收集于缸体,并通过电动阀自动控制氯气的去向,避免氯气外泄造成风险的氯气集气装置及自动化氯气控制系统。
4.本实用新型的目的是通过以下技术方案实现的:
5.本实用新型提供的一种电解过程中的氯气集气装置,包括:缸本体、电动阀、及射流器;缸本体包括缸体及与缸体配合的盖板,缸体与盖板装配后形成一个封闭的空腔;电动阀及射流器分别与缸本体内的空腔连通;射流器收集氯气到空腔内,电动阀控制空腔内氯气的去向。
6.进一步地,电动阀包括第一电动阀、第二电动阀、第三电动阀,盖板上设置有分别用于与第一电动阀、第二电动阀、第三电动阀及射流器对应连接的第一管道通孔、第二管道通孔、第三管道通孔及第四管道通孔。
7.进一步地,缸体内设置有垂直于缸体底面的隔板,隔板将缸本体内的空腔隔成左右两个可通气的腔室,第一电动阀、第二电动阀及第三电动阀位于缸体的左腔室一侧,射流器位于缸体的右腔室一侧。
8.进一步地,第一电动阀外接用于控制第一电动阀开或关的尾气处理系统,第二电动阀外接用于控制第二电动阀开或关的蚀刻生产线回用系统,第三电动阀外接用于控制第三电动阀开或关的再生液调配系统。
9.进一步地,氯气集气装置还包括管道,管道包括第一管道、第二管道及第三管道;第一电动阀、第二电动阀及第三电动阀分别通过第一管道、第二管道及第三管道连接于盖板上的第一管道通孔、第二管道通孔及第三管道通孔。
10.进一步地,氯气集气装置还包括第四管道及导气管,射流器通过第四管道连接于第四管道通孔;射流器通过导气管外接电解槽,收集电解槽内产生的氯气到缸本体的空腔内。
11.进一步地,缸体的内部和外壁上分别设置有用于加固缸体的内加强条和外加强
条;内加强条垂直于缸体底部设置,外加强条环绕缸体设置;
12.进一步地,内加强条和外加强条的数量分别为一条以上。
13.一种电解过程中的自动化氯气控制系统,包括:尾气处理系统、蚀刻生产线回用系统、再生液调配系统及如上所述的电解过程中的氯气集气装置;
14.蚀刻生产线回用系统通过控制第二电动阀的开或关、再生液调配系统通过控制第三电动阀的开或关、尾气处理通过控制第一电动阀的开或关,分别实现与氯气集气装置的通气连接;
15.其中,第一电动阀、第二电动阀及第三电动阀被控制开启的顺序依次为第二电动阀、第三电动阀及第一电动阀,且第二电动阀、第三电动阀及第一电动阀每次仅有一个为开启状态。
16.进一步地,尾气处理系统、蚀刻生产线回用系统及再生液调配系统分别根据各自内设置的氧化还原设定值来控制第一电动阀、第二电动阀及第三电动阀的开启或关闭。
17.本实用新型的有益效果是:缸体和盖板装配成封闭的缸本体,并在缸本体内形成一个空腔,电动阀及射流器分别连通缸本体内的空腔;通过射流器将氯气收集于缸本体的空腔内,以对氯气进行集中处理;通过设置的电动阀开或关实现控制缸本体内氯气的不同去向,提高氯气的处理可靠性及效率,避免氯气外泄。
18.另外,第一电动阀、第二电动阀、第三电动阀分别外接尾气处理系统、蚀刻生产线回用系统、再生液调配系统,通过尾气处理系统、蚀刻生产线回用系统、再生液调配系统分别对第一电动阀、第二电动阀、第三电动阀开或关进行控制,实现自动的控制氯气的流向,避免人工操作不及时造成氯气外溢的风险;本技术的设置对氯气控制具有更高的可靠性和更高程度的自动化。
附图说明
19.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
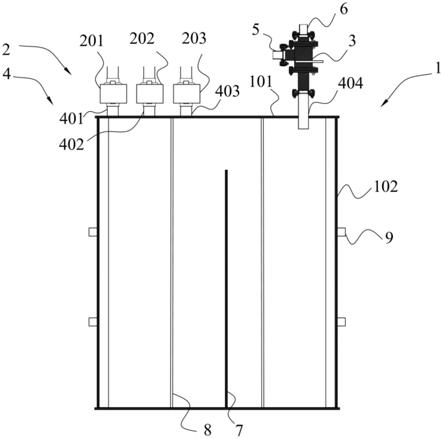
20.图1是本实用新型电解过程中的氯气集气装置的结构图;
21.图2是本实用新型电解过程中的自动化氯气控制系统的结构图。
22.其中附图标记为:1
‑
缸本体、101
‑
缸体、102
‑
盖板、2
‑
电动阀、201
‑
第一电动阀、202
‑
第二电动阀、203
‑
第三电动阀、3
‑
射流器、4
‑
管道、401
‑
第一管道、402
‑
第二管道、403
‑
第三管道、404
‑
第四管道、5
‑
导气管、6
‑
射流管、7
‑
隔板、8
‑
内加强条、9
‑
外加强条、10
‑
尾气处理系统、11
‑
蚀刻生产线回用系统、12
‑
再生液调配系统、13
‑
电解槽、14
‑
射流泵。
具体实施方式
23.为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
24.如图1至图2所示,本实用新型实施例的一种电解过程中的氯气集气装置,包括:缸本体1、电动阀2、及射流器3;缸本体1包括缸体101及与缸体101配合的盖板102,缸体101与盖板102装配后形成有一个封闭的空腔;电动阀2及射流器3分别与缸本体1内的空腔连通;射流器3收集氯气到空腔内,电动阀2控制空腔内氯气的去向。
25.实施例中,缸体101和盖板102装配成封闭的缸本体1,并在缸本体1内形成一个空腔,电动阀及射流器3分别连通缸本体1内的空腔;通过射流器3将氯气收集于缸本体1的空腔内,以对氯气进行集中处理;通过设置的电动阀开或关,实现控制缸本体1内氯气的不同去向,提高氯气的处理可靠性及效率,避免氯气外泄。
26.实施例中,盖板102上设置有第一管道401通孔、第二管道402通孔、通孔第三管道403通孔及第四管道404通孔,并且四个管道通孔分别与第一电动阀201、第二电动阀202、第三电动阀203及射流器3连接;缸体101内设置有垂直于缸体101底面的隔板7,隔板7将缸体101隔为左右两个可通气的腔室,以实现气液分离;其中,第一电动阀201、第二电动阀202及第三电动阀位于缸体101的左腔室一侧,射流器3位于缸体101的右腔室一侧。
27.实施例中,射流器3通过导气管5外接电解槽13,将电解槽13内的电解线阳极产生的氯气收集于缸体101的空腔内,对氯气进行集中处理,并通过设置的第一电动阀201、第二电动阀202及第三电动阀203的开或关实现氯气的不同去向。
28.实施例中,射流器3通过射流管6外接射流泵14,射流泵14中的液体快速通过射流器3并流进缸体101内,高速流动的液体经过射流器3内部时,会与外界形成一个压差,从而产生一个吸力;因此,在液体高速流过射流器3时,会将氯气从导气管5吸入射流器3并进入到缸体101与盖板102形成的空腔内;而隔板7将空腔分为两个可以通气的左右腔室,再由于射流器3位于缸体101的右侧,所以流进缸体101的液体只会存储于缸体101的右腔室,而气体则可以流动到左腔室,以从第一电动阀201、第二电动阀202及第三电动阀203流出。
29.实施例中,第一电动阀201外接用于控制第一电动阀201开或关的尾气处理系统10,第二电动阀202外接用于控制第二电动阀202开或关的蚀刻生产线回用系统11,第三电动阀203外接用于控制第三电动阀203开或关的再生液调配系统12。
30.实施例中,尾气处理系统10是系统中用不完的氯气及系统工作中挥发出来的酸气的吸收处理装置;蚀刻生产线回用系统11是将电解线的氯气回用至蚀刻线的装置;再生液调配系统12是利用电解线的小部份氯气溶解至再生液中将再生液中的亚铜离子转换成二价铜离子的装置。
31.实施例中,第一电动阀201、第二电动阀202及第三电动分别外接的尾气处理系统10、蚀刻生产线回用系统11及再生液调配系统12;通过蚀刻生产线回用系统11、再生液调配系统12中的氧化还原电位信号控制第二电动阀202及第三电动阀203的开或关,同时将尾气处理系统10、蚀刻生产线回用系统11、再生液调配系统12三个系统电动阀信号实现联动,自动控制氯气的去向,实现安全稳定地作业。
32.例如,在尾气处理系统10、蚀刻生产线回用系统11及再生液调配系统12内部设定氧化还原电位值;当生产线的氧化还原电位值大于或等于设定值时,则蚀刻生产线回用系统11控制第二电动阀202关闭,当氧化还原电位值小于设定值时,则蚀刻生产线回用系统11控制第二电动阀202开启;当第二电动阀202开启后,缸体101内的氯气则从第二电动阀202处流回至蚀刻生产线;另外,当第二电动阀202处于开启状态时,第一电动阀201和第二电动
阀202则处于关闭状态;
33.当蚀刻生产线回用系统11控制第二电动阀202关闭后,则优先进入再生液调配系统12控制第三电动阀203开启;此时缸体101内的氯气从第三电动阀203处流出至再生液中;当再生液中的氧化还原电位值高于设定值时,则再生液调配系统12控制第三电动阀203关闭;
34.当第三电动阀203关闭后,则尾气处理系统10控制第一电动阀201开启;此时氯气从第一电动阀201处流出至尾气处理系统10;
35.当生产线的氧化还原电位值再次低于设定值时,则蚀刻生产线回用系统11再次控制第二电动阀202开启;此时,尾气处理系统10和再生液调配系统12再次控制第一电动阀201和第二电动阀202关闭;如此往复循环,实现自动控制氯气的去向。
36.实施例中,氯气集气装置还包括管道,管道包括第一管道401、第二管道402及第三管道403;第一电动阀201、第二电动阀202及第三电动阀203分别通过第一管道401、第二管道402及第三管道403连接于盖板102上的第一管道401通孔、第二管道402通孔及第三管道403通孔,以实现第一电动阀201、第二电动阀202及第三电动阀203通气连接于缸体101和盖板102形成的封闭空腔。
37.实施例中,氯气集气装置还包括第四管道404及导气管5,射流器3通过第四管道404连接于第四管道404通孔;射流器3通过导气管5外接电解槽13;射流器3外接电解槽13,以将电解过程中产生的氯气通过导气管5收集到缸体101内。
38.实施例中,缸体101的内部和外壁上分别设置有用于加固缸体101的内加强条8和外加强条9;内加强条8垂直于缸体101底部设置,外加强条9环绕缸体101设置。
39.实施例中,内加强条8和外加强条9的数量分别为一条以上;实施例中,内加强条8为四条,外加强条9为两条。
40.一种电解过程中的自动化氯气控制系统,包括:尾气处理系统10、蚀刻生产线回用系统11、再生液调配系统12及电解过程中的氯气集气装置;
41.蚀刻生产线回用系统11通过控制第二电动阀202的开或关、再生液调配系统12通过控制第三电动阀203的开或关、尾气处理通过控制第一电动阀201的开或关,分别实现与集气装置的通气连接;
42.其中,第一电动阀201、第二电动阀202及第三电动阀203的开启顺序依次为第二电动阀202、第三电动阀203及第一电动阀201,且第二电动阀202、第三电动阀203及第一电动阀201每次仅有一个为开启状态。
43.实施例中,尾气处理系统10、蚀刻生产线回用系统11及再生液调配系统12分别根据各自内设置的氧化还原电位值的设定值来控制第一电动阀201、第二电动阀202及第三电动阀203的开启或关闭。
44.实施例中,实施例中,尾气处理系统10是系统中用不完的氯气及系统工作中挥发出来的酸气的吸收处理装置;蚀刻生产线回用系统11是将电解线的氯气回用至蚀刻线的装置;再生液调配系统12是利用电解线的小部份氯气溶解至再生液中将再生液中的亚铜离子转换成二价铜离子的装置。
45.实施例中,第一电动阀201、第二电动阀202及第三电动分别外接的尾气处理系统10、蚀刻生产线回用系统11及再生液调配系统12;通过蚀刻生产线回用系统11、再生液调配
系统12中的氧化还原电位信号控制第二电动阀202及第三电动阀203的开或关,同时将尾气处理系统10、蚀刻生产线回用系统11、再生液调配系统12三个系统电动阀信号实现联动,自动控制氯气的去向,实现安全稳定地作业。
46.例如,在尾气处理系统10、蚀刻生产线回用系统11及再生液调配系统12内部设定氧化还原电位值;当生产线的氧化还原电位值大于或等于设定值时,则蚀刻生产线回用系统11控制第二电动阀202关闭,当氧化还原电位值小于设定值时,则蚀刻生产线回用系统11控制第二电动阀202开启;当第二电动阀202开启后,缸体101内的氯气则从第二电动阀202处流回至蚀刻生产线;另外,当第二电动阀202处于开启状态时,第一电动阀201和第二电动阀202则处于关闭状态;
47.当蚀刻生产线回用系统11控制第二电动阀202关闭后,则优先进入再生液调配系统12控制第三电动阀203开启;此时缸体101内的氯气从第三电动阀203处流出至再生液中;当再生液中的氧化还原电位值高于设定值时,则再生液调配系统12控制第三电动阀203关闭;
48.当第三电动阀203关闭后,则尾气处理系统10控制第一电动阀201开启;此时氯气从第一电动阀201处流出至尾气处理系统10;
49.当生产线的氧化还原电位值再次低于设定值时,则蚀刻生产线回用系统11再次控制第二电动阀202开启;此时,尾气处理系统10和再生液调配系统12再次控制第一电动阀201和第二电动阀202关闭;如此往复循环,实现自动控制缸本体1内氯气的去向。
50.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1