一种铝合金表面制作镜面图案的阳极氧化工艺的制作方法
1.本发明涉及铝合金表面阳极氧化工艺,尤其涉及一种铝合金表面制作镜面图案的阳极氧化工艺,所述图案可以是logo。所述铝合金一般为铝合金板,比如手机、笔记本电脑、pad、穿戴设备、车载设备的外壳;或者为其它形状的铝合金件。
技术背景
2.铝合金外壳是一种美观耐用的材料,在笔记本电脑、手机、平板电脑、穿戴、车载等领域运用广泛,影响镜面阳极氧化铝板外观效果的因素一般主要有两个方面,一是基材阳极氧化前本身要低粗糙度下接近镜面,二是控制阳极氧化的孔隙率和氧化膜厚。
3.目前金属表面logo标识普遍采用方法有二种:
4.第一种遮蔽后激光加工出logo标识图形,然后进行二次阳极氧化,其缺点是logo标识区表面受到到激光的破坏,其粗糙度为ra0.1,而且表面会出现白斑麻点等缺陷,且遮蔽膜 logo标识区受激光高温破坏,会产生锯齿缺陷。这种工艺目前只应用于表面字体等对表面效果要求不高的场景。
5.第二种是目前手机和笔电厂商普遍采用的方法,logo标识区采用镶嵌的方法,外壳和 logo标识单独加工,然后镶嵌组装,这种方法能logo标识区能得到完美的镜面效果,其缺点:加工工序长,成本高;增加外壳厚度,侵占产品的内部空间。
技术实现要素:
6.本发明的目的是提供一种铝合金表面制作镜面图案的阳极氧化工艺,在铝合金表面能够制作出更加精致的镜面图案。为此,本发明采用以下技术方案:
7.一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于,包括以下步骤:
8.(1)铝合金表面进行机械抛光为镜面效果;
9.(2)在镜面效果的铝合金表面设置光感干膜;
10.(3)利用制作好图案的胶片进行曝光;
11.(4)显影,使得对应图案的光感干膜被感光构成保护干膜,显影后,铝合金表面对应图案的部分被感光后的保护干膜保护;
12.(5)然后再对铝合金的表面进行喷砂处理;
13.(6)将喷砂处理过的铝合金进行一次阳极氧化工艺;
14.(7)剥离掉保护干膜,露出对应图案的镜面效果的铝合金表面;
15.(8)进行二次阳极氧化处理。
16.在采用上述技术方案的基础上,本发明还可采用以下进一步的技术方案,或对这些进一步的技术方案组合使用:
17.抛光表面粗糙度达到ra0.01~ra0.04.
18.光感干膜使用干膜光阻或者光阻油墨,厚度30μm~50μm。
19.步骤(2)中使用制作图样的胶片,利用接触式平行曝光设备进行曝光,曝光后静置
4小时以上。
20.使用1%~3%的na2co3溶液进行显影处理。
21.使用150目锆砂或者铁砂对表面进行喷砂处理,喷砂压力0.1~0.2mpa,喷砂时间30秒~120秒。
22.一次阳极氧化条件,电解溶液为硫酸,电解电压12v~15v,电解时间25~35min,阳极膜厚12~15μm。
23.在步骤(5)中,使用有机碱剥膜液,避免剥膜液对铝合金表面点腐蚀。
24.二次阳极氧化电压6~10v,电解时间根据厚度需求调整,阳极氧化膜控制10μm以下。
25.本发明的效果在于:能够克服现有技术中的缺点,在先制造铝合金机械抛光镜面的情况下,通过遮蔽logo区,保留机械抛光的后的镜面效果,logo区和非logo区分开进行阳极氧化,logo标识区粗糙度能保留机械抛光ra0.02的效果。使用曝光显影工艺制作logo标识区,曝光显影分辨率能达到10μm,logo标识边缘非常光滑。且本发明把logo标识区遮蔽,加工完外壳其他面后再对logo标识区进行阳极氧化,避免了其他工序对logo标识区的破坏。
附图说明
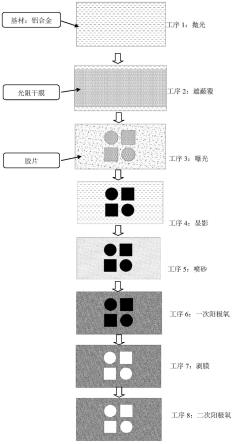
26.图1为以手机盖为例,演示本发明阳极氧化工艺过程的示意图。
具体实施方式
27.为了使本领域的技术人员更好的理解本发明的技术方案,下面对本发明作进一步的详细说明。
28.参照图1,以下以手机盖上制作镜面效果的logo为例,进一步详细描述本发明提供的铝合金表面制作镜面图案的阳极氧化工艺,其具体实施方式如下:
29.s1:利用机械抛光机对铝合金手机盖外表面进行抛光处理,包括粗抛、中抛、精抛,使表面粗糙度达到ra0.01~ra0.04;
30.s2:遮蔽覆膜:遮蔽膜使用干膜光阻,厚度30μm~50μm,使用压干膜机进行压覆贴合,覆膜后表面应无褶皱,气泡。
31.s3:利用制作好图案的胶片进行曝光处理,使得对应图案的部分被感光成保护干膜,接触式曝光要求曝光机光源为平行光,曝光灯功率在5kw以上,曝光后静置4小时后再进行下一道工序;
32.s4:显影:使用1%~3%的na2co3溶液进行显影处理,去除没有曝光的干膜光阻,显像出被保护干膜保护的logo形状
33.s5:喷砂:使用150目锆砂或者铁砂对铝合金手机盖外表面进行喷砂处理,喷砂压力 0.1~0.2mpa,喷砂时间30秒~120秒;
34.s6:一次阳极氧化:不能使用氢氧根离子的溶液进行清洗,logo外的感光后保护干膜会被氢氧根离子的溶液破坏,阳极氧化电解溶液为硫酸,电解电压12v~15v,电解时间25~35min,阳极膜厚12~15μm,电解完成可根据需求进行染色处理。
35.s7:剥膜:使用有机碱剥膜液,避免剥膜液对铝合金表面点腐蚀,造成logo区域表
面缺陷。清洗过程不能使用大于70℃热水清洗。
36.s8:二次阳极氧化:二次阳极氧化时对剥膜后的logo镜面区进行阳极氧化处理,阳极氧化电压6~10v,电解时间根据厚度需求调整,阳极氧化膜控制10μm以下。
37.产品制成后,logo标识区粗糙度能保留机械抛光ra0.02的效果。logo标识边缘非常光滑。
38.以上实施例仅为本发明的一种较优技术方案,本领域的技术人员应当理解,在不脱离本发明的原理和本质情况下可以对实施例中的技术方案或参数进行修改或者替换,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于,包括以下步骤:(1)铝合金表面进行机械抛光为镜面效果;(2)在镜面效果的铝合金表面设置光感干膜;(3)利用制作好图案的胶片进行曝光;(4)显影,使得对应图案的光感干膜被感光构成保护干膜,显影后,铝合金表面对应图案的部分被感光后的保护干膜保护;(5)然后再对铝合金的表面进行喷砂处理;(6)将喷砂处理过的铝合金进行一次阳极氧化工艺;(7)剥离掉保护干膜,露出对应图案的镜面效果的铝合金表面;(8)进行二次阳极氧化处理。2.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:抛光表面粗糙度达到ra0.01~ra0.04。3.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:光感干膜使用干膜光阻或者光阻油墨,厚度30μm~50μm。4.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:步骤(2)中使用制作图样的胶片,利用接触式平行曝光设备进行曝光,曝光后静置4小时以上。5.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:使用1%~3%的na2co3溶液进行显影处理。6.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:使用150目锆砂或者铁砂对表面进行喷砂处理,喷砂压力0.1~0.2mpa,喷砂时间30秒~120秒。7.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:一次阳极氧化条件,电解溶液为硫酸,电解电压12v~15v,电解时间25~35min,阳极膜厚12~15μm。8.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:在步骤(5)中,使用有机碱剥膜液,避免剥膜液对铝合金表面点腐蚀。9.根据权利要求1所述的一种铝合金表面制作镜面图案的阳极氧化工艺,其特征在于:二次阳极氧化电压6~10v,电解时间根据厚度需求调整,阳极氧化膜控制10μm以下。
技术总结
本发明提供一种铝合金表面制作镜面图案的阳极氧化工艺。将铝合金表面进行机械抛光为镜面效果,再在铝合金表面压上光感干膜,利用制作好图案的胶片进行曝光,再显影,然后在对未遮蔽的表面进行喷砂处理,将产品进行一次阳极氧化工艺,再脱掉保护干膜,进行二次阳极氧化处理。本发明是一种全新的阳极氧化工艺,能在铝合金表面制作成完美的镜面效果,能实现各种复杂图案。种复杂图案。种复杂图案。
技术研发人员:吴丕军 戴启亮
受保护的技术使用者:杭州安费诺飞凤通信部品有限公司
技术研发日:2021.12.28
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1