一种PCB垂直电镀线厚薄板打气开停自动切换控制装置的制作方法
一种pcb垂直电镀线厚薄板打气开停自动切换控制装置
技术领域
1.本实用新型属于pcb制造技术领域,具体是一种pcb垂直电镀线厚薄板打气开停自动切换控制装置。
背景技术:
2.印制板(printed circuit board,简称pcb)是大部分电子产品的载体,为pcb板上的各种零件提供电路连接。pcb制造工艺中,垂直电镀线上的生产线不同pcb板件,厚板需要开打气,薄板需要关打气;生产线操作人员每次需要盯着pcb板件进入垂直电镀缸后进行厚薄板打气切换的手动球阀进行开关操作,一方面人工操作劳动强度大,人工判断也容易出错,另一方面手动操作球阀开闭的时间可能存在不准确不及时的情况,给生产线pcb板件的生产带来了品质隐患。
技术实现要素:
3.针对上述现有技术的不足,本实用新型实施例要解决的技术问题是提供一种pcb垂直电镀线厚薄板打气开停自动切换控制装置。
4.为解决上述技术问题,本实用新型提供了如下技术方案:
5.一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,包括打气组件、控制部、输送部、板件识别组件以及垂直电镀缸,
6.所述打气组件用于向所述垂直电镀缸内输送空气,
7.所述输送部用于对pcb板件进行输送,以驱使所述pcb板件至所述垂直电镀缸一侧移动,
8.所述板件识别组件设置在所述输送部一侧,用于对所述pcb板件的厚薄信息进行识别,并将所述厚薄信息传递至所述控制部,
9.所述控制部可根据所述厚薄信息控制所述打气组件是否向所述垂直电镀缸内部输送空气。
10.作为本实用新型进一步的改进方案:所述控制部包括控制器以及气动阀,
11.所述气动阀设置在所述打气组件与所述垂直电镀缸之间,所述板件识别组件与所述气动阀均与所述控制器电性连接,
12.所述板件识别组件用于将所述pcb板件的厚薄信息传递至所述控制器,所述控制器可根据所述厚薄信息控制所述气动阀启闭。
13.作为本实用新型进一步的改进方案:所述板件识别组件为读码识别器,所述pcb板件侧壁设置有识别码标记,所述识别码标记用于记载当前pcb板件的厚薄信息。
14.作为本实用新型进一步的改进方案:所述打气组件为打气风机。
15.作为本实用新型再进一步的改进方案:所述输送部为垂直电镀线。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型实施例中,利用输送部对pcb板件进行输送,使得pcb板件自垂直电镀
缸一侧移动,在pcb板件移动至垂直电镀缸一侧之前,板件识别组件可对pcb板件的厚薄信息进行识别,当pcb板为厚板时,控制部可控制打气组件向垂直电镀缸内部输送空气,以对厚板进行打气,当pcb板件为薄板时,控制部可控制打气组件停止向垂直电镀缸内部输送空气,即停止向薄板打气,相较于现有技术,可在垂直电镀线上实时读取生产pcb板件的厚薄信息,以对垂直电镀缸的供气与否进行自动控制,适用于垂直电镀线厚薄板需要进行打气开停时机精确控制的场合,解决了人工手动操作球阀开闭费时费力,实时性差等问题,减少劳动强度,提高控制稳定性。
附图说明
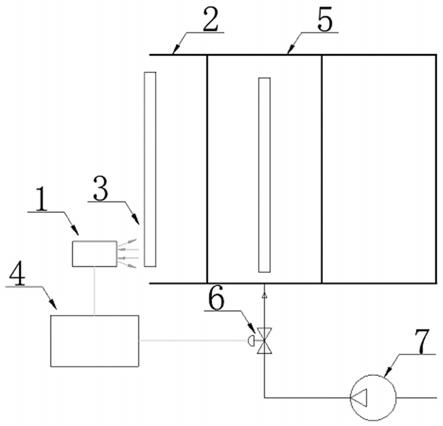
18.图1为一种pcb垂直电镀线厚薄板打气开停自动切换控制装置的结构示意图;
19.图中:1-板件识别组件、2-输送部、3-pcb板件、4-控制器、5-垂直电镀缸、6-气动阀、7-打气组件。
具体实施方式
20.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
21.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
22.请参阅图1,本实施例提供了一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,包括打气组件7、控制部、输送部2、板件识别组件1以及垂直电镀缸5,所述打气组件7用于向所述垂直电镀缸5内输送空气,所述输送部2用于对pcb板件3进行输送,以驱使所述pcb板件3至所述垂直电镀缸5一侧移动,所述板件识别组件1设置在所述输送部2一侧,用于对所述pcb板件3的厚薄信息进行识别,并将所述厚薄信息传递至所述控制部,所述控制部可根据所述厚薄信息控制所述打气组件7是否向所述垂直电镀缸5内部输送空气。
23.利用输送部2对pcb板件3进行输送,使得pcb板件3自垂直电镀缸5一侧移动,在pcb板件3移动至垂直电镀缸5一侧之前,板件识别组件1可对pcb板件3的厚薄信息进行识别,当pcb板件3为厚板时,控制部可控制打气组件7向垂直电镀缸5内部输送空气,以对厚板进行打气,当pcb板件3为薄板时,控制部可控制打气组件7停止向垂直电镀缸5内部输送空气,即停止向薄板打气。
24.请参阅图1,在一个实施例中,所述控制部包括控制器4以及气动阀6,所述气动阀6设置在所述打气组件7与所述垂直电镀缸5之间,所述板件识别组件1与所述气动阀6均与所述控制器4电性连接,所述板件识别组件1用于将所述pcb板件3的厚薄信息传递至所述控制器4,所述控制器4可根据所述厚薄信息控制所述气动阀6启闭。
25.当板件识别组件1检测到输送部2输送的pcb板件3为厚板时,控制器4控制气动阀6开启,打气组件7可向垂直电镀缸5内部输送空气,当板件识别组件1检测到输送部2输送的pcb板件3为薄板时,控制器4控制气动阀6关闭,打气组件7停止向垂直电镀缸5内部输送空气。
26.在一个实施例中,所述板件识别组件1为读码识别器,所述pcb板件3侧壁设置有识别码标记,所述识别码标记用于记载当前pcb板件3的厚薄信息。
27.在一个实施例中,所述打气组件7为打气风机,所述输送部2为垂直电镀线。
28.本实用新型实施例中,利用输送部2对pcb板件3进行输送,使得pcb板件3自垂直电镀缸5一侧移动,在pcb板件3移动至垂直电镀缸5一侧之前,板件识别组件1可对pcb板件3的厚薄信息进行识别,当pcb板件3为厚板时,控制部可控制打气组件7向垂直电镀缸5内部输送空气,以对厚板进行打气,当pcb板件3为薄板时,控制部可控制打气组件7停止向垂直电镀缸5内部输送空气,即停止向薄板打气,相较于现有技术,可在垂直电镀线上实时读取生产pcb板件3的厚薄信息,以对垂直电镀缸5的供气与否进行自动控制,适用于垂直电镀线厚薄板需要进行打气开停时机精确控制的场合,解决了人工手动操作球阀开闭费时费力,实时性差等问题,减少劳动强度,提高控制稳定性。
29.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
技术特征:
1.一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,其特征在于,包括打气组件、控制部、输送部、板件识别组件以及垂直电镀缸,所述打气组件用于向所述垂直电镀缸内输送空气,所述输送部用于对pcb板件进行输送,以驱使所述pcb板件至所述垂直电镀缸一侧移动,所述板件识别组件设置在所述输送部一侧,用于对所述pcb板件的厚薄信息进行识别,并将所述厚薄信息传递至所述控制部,所述控制部可根据所述厚薄信息控制所述打气组件是否向所述垂直电镀缸内部输送空气。2.根据权利要求1所述的一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,其特征在于,所述控制部包括控制器以及气动阀,所述气动阀设置在所述打气组件与所述垂直电镀缸之间,所述板件识别组件与所述气动阀均与所述控制器电性连接,所述板件识别组件用于将所述pcb板件的厚薄信息传递至所述控制器,所述控制器可根据所述厚薄信息控制所述气动阀启闭。3.根据权利要求1所述的一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,其特征在于,所述板件识别组件为读码识别器,所述pcb板件侧壁设置有识别码标记,所述识别码标记用于记载当前pcb板件的厚薄信息。4.根据权利要求1所述的一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,其特征在于,所述打气组件为打气风机。5.根据权利要求1所述的一种pcb垂直电镀线厚薄板打气开停自动切换控制装置,其特征在于,所述输送部为垂直电镀线。
技术总结
本实用新型提供了一种PCB垂直电镀线厚薄板打气开停自动切换控制装置,属于PCB制造技术领域,包括打气组件、控制部、输送部、板件识别组件以及垂直电镀缸,所述打气组件用于向所述垂直电镀缸内输送空气,所述输送部用于对PCB板件进行输送,以驱使所述PCB板件至所述垂直电镀缸一侧移动,所述板件识别组件设置在所述输送部一侧,用于对所述PCB板件的厚薄信息进行识别。本实用新型实施例相较于现有技术,可在垂直电镀线上实时读取生产PCB板件的厚薄信息,以对垂直电镀缸的供气与否进行自动控制,适用于垂直电镀线厚薄板需要进行打气开停时机精确控制的场合,解决了人工手动操作球阀开闭费时费力,实时性差等问题,减少劳动强度,提高控制稳定性。提高控制稳定性。提高控制稳定性。
技术研发人员:林卫杰 杨少智 何润宏
受保护的技术使用者:汕头超声印制板公司
技术研发日:2021.10.15
技术公布日:2022/4/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1