一种阳极钢爪自动焊接过程钢棒料盘的制作方法
1.本发明涉及一种阳极钢爪自动焊接过程钢棒料盘,属于铝电解阳极组装技术领域。
背景技术:
2.阳极导杆组件作为电解铝的主要结构,是电流通路的关键环节,具有数量众多,易损的特点。铸造阳极钢爪经过一定周期的使用后,钢爪会出现腐蚀消耗、弯曲、裂纹等问题,需要进行修复后再次使用,其修复过程为:将废弃钢爪切除,再重新焊接新的圆钢棒上去。长期以来,阳极钢爪的修复主要依靠人工修复,由工人手持割炬(火焰枪)切除废旧钢爪,再由焊工将新的圆钢棒焊到钢梁上,但人工修复过程往往质量稳定差,同时劳动强度很大。
3.在现有技术中,专利号为“201911087358.1”、发明名称为“一种铝电解阳极导杆自动化修复环形生产线及修复方法”和专利号为“202010452997.x”、发明名称为“一种分流型铝电解阳极钢爪自动化修复生产线及修复方法”的发明专利申请,其通过工装轨道小车在各工位之间的流转和自动化切割、焊接设备的配合,能够实现阳极钢爪的切割和自动焊接,提高焊接质量稳定性,降低劳动强度。以上现有技术都对阳极钢爪修复技术进行了整体上的创新,但在公开技术方案中,采用钢棒送料装置和钢棒上料机器人将待焊钢棒送至待焊位置,然而现有的钢棒送料装置无法实现钢棒的精确定位,钢棒上料机器人无法实现精确取用。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种阳极钢爪自动焊接过程钢棒料盘,能为焊接过程进行钢棒供应的精确定位,实现钢棒上料机器人实现精确取用的目的。
5.本发明的技术方案是这样实现的:一种阳极钢爪自动焊接过程钢棒料盘,包括盘体,在盘体上对称地布置有两排v型槽,且两排v型槽均向外侧倾斜,在两排v型槽的外侧固定安装有安装条。
6.进一步,所述安装条的内侧且对应每个v型槽的位置处开设有u型槽,在安装条的外侧且对应u型槽的位置处对称地固定有一对l型安装块。
7.进一步,上述料盘还包括两根定位条,在每根定位条上固定有一对定位锥,在盘体的底部两端对称地开设有两对与定位条上的定位锥对应的锥形定位孔。
8.由于采用了上述技术方案,本发明的优点为:本发明通过盘体上对称地布置的两排倾斜v型槽来均匀放置切割下来的钢棒,使切割下来的钢棒自动滑落入v型槽并靠近安装条,为焊接过程进行钢棒供应的精确定位,实现钢棒上料机器人实现精确取用的目的。同时,在盘体上还设置有u型槽和一对l型安装块,在安装条的外侧且对应u型槽的位置处对称地固定有一对l型安装块,焊接u型衬板时,只需将u型衬板置于u型槽中,同时通过l型安装块托住即可进行焊接,操作更加方便。
附图说明
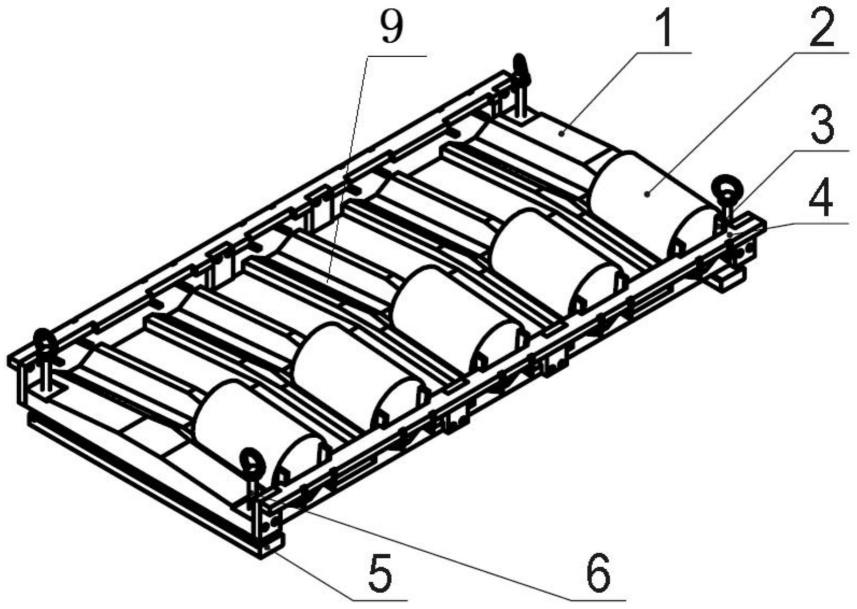
9.图1为本发明的结构示意图的立体图;
10.图2为图1的局部结构示意图。
11.附图中的标记为:1-盘体,2-钢棒,3-u型衬板,4-安装条,5-定位条,6-吊环,7-l型安装块,8-定位锥,9-v型槽。
具体实施方式
12.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.本发明的实施例:请参阅图1及图2,本发明的一种阳极钢爪自动焊接过程钢棒料盘,包括盘体1,在盘体1上对称地布置有两排v型槽9,且两排v型槽9均向外侧倾斜,在两排v型槽9的外侧固定安装有安装条4。所述安装条4的内侧且对应每个v型槽9的位置处开设有u型槽,在安装条4的外侧且对应u型槽的位置处对称地固定有一对l型安装块7。上述料盘还包括两根定位条5,在每根定位条5上固定有一对定位锥8,在盘体1的底部两端对称地开设有两对与定位条5上的定位锥8对应的锥形定位孔。
14.在备料时,将u型衬板3放置在l型安装块7上,并置于安装条4上的u型槽中,再将锯切好的钢棒2放置在v型槽9中,由于v型槽9向外倾斜,钢棒2则会自动向外安装条4方向滑落,并与u型衬板3接触,此时可完成钢棒2和u型衬板3的焊接工序,焊接后,备料作业完成。
15.在使用时,需将两个定位条5安装在搬运机器人旁的固定位置,每个安装条5上有一对定位锥8,盘体1底部有两对锥形定位孔,与四个定位锥8对应,将备料完成的料盘吊至定位锥8处,使定位锥8与锥形定位孔一一对应安装,即完成料盘的吊装。
16.吊装完成后,料盘上的钢棒2便实现了精确定位,搬运机器人可对钢棒实现精确定位取用。
17.本发明所使用的钢棒直径可根据使用情况进行微调,u型衬板的上下位置的调节可通过调节或更换l型安装块7实现。
18.综上所述,本发明通过盘体1上对称地布置的两排倾斜v型槽9来均匀放置切割下来的钢棒,使切割下来的钢棒自动滑落入v型槽9并靠近安装条4,为焊接过程进行钢棒供应的精确定位,实现钢棒上料机器人实现精确取用的目的。同时,在盘体1上还设置有u型槽和一对l型安装块7,在安装条4的外侧且对应u型槽的位置处对称地固定有一对l型安装块7,焊接u型衬板时,只需将u型衬板置于u型槽中,同时通过l型安装块7托住即可进行焊接,操作更加方便。
技术特征:
1.一种阳极钢爪自动焊接过程钢棒料盘,包括盘体(1),其特征在于:在盘体(1)上对称地布置有两排v型槽(9),且两排v型槽(9)均向外侧倾斜,在两排v型槽(9)的外侧固定安装有安装条(4)。2.根据权利要求1所述的阳极钢爪自动焊接过程钢棒料盘,其特征在于:所述安装条(4)的内侧且对应每个v型槽(9)的位置处开设有u型槽,在安装条(4)的外侧且对应u型槽的位置处对称地固定有一对l型安装块(7)。3.根据权利要求1所述的阳极钢爪自动焊接过程钢棒料盘,其特征在于:还包括两根定位条(5),在每根定位条(5)上固定有一对定位锥(8),在盘体(1)的底部两端对称地开设有两对与定位条(5)上的定位锥(8)对应的锥形定位孔。
技术总结
本发明公开了一种阳极钢爪自动焊接过程钢棒料盘,包括盘体,在盘体上对称地布置有两排V型槽,且两排V型槽均向外侧倾斜,在两排V型槽的外侧固定安装有安装条。本发明通过盘体上对称地布置的两排倾斜V型槽来均匀放置切割下来的钢棒,使切割下来的钢棒自动滑落入V型槽并靠近安装条,为焊接过程进行钢棒供应的精确定位,实现钢棒上料机器人实现精确取用的目的。同时,在盘体上还设置有U型槽和一对L型安装块,在安装条的外侧且对应U型槽的位置处对称地固定有一对L型安装块,焊接U型衬板时,只需将U型衬板置于U型槽中,同时通过L型安装块托住即可进行焊接,操作更加方便。操作更加方便。
技术研发人员:马靓 伍祖槐 路辉 颜非亚 李猛
受保护的技术使用者:贵阳铝镁设计研究院有限公司
技术研发日:2022.05.06
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1