泵法兰的制造方法、泵法兰以及燃油泵与流程
1.本公开涉及例如用于汽车油箱的燃油泵。更具体地说,本公开涉及燃油泵的泵法兰以及该泵法兰的制造方法。
背景技术:
2.燃油泵用于将汽车油箱中的燃油经由燃油供应管线供应到发动机。已知的燃油泵通常包括泵芯、用于支承泵芯的泵支架、以及与泵支架相连的泵法兰。所述泵法兰通常布置成一侧朝向油箱内部,并且在另一侧上设置旨在与供油管线相连的进、出油口以及用于控制燃油泵的电子模块。为此,已知在泵法兰上设置用于安放诸如印刷电路板的电子模块的空腔。
3.已知使用独立的电气盒(称为“pcb外壳”)来容纳燃油泵的电子控制模块,并且由此将所述控制模块集成到燃油泵中、尤其是集成到泵法兰上(这种法兰因此也称为“电子法兰”)。然而,由于不同汽车制造商的技术要求不同,需要生产不同规格(尺寸、形状等)的泵法兰,由此导致需要不同的设备或工艺来将电气盒组装到不同的泵法兰上以便形成电子法兰。如果要将电气盒自动组装到泵法兰上,就需要建立专门的组装设备,这大大提高了电子法兰的制造成本。
技术实现要素:
4.本公开旨在解决上述现有技术中的问题,并且提出了一种成本显著降低的标准化的泵法兰制造方法。
5.具体地说,本公开涉及一种泵法兰的制造方法,该制造方法包括第一步骤和第二步骤,在所述第一步骤中制备电气盒,并且在所述第二步骤中制备泵法兰本体,其中,所述第二步骤包括围绕所述电气盒、尤其是所述电气盒的下部部分包覆模制泵法兰本体,以便形成集成有电气盒的整体式泵法兰。
6.本公开通过将电气盒做成标准化部件并且将标准化的电气盒模制到不同标准的法兰中来适配不同客户的需求,由此减少用于制造泵法兰的设备的投资需求,从而大大降低其制造成本。
7.另一方面,本公开涉及一种泵法兰,该泵法兰包括电气盒和泵法兰本体,其中,所述泵法兰本体包覆模制在所述电气盒、尤其是所述电气盒的下部部分的周围,以便与所述电气盒一起形成整体式构件。
8.再一方面,本公开还涉及具有上述泵法兰的燃油泵。
附图说明
9.通过下面参照附图并且结合具体实施例进行的说明,可以理解本公开的细节及其优点。在附图中:
10.图1是本公开的泵法兰的制造方法的示意性框图;
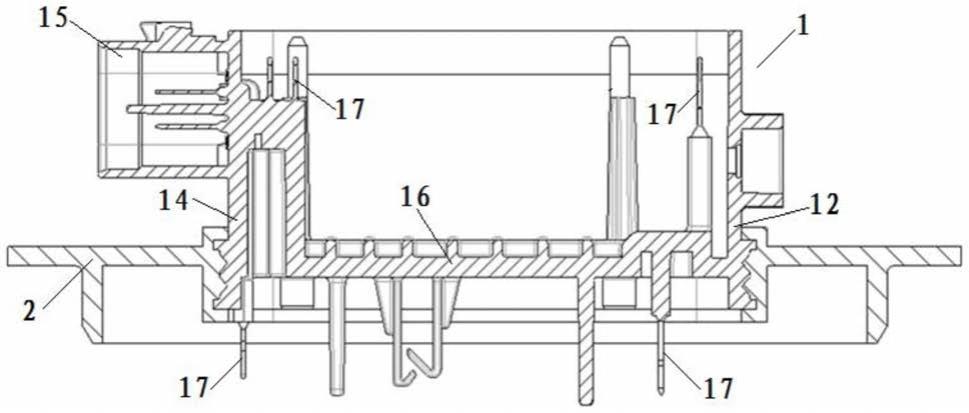
11.图2是根据本公开的优选实施例的泵法兰的剖视图;
12.图3是图2所示泵法兰的整体透视图;
13.图4是图3中的泵法兰的部件分解图。
具体实施方式
14.下面通过实施例并且结合附图对本公开的技术方案做进一步的具体说明,所述说明旨在对本公开的总体构思进行解释,而不应当理解为对本公开的限制。
15.参见图1,本公开的泵法兰的制造方法主要包括两个步骤,即,制备电气盒的第一步骤s1以及围绕电气盒制备泵法兰本体的第二步骤s2。
16.在第一步骤s1中,通过例如模制或注塑等方法制备独立的电气盒1,其中,所述电气盒1可以是具有预定形状和尺寸的标准零件。如图2-4所示,电气盒1可以具有外周壁11、12、13、14,这些外周壁可以通过圆弧形过渡部分相连从而界定出整体上矩形的内部空间,以用于接纳电子控制模块的印刷电路板,由此该电气盒也可以称为“pcb外壳”。该电气盒1还可以包括设置在所述外周壁之一14上的数据线接插口15。
17.另外,如通常已知的,电气盒1还可以包括底壁16以及布置在该底壁16上的多个压配合(press fit)端子17。这些压配合端子17可以以通用的或者说标准化的位置和尺寸设置在电气盒1中,以用于连接电子控制模块的印刷电路板上的相应元器件。
18.这样,通过将电气盒1构造成具有标准的外部尺寸的标准零件并使该电气盒1包含具有标准的位置和尺寸(尤其是高度)的压配合端子,本公开的方案使得不需要花费大量的时间去调整相关模具并且不需要重复地调试压配合端子的位置和尺寸,从而显著节省了设备成本、降低了制造和后期装配时间。
19.电气盒1可以是在第一步骤s1中通过单次模制过程制备的一体式或者说整体式或单件式部件。
20.有利地,第一步骤s1还可以包括电气盒1的盒盖18(见图4)的制备。该盒盖18也可以通过模制方法制成,并且可以形成为与电气盒1的其他部分—尤其是外周壁11-14—分开的单独部件。当然,盒盖18的制备可以与外周壁11-14的制备同时地进行。
21.在第二步骤s2中,围绕已制备的电气盒1、尤其是围绕电气盒1的下部部分通过包覆模制来制备泵法兰本体2,以便将泵法兰本体2与电气盒1结合在一起,由此形成集成有电气盒的一体式泵法兰。
22.具体地说,在第二步骤s2中,可以将电气盒1整体上置于用于模制泵法兰本体2的模具中,并将其定位在泵法兰本体2的旨在安放电气盒的位置。然后,向该模具中注入用于形成泵法兰本体2的液态塑料材料,使所述塑料材料流动填充所述模具的空间并且包围电气盒1的相关部分、尤其是该电气盒1的外周壁11-14的邻近底壁16的下部部分以及底壁16。这样,所述塑料材料固化后即形成了其中电气盒1与泵法兰本体2接合成一体的整体式泵法兰。
23.优选地,电气盒1的旨在被泵法兰本体2包围的部分—亦即其外周壁11、12、13、14的下部部分—的外表面可以构造成具有交替的突起部和凹陷部,由此所述下部部分的剖面可以具有曲折路径的形状。
24.这样,用于制备集成式泵法兰的第二步骤s2可以包括在电气盒1与泵法兰本体2之
间形成具有类似于波浪形的曲折路径形式的接合部。这种接合部有效地增大了电气盒1与泵法兰本体2之间的接合区域,从而可以有利地像迷宫式密封件那样确保成品泵法兰的密封性。
25.在这种情况下,可以有利地使泵法兰本体2完全包覆电气盒1的下部部分。具体地说,如图2所示,可以使泵法兰本体2的材料完全覆盖电气盒1的外周壁11-14的下部部分的外表面上的突起部。
26.仍参见图2,在由此制成的泵法兰中,电气盒1的压配合端子17的一部分可以在电气盒1的内部空间之外延伸,也就是相对于电气盒1的底壁16在与该电气盒1的外周壁11-14相反的方向上延伸。由此,在将泵法兰与泵支架、泵芯等组装形成燃油泵后,可以经由这些端子向燃油泵的泵芯传输控制信号。
27.参见图4,本公开的泵法兰的制造方法还可以包括向已经与泵法兰本体2集成在一起的电气盒1中安放电子控制模块的印刷电路板3的步骤,以及用盒盖18覆盖已经接纳有印刷电路板3的电气盒1的步骤。由此可以形成带有电子控制模块的完整的泵法兰,也称为集成式电子法兰。这样的电子法兰可以被直接置于测试线上进行测试。
28.虽然已经结合实施例说明了本发明的总体构思,但本领域技术人员可以理解,在不背离本发明总体构思的原则和精神的情况下,可以对这些实施例做出各自改变和变型。
技术特征:
1.一种泵法兰的制造方法,包括如下步骤:-第一步骤(s1),在该第一步骤中制备电气盒(1),以及-第二步骤(s2),在该第二步骤中制备泵法兰本体(2),其中,所述第二步骤包括围绕所述电气盒、尤其是所述电气盒的下部部分包覆模制泵法兰本体,以便形成集成有电气盒的整体式泵法兰。2.根据权利要求1所述的制造方法,其中,所述第二步骤(s2)包括将电气盒(1)整体置于用于模制泵法兰本体(2)的模具中。3.根据权利要求1或2所述的制造方法,其中,所述第二步骤(s2)包括在泵法兰本体(2)与电气盒(1)之间形成具有曲折路径的形状、例如波浪形的接合部。4.根据权利要求1或2所述的制造方法,其中,所述电气盒(1)具有标准的外部形状和尺寸,并且包含以标准位置和尺寸设置的多个压配合端子(17)。5.一种泵法兰,包括电气盒(1)和泵法兰本体(2),其中,所述泵法兰本体包覆模制在所述电气盒、尤其是所述电气盒的下部部分的周围,以便与所述电气盒一起形成整体式构件。6.根据权利要求5所述的泵法兰,其中,所述泵法兰本体(2)与所述电气盒(1)之间的接合部具有曲折路径形状、例如波浪形的截面形状。7.根据权利要求6所述的泵法兰,其中,在所述接合部处,所述泵法兰本体(2)包覆所述电气盒(1)的相应部分。8.根据权利要求5-7之一所述的泵法兰,其中,所述电气盒(1)具有标准的外部形状和尺寸,并且包含以标准的位置和尺寸设置的多个压配合端子(17)。9.一种燃油泵,包括根据权利要求5-8之一所述的泵法兰,或者通过根据权利要求1-4之一所述的制造方法制造的泵法兰。
技术总结
本公开涉及一种泵法兰的制造方法,该制造方法包括如下步骤:-第一步骤(S1),在该第一步骤中制备电气盒(1);以及-第二步骤(S2),在该第二步骤中制备泵法兰本体(2),其中,所述第二步骤包括围绕所述电气盒、尤其是所述电气盒的下部部分包覆模制泵法兰本体,以便形成集成有电气盒的整体式泵法兰。本公开通过将标准化的电气盒与泵法兰本体集成在一起来适配不同客户的需求,由此减少用于制造泵法兰的设备的投资需求,从而大大降低其制造成本。本公开还涉及泵法兰以及包含这种泵法兰的燃油泵。及泵法兰以及包含这种泵法兰的燃油泵。及泵法兰以及包含这种泵法兰的燃油泵。
技术研发人员:李宏 赵海会
受保护的技术使用者:纬湃汽车电子(芜湖)有限公司
技术研发日:2022.02.22
技术公布日:2022/5/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1