形成箔片空气轴承的装置和制造这种装置的方法与流程
形成箔片空气轴承的装置和制造这种装置的方法
1.技术领域
1.本发明的技术领域是空气轴承,也称为空气动力轴承。本发明更具体地涉及用于涡轮发动机的箔片轴承,并且延伸到装备有这种箔片轴承的涡轮发动机。本发明还涉及制造这种箔片轴承的方法。
2.
背景技术:
2.箔片轴承是由多个箔片形成的轴承,这些箔片通常是金属箔片,并且这使得可能支撑旋转机器(例如涡轮发动机)的轴。箔片轴承通常由至少一个上箔片(该上箔片常被称为“顶部箔片”,并且面向旋转轴)和至少一个波纹箔片(该波纹箔片常被称为“隆起箔片”,并且配置在顶部箔片下方,充当加强件和减震器)形成。由顶部箔片和隆起箔片形成的组件安装在外罩或套筒上。在下文中,术语“套筒”表示接收箔片轴承的部件,应当理解的是,该部件也可以是外罩,在这种情况下,轴承安装在机器的外罩中。
3.对于将箔片轴承固定并且维持在套筒(或外罩)中有不同的技术方案,这些方案属于可移除系统(即由顶部箔片和隆起箔片形成的轴承滑入形成在套筒中的凹口中,因此能够从该凹口移除)或不可移除系统(即由顶部箔片和隆起箔片形成的轴承焊接到套筒上,因此一旦轴承固定到套筒上,就不能从套筒分离)。
4.例如,申请ep0490443公开了这种不可移除的箔片轴承,申请ep0601624和fr2700821公开了可移除的箔片轴承,该可移除的箔片轴承包括压入配合安装在套筒中的箔片凸舌。
5.无论提出的解决方案是什么,无论是否可移除,这些公知的解决方案通常将轴承的使用限制在一个优选的旋转方向。事实上,无论将轴承固定到套筒的方法是什么,由顶部箔片和隆起箔片形成的组件的一个端部固定到套筒,并且另一端部保持自由,以便一旦轴容纳在轴承中时允许形成供轴旋转所需的径向游隙。
6.因此,轴必须以这种方式旋转,即它将顶部箔片的自由端部推向固定端部。事实上,否则,轴将携带箔片的自由端部,然后箔片将在轴上闭合,并且引起夹紧现象,阻碍轴承的操作。
7.因此,在大多数现有解决方案中,有必要为轴承配备防呆器件,也就是说,根据轴承操作的优选方向,具有使之有可能避免轴在轴承中的安装误差的器件。
8.还有一些解决方案可能形成双向箔片轴承。例如,专利申请us2002054718公开了这种双向轴承,其因此不需要防呆器件的存在。该特定解决方案实施了固定到套筒内周缘的多个隆起箔片和多个顶部箔片,以便形成多个扇区,每个扇区由顶部箔片和隆起箔片形成。
9.在可移除系统的情况下,加工特定凹口以接收并且保持箔片的操作是复杂且昂贵的。事实上,这些操作通常需要通过电腐蚀进行加工,因此这需要专用工具和/或使用熟练的外部伙伴。
10.因此,发明人寻求开发一种形成箔片轴承的新装置,该箔片轴承可以在两个旋转
方向上操作,同时能够以常规的非特定隆起箔片实施。
11.发明人还寻求开发一种解决方案,其可以在没有特别困难的情况下实施,并且不需要使用复杂且昂贵的技术。
12.3.本发明的目的
13.本发明旨在提供一种形成箔片空气轴承的装置,该装置解决了公知轴承的至少一些缺点。
14.本发明特别旨在在至少一个实施例中提供一种箔片空气轴承装置,该装置不需要防呆器件的存在,也就是说,其可以安装在任一方向上。
15.本发明还旨在在至少一个实施例中提供这样一种装置,其在其制造期间不需要复杂的加工操作。
16.本发明还旨在提供一种制造根据本发明的箔片空气轴承的方法。
17.本发明特别旨在在本发明的至少一个实施例中提供这样一种制造方法,其可以简单地实施,而不使用复杂和/或昂贵的制造技术。
4.
技术实现要素:
18.为此,本发明涉及一种形成箔片空气轴承的装置,该装置包括沿着称为纵向方向的方向延伸的圆柱形套筒,并且具有限定中心膛孔的内表面。
19.根据本发明的装置的特征在于,它还包括:
20.至少一个纵向凹口,其形成在所述圆柱形套筒中,并且通过开口沿径向向所述中心膛孔中开放,
21.第一周缘内部衬里,其称为隆起衬里,包括配备有径向突起、称为隆起箔片的至少一个金属箔片,所述隆起衬里形成容纳在所述中心膛孔中的主曲线,承载与所述圆柱形套筒的所述内表面相对配置的所述突起,以形成可弹性变形的衬里,每个隆起箔片在每个端部处具有径向凸舌,称为径向隆起凸舌,自由地容纳在纵向凹口中,
22.第二周缘内部衬里,其称为顶部衬里,包括被称为顶部箔片的至少一个金属箔片,所述顶部衬里形成容纳在所述中心膛孔中的主曲线,并且与所述隆起衬里的所述主曲线相对配置,以限定用于接收旋转机器的轴的外壳,每个顶部箔片在每个端部处具有径向凸舌,其称为径向顶部凸舌,自由地容纳在纵向凹口中。
23.因此,根据本发明的装置由接收所述隆起衬里和所述顶部衬里的圆柱形套筒形成。该套筒包括至少一个纵向凹口,该凹口可以通过常规的加工工艺(如钻孔)获得。该纵向凹口向中心膛孔中开放,用于通过开口接收衬里。此外,通过穿过该凹口的开口,衬里的箔片的容纳在中心膛孔中的径向端部可以自由地插入到该纵向凹口中。
24.因此,根据本发明的装置的具体特征之一是在纵向凹口中自由安装隆起衬里和顶部衬里的箔片的径向凸舌。
25.径向凸舌在纵向凹口中的自由安装意味着凸舌没有固定到套筒上,并且因此当轴容纳在根据本发明的箔片轴承中时,可以根据外部应力(特别是从轴的旋转造成的)在凹口内部自由移动。此外,随着凸舌自由地容纳在凹口中,当容纳在轴承中的轴在旋转的第一方向上转动时,凸舌抵靠纵向凹口的壁,并且当轴在与相反旋转方向上旋转时,凸舌朝向凹口的中心在方位角方向上移动。将箔片安装在凹口中仅在于将径向凸舌配置在凹口中,而不
需要将箔片固定在套筒的凹口中。径向凸舌不固定到套筒上,也不被约束地安装在套筒的凹口中。
26.这种自由安装不仅可以促进箔片轴承的制造操作和轴承的安装操作,而且可以在两个旋转方向上操作轴承。事实上,当容纳在轴承中的轴在第一旋转方向上旋转时,隆起衬里和顶部衬里的箔片被阻挡在纵向凹口的一侧上,并且在相对侧上自由。当轴在相反方向上旋转时,凸舌在方位角方向上在凹口中自由移动,使得以前自由的径向凸舌现在被阻靠在纵向凹口的壁上,并且以前被阻靠在凹口的相对壁上的径向凸舌现在在凹口中是自由的。
27.因此,根据本发明的形成轴承的装置结合了简化制造和双向操作的优点。
28.将箔片阻靠在凹口的壁上是由箔片和纵向凹口的特定几何构造造成的。
29.有利地并且根据本发明,所述纵向凹口在所述开口的两侧还包括方位角间隙和用于连接到所述圆柱形套筒的所述内表面的表面,该圆柱形套筒包括至少一个纵向区段,该纵向区段配置在所述方位角空隙和所述开口之间,形成隆起箔片的容纳在该凹口中的所述径向凸舌的点状方位角止挡,所述径向凸舌的自由端部延伸到所述相对的方位角空隙中。
30.这种有利的变型使得在径向凸舌和纵向凹口的壁之间形成点状接触线成为可能。此外,径向凸舌在方位角间隙中延伸,使得径向凸舌在凸舌的非端部部段处与纵向凹口的接触线机械接触。事实上,径向凸舌的径向端部在方位角间隙中延伸,并且因此不与纵向凹口的壁接触。这使得可以确保径向凸舌不会在凹口的壁上滑动,也不会被阻挡在凹口中。
31.根据该有利的变型,纵向凹口包括方位角间隙和凹口每侧上的接触区段。
32.优选地,并且根据本发明,该装置具有纵向对称平面。该对称平面有利地穿过在圆柱形套筒中形成的纵向凹口的中心。
33.这种对称性特别使得形成不需要防呆器件的装置成为可能。因此,这种轴承可以在两个旋转方向上操作,而不需任何优选的旋转方向。
34.有利地并且根据本发明,当旋转机器的轴插入到由所述顶部箔片界定的所述接收外壳中时,每个纵向凹口具有宽度le,该宽度通过比例系数k1小于将配置在该纵向凹口两侧的主曲线上的隆起衬里的突起分隔开的距离db,并且通过比例系数k2大于顶部箔片和隆起箔片的容纳在该凹口中的径向凸舌的厚度之和。
35.换句话说,并且根据本发明的该变型,凹口的宽度le通过以下关系与将隆起衬里的突起分隔开的距离db和容纳在凹口中的径向凸舌的厚度epl相关联:
36.k2.∑epl<le<k1.db
37.这种不等式使得有可能确保隆起衬里的配置在凹口的两侧的突起(或凸起)不会落入纵向凹口中。
38.有利地并且根据本发明,比例系数k1等于或小于0.8,比例系数k2大于或等于1.2。
39.有利地并且根据本发明,对于至少一个纵向凹口,当旋转机器的轴插入由所述顶部箔片界定的所述接收外壳中时,将容纳在该凹口中的径向顶部凸舌分隔开的距离d3通过比例系数k3小于它们的厚度,并且通过比例系数k4大于它们的厚度。
40.换句话说,根据本发明的该变型,将径向顶部凸舌分隔开的距离d3通过以下关系与径向顶部凸舌的厚度elrs相关联:
41.k4.elrs<d3<k3.elrs
42.这种不等式使得有可能保证旨在由根据本发明的轴承承载的旋转机器的轴可以自由地容纳在其中。
43.有利地并且根据本发明,所述比例系数k3大于或等于8,比例系数k4小于或等于3。
44.有利地并且根据本发明,对于至少一个纵向凹口,当旋转机器的轴插入由所述顶部箔片界定的所述接收外壳中时,将容纳在该凹口中的径向顶部凸舌和容纳在该凹口中的径向隆起凸舌分隔开的距离d1通过比例系数k5小于容纳在该凹口中的径向顶部凸舌的厚度,并且通过比例系数k6大于容纳在该凹口中的径向顶部凸舌的厚度。
45.换句话说,根据本发明的该变型,将容纳在凹口中的径向顶部凸舌与该凹口的径向隆起凸舌分割开的距离d1通过以下关系与径向顶部凸舌的厚度elrs相关联:
46.k6.elrs<d1<k5.elrs
47.这种不等式使得有可能确保隆起衬里不会约束顶部衬里。
48.有利地并且根据本发明,所述比例系数k5大于或等于8,比例系数k6小于或等于3。
49.有利地并且根据本发明,该装置具有径向游隙,当旋转机器的轴插入由所述顶部衬里界定的所述接收外壳中时,该径向游隙通过比例系数k7大于顶部箔片的厚度,并且通过比例系数k8小于顶部箔片的厚度。
50.换句话说,根据本发明的该变型,径向游隙jr通过以下关系与顶部箔片的厚度els相关联:
51.k7.els<jr<k8.els
52.有利地并且根据本发明,所述比例系数k7等于0,所述比例系数k8小于2(特别是在0.5到1.8之间)。
53.所使用的比例系数特别取决于旋转机器的插入轴承中的轴的直径以及所谈及的旋转机器。
54.有利地并且根据本发明,至少一个隆起箔片包括光滑金属箔片(被称为支撑箔片)和配备有固定到所述支撑箔片的突起的多个金属箔片。
55.有利地并且根据本发明,该装置包括单个纵向凹口、由单个隆起箔片形成的隆起衬里和由单个顶部箔片形成的顶部衬里,使得顶部箔片的径向凸舌和隆起箔片的径向凸舌自由地容纳在同一凹口中。
56.根据其它变型,隆起衬里可以包括n个隆起箔片,顶部衬里可以包括m个顶部箔片。一般来说,根据纵向凹口的数量,可能有不同的构造,唯一的约束是,隆起箔片的数量必须大于或等于顶部箔片的数量。换句话说,n必须大于或等于m,因为顶部箔片覆盖隆起箔片,并且顶部箔片和隆起箔片的径向凸舌自由地容纳在纵向凹口中。
57.有利地并且根据本发明,该装置包括用于轴向锁定所述隆起衬里和顶部衬里的至少一个器件。
58.这种锁定器件例如是卡簧类型的弹性环,其端部被接收在形成于套筒中的安全锁扣中。这种弹性环有利地具有稍大于套筒的内部直径的内部直径,使得该环不会对轴承的箔片下的空气或气体的通道产生限制。
59.本发明还涉及一种用于制造形成箔片空气轴承的装置的方法,该方法包括以下步骤:
60.在圆柱形套筒中加工沿称为纵向方向的方向延伸的中心膛孔,所述中心膛孔由内
表面界定,
61.在所述圆柱形套筒中加工至少一个纵向凹口,该凹口沿径向向所述中心膛孔中开放,
62.在所述纵向凹口与所述套筒的内表面之间提供连接表面,
63.由至少一个金属箔片形成被称为隆起衬里的第一周缘内部衬里,所述至少一个金属箔片配备有径向突起、称为隆起箔片,并且在每个端部处具有被称为径向隆起凸舌的径向凸舌,所述隆起衬里形成承载所述突起的主曲线,所述突起与所述圆柱形套筒的所述内表面相对配置,以形成可弹性变形的衬里,
64.在纵向凹口中自由地容纳每个径向隆起凸舌,
65.由被称为顶部箔片的至少一个金属箔片形成被称为顶部衬里的第二周缘内部衬里,所述顶部衬里形成与所述隆起衬里的所述主曲线相对配置的主曲线,以限定用于接收旋转机器的轴的外壳,每个顶部箔片在每个端部处具有被称为径向顶部凸舌的径向凸舌,
66.在纵向凹口中自由地容纳每个径向顶部凸舌。
67.根据本发明形成箔片空气轴承的装置的优点经适当修正后适用于根据本发明的制造方法。
68.有利地并且根据本发明,包括在所述圆柱形套筒中加工沿径向向所述中心膛孔中开放的至少一个纵向凹口的步骤还包括在所述开口的两侧加工方位角间隙和用于连接到所述圆柱形套筒的所述内表面的表面步骤,该圆柱形套筒包括至少一个纵向区段,其配置在所述方位角间隙和所述开口之间,形成隆起箔片的容纳在该凹口中的所述径向凸舌的点状方位角止挡,所述径向凸舌的自由端部延伸到所述方位角间隙中。
69.本发明还涉及一种形成径向轴承的装置和用于制造这种装置的方法,其特征在于结合了上面或下面提及的所有或一些特征。
5.附图说明
70.在阅读下面的描述后,本发明进一步的目的、特征和优点将变得显而易见,下面的描述仅通过非限制性的示例提供,并且参考了附图,其中:
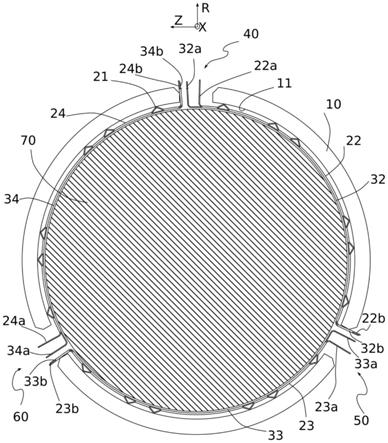
71.图1是根据本发明一个实施例的形成箔片空气轴承的装置的示意性剖视图,
72.图2是根据本发明另一个实施例的形成箔片空气轴承的装置的示意性剖视图,
73.图3是图2的装置的凹口的详细示意图,
74.图4是根据本发明另一个实施例的形成箔片空气轴承的装置的示意性剖视图,
75.图5是图4的装置的凹口的详细示意图,
76.图6是根据本发明另一个实施例的形成箔片空气轴承的装置的示意性剖视图,
77.图7是图6的装置的凹口的详细示意图。
6.具体实施方式
78.为了说明和清楚起见,附图中没有严格遵守缩放和比例。在下面参考附图的整个详细描述中,除非另有指示,轴承的每个元件都被描述为当涡轮发动机的轴容纳在沿着主方向(称为纵向方向)延伸的轴承中时的配置。术语“纵向”或“轴向”与轴承的这个主方向结合使用,在图中由x标注。术语“径向”用于指代该主轴线。方位角方向z是与径向方向r和纵
向方向x都正交的方向。换句话说,纵向方向x、径向方向r和方位角方向z分别对应于由圆柱坐标系中的高度、半径和角度限定的方向。
79.图1是根据本发明的第一实施例的轴承的示意图,该轴承承载旋转机器(其可以为任何类型)的轴70。
80.在图1至图7的剖视图中,为了简化这些图的目的,只有轴70用交叉影线标出,以便说明轴以横截面显示的事实,可以理解的是,图中显示的其它元件(特别是套筒、隆起衬里和顶部衬里)也以横截面显示。
81.该轴承包括圆柱形套筒10,其具有内表面11,该内表面限定出用于接收隆起衬里(在图1中由下面描述的隆起箔片22、23、24示出)和顶部衬里(在图1中由下面描述的顶部箔片32、33、34示出)的膛孔。
82.圆柱形套筒10还包括分布在套筒10之上的三个纵向凹口40、50、60。
83.图1的轴承的隆起衬里包括三个金属隆起箔片22、23、24。每个金属隆起箔片设置有径向突起21,其朝向圆柱形套筒10的内表面11定向,以便一起形成可弹性变形的衬里。根据其它实施例,突起可以朝向顶部衬里定向。在图中,为了清楚起见,仅标注了一个突起。突起21的数量和它们的形状可以为任何类型。
84.每个隆起箔片22、23、24由弯曲的金属箔片形成,使得该曲线与套筒10的内表面11的形状相匹配,并且在这两个端部中的每一个处都具有径向凸舌,这些凸舌分别标注为22a、22b、23a、23b、24a、24b。径向凸舌与隆起箔片的曲线形成预定的角度,使得当曲线遵循套筒10的内表面11的曲率时,凸舌可以径向延伸。凸舌相对于箔片曲线的该角度在例如95
°
的范围内。可以使用其它角度值,特别是在90
°
与110
°
之间的角度。
85.隆起箔片22、23、24的径向凸舌22a、22b、23a、23b、24a、24b自由地容纳在纵向凹口40、50、60中。
86.更具体地,隆起箔片22具有自由地容纳在凹口40中的第一径向凸舌22a和自由地容纳在凹口50中的第二径向凸舌22b。
87.隆起箔片23具有自由地容纳在凹口50中的第一径向凸舌23a和自由地容纳在凹口60中的第二径向凸舌23b。
88.隆起箔片24具有自由地容纳在凹口60中的第一径向凸舌24a和自由地容纳在凹口40中的第二径向凸舌24b。
89.顶部衬里也由三个金属箔片32、33、34形成。应该指出的是,根据其它实施例,顶部衬里可以由单个金属箔片形成,或者如果隆起衬里由三个隆起箔片形成,则顶部衬里可以由两个箔片形成。仅有的生产约束是顶部箔片的数量必须小于或等于隆起箔片的数量,并且隆起箔片的数量必须小于或等于形成在套筒10中的纵向凹口的数量。
90.每个顶部箔片32、33、34由弯曲的金属箔片形成,使得该曲线与相对的隆起箔片的曲线形状相匹配,这进而与套筒10的内表面11的形状相匹配。每个顶部箔片在这两端的每个端部处都具有径向凸舌,这些凸舌分别标注为32a、32b、33a、33b、34a、34b。径向凸舌与顶部箔片的曲线形成预定的角度,使得当曲线遵循相对的隆起箔片的曲线的曲率时,凸舌可以径向延伸。凸舌相对于箔片曲线的该角度在例如95
°
的范围内。可以使用其它角度值,特别是在90
°
与110
°
之间的角度。
91.顶部箔片32、33、34的径向凸舌32a、32b、33a、33b、34a、34b自由地容纳在纵向凹口
40、50、60中。
92.更具体地,顶部箔片32具有自由地容纳在凹口40中的第一径向凸舌32a和自由地容纳在凹口50中的第二径向凸舌32b。
93.隆起箔片33具有自由地容纳在凹口50中的第一径向凸舌33a和自由地容纳在凹口60中的第二径向凸舌33b。
94.隆起箔片34具有自由地容纳在凹口60中的第一径向凸舌34a和自由地容纳在凹口40中的第二径向凸舌34b。
95.图2至图7示出了本发明的其它实施例,其中衬里仅具有单个纵向凹口。
96.在下文中,结合图2至图7,使用与结合图1的纵向凹口40使用的那些相同的附图标记以便促进理解,应当理解的是,这些是与图1不同的实施例。此外,在图2至图7的实施例中,隆起衬里由单个隆起箔片24形成,顶部衬里30由单个顶部箔片34形成。
97.图2、图4和图6的实施例之间的主要区别是纵向凹口40的连接表面41a、41b的形状。
98.特别而言,纵向凹口40在其开口42的两侧上包括方位角间隙43a、43b和用于连接到圆柱形套筒10的内表面11的表面41a、41b。
99.该纵向凹口40优选相对于纵向平面对称。此外,每个连接表面41a、41b被构造成使得其形成纵向区段44a、44b,其配置在方位角间隙43a、43b与开口42之间,以形成隆起箔片的容纳在凹口40中的径向凸舌的点状方位角止挡。点状方位角止挡是防止径向凸舌在方位角方向上(也就是说在垂直于纵向方向和径向方向的方向上)移动的止挡。此外,该纵向方位角止挡是点状的,也就是说,其位于连接表面的纵向轴线上。当径向凸舌容纳在凹口40中时,凸舌的端部可以自由延伸到方位角间隙中。
100.因此,根据图2、4和6中示出的实施例,以及它们在图3、5和7中的细节,径向凸舌24b在方位角上抵靠连接表面41b的区段44b。
101.当然,当轴在另一旋转方向上转动时,是隆起箔片的径向凸舌24a在方位角上抵靠纵向凹口40的连接表面41a的区段44a。
102.在图2和图3中,连接表面是圆形的,使得形成点状方位角止挡的区段44a、44b是形成连接表面的圆形表面的母线。
103.在图4、5、6和7中,形成点状方位角止挡的区段44a、44b是脊。每个脊可以由两个表面形成,这两个表面在其间形成角度α,其处于90
°
范围内,如图4和图5中那样,或者处于120
°
范围内,如图6和图7中那样。当然,其它角度也是可能的,这不会使本发明的目的受到质疑。
104.根据附图的实施例(如图5中更准确示出的),纵向凹口40具有宽度le,其通过比例系数k1(其例如设定为0.8)小于将隆起衬里的突起21分隔开的距离db,并且通过比例系数k2(其例如设定为1.2)大于容纳在凹口40中的顶部箔片和隆起箔片的径向凸舌的厚度之和。
105.此外,根据附图的实施例,将容纳在凹口40中的径向顶部凸舌34a、34b分隔开的距离d3通过比例系数k3(其例如设定为8)小于它们的厚度,并且通过比例系数k4(其例如设定为3)大于它们的厚度。
106.另外,根据附图的实施例,将容纳在凹口40中的径向顶部凸舌34a和容纳在该凹口
中的径向隆起凸舌24a分隔开的距离d1通过比例系数k5(其例如设定为8)小于容纳在凹口40中的径向顶部凸舌34a的厚度,并且通过比例系数k6(其例如设定为3)大于容纳在该凹口40中的径向顶部凸舌34a的厚度。
107.最后,根据本发明的装置有利地包括径向游隙jr,其通过比例系数k7(其例如设定为0)大于顶部箔片的厚度,并且通过比例系数k8(其例如设定为1.5)小于顶部箔片的厚度。
108.换句话说,如图5中显示,一旦轴70容纳在本发明的轴承中,径向游隙优选介于顶部箔片厚度的0与1.5倍之间。
109.轴70和箔片之间的径向游隙由尺寸链产生,该尺寸链将轴70的直径、套筒10的内部直径、隆起箔片的突起21的高度和箔片的厚度纳入考量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1