一种轴承套及其生产方法与流程
1.本发明涉及驱动轴装置生产技术领域,特别涉及一种轴承套及其生产方法。
背景技术:
2.食物处理机、果汁机和搅拌机等为了避免刀座在高速运作时,搅拌杯内的液体会沿着运转中刀座缝隙而流入马达基座,最终造成马达基座的损坏,如中国台湾新型专利m381361揭露一种果汁机刀座的防漏装置,其利用防漏轴套来避免搅拌杯内的液体沿着刀轴流入马达基座,滚珠轴承内会注入润滑油,以使刀轴能顺畅转动,但为了避免滚珠轴承内的润滑油外漏,因此一般刀座会在滚珠轴承上端增设一油封,以避免润滑油外漏而缩短刀座的使用寿命。但清洗搅拌杯时,搅拌杯除了清洗内部外也会被倒置清洗搅拌杯的底部,这样水会直接冲洗刀座的底部,因此水有可能会从刀座的底部流入刀座内,如此,水将挤压滚珠轴承内的润滑液,而使润滑液外漏,最终会影响刀轴运转得顺畅度,而且现有搅拌杯杯座大都是塑料的,杯座通过轴承安装刀组件,由于塑料易磨损性,搅拌杯长时间工作后,轴承处会出现溶胶。并且,在安装刀组件时,需要额外添加轴承套,导致结构复杂,也增加了成本。
技术实现要素:
3.本发明要解决的技术问题是提供一种
4.为了解决上述技术问题,本发明的技术方案为:
5.一种轴承套,包括轴套盖限位槽、轴套盖包覆头和轴承孔,所述轴套盖限位槽、轴套盖包覆头和轴承孔从外到内依次设置。
6.进一步,所述轴承套的材质均为耐高温pps或陶瓷。
7.一种生产轴承套的方法,所述方法步骤如下:
8.④
将原料耐高温pps或陶瓷装入喂料机,并进一步引入挤出机中,通过加热、塑化并挤出得到原料到相应的轴承套模具中;
9.⑤
喂料机温度为200-300℃,挤出机螺杆温度为200-300℃,挤出机塑化段温度为 220-250℃,挤出机挤出段温度为220-250℃,挤出机机头温度为220-250℃,挤出机口模温度为220-250℃;
10.⑥
将所挤出的轴承套模具分段逐步冷却后,得到成品橡胶成型用空心芯轴。
11.进一步,所述轴套盖限位槽顶端包覆设有轴套。
12.进一步,所述轴承孔内设置有轴承。
13.进一步,所述分段逐步冷却为两段冷却,第一段冷却的温度25-75℃,第二段冷却温度为10-25℃,所述冷却为水冷却、空气冷却以及喷淋冷却中的一种或其组合,所述冷却均包含两个串联冷却槽,其中第一冷却槽包含15个依次串联的冷却单元,所述冷却单元温度依次逐渐由75℃均匀降低至25℃;第二冷却槽包含3个冷却单元,所述冷却单元温度为10℃。
14.本发明的有益效果:
15.本发明通过分段逐步冷却为两段冷却,第一段冷却的温度25-75℃,第二段冷却温度为 10-25℃,所述冷却为水冷却、空气冷却以及喷淋冷却中的一种或其组合,所述冷却均包含两个串联冷却槽,其中第一冷却槽包含15个依次串联的冷却单元,所述冷却单元温度依次逐渐由75℃均匀降低至25℃;第二冷却槽包含3个冷却单元,所述冷却单元温度为10℃和通过所述轴套盖限位槽顶端包覆设有轴套等,为用户提供了一种结构简便、应用小家电搅拌轴芯领域广和质量优秀的轴承套及其生产方法。
附图说明
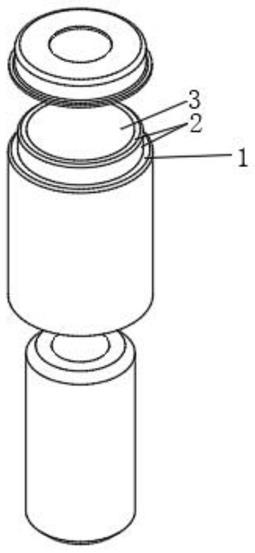
16.图1为本发明中轴承套的结构示意图之一;
17.图2为本发明中轴承套的剖视图;
18.图3为本发明中轴承套的结构示意图之二;
19.图4为本发明中的流程示意图。
具体实施方式
20.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
21.根据图1-图4所示:
22.一种轴承套,包括轴套盖限位槽1、轴套盖包覆头2和轴承孔3,所述轴套盖限位槽1、轴套盖包覆头2和轴承孔3从外到内依次设置。
23.因为所述轴承套的材质均为耐高温pps或陶瓷,所述pps或陶瓷的原料价格均比以往轴芯使用的轴承价格便宜,并且不用打润滑油,能避免在外部刀具旋转使用时,出现润滑油渗透的现象,影响搅拌物品的质量,所述的耐高温pps是是一种新型高性能热塑性树脂,具有机械强度高、耐高温、耐化学药品性、难燃、热稳定性好、电性能优良等优点,所以当用户使用带有pps材质的轴承套时,能防止刀具高速运转时,使得轴承套出现热融化的现象,从而影响本发明的正常使用,所述陶瓷具有高韧性、高抗弯强度和高耐磨性,优异的隔热性能, 热膨胀系数接近于钢等优点,所以当用户使用带有陶瓷材质的轴承套时,能防止刀具高速运转时,使得轴承套出现热融化的现象,从而影响本发明的正常使用。
24.一种生产轴承套的方法,所述方法步骤如下:
25.①
将原料耐高温pps或陶瓷装入喂料机,并进一步引入挤出机中,通过加热、塑化并挤出得到原料到相应的轴承套模具中;
26.②
喂料机温度为200-300℃,挤出机螺杆温度为200-300℃,挤出机塑化段温度为220-27.③
250℃,挤出机挤出段温度为220-250℃,挤出机机头温度为220-250℃,挤出机口模温度为220-250℃;
28.④
将所挤出的轴承套模具逐步冷却后,得到成品橡胶成型用空心芯轴;
29.⑤
所述分段逐步冷却为两段冷却;
30.⑥
所述冷却为水冷却、空气冷却以及喷淋冷却中的一种或其组合;
31.⑦
其中,第一段冷却的温度30-90℃,第二段冷却温度为20-30℃;
32.⑧
所述挤出采用挤出机进行,所述冷却采用冷却装置进行;
33.⑨
所述冷却装置包含两个串联冷却槽,其中第一冷却槽包含10个依次串联的冷却单元,
34.⑩
所述冷却单元温度依次逐渐由90℃均匀降低至30℃;第二冷却槽包含1个冷却单元,所述冷却单元温度为20℃。
35.所述轴套盖限位槽1顶端包覆设有轴套,并且所述轴套材质为304不锈钢,所以当用户使用本发明时,能使得轴套的牢固卡嵌,在配合外部刀具使用时,能防止外部的液体渗透进本发明内,并且通过pps或陶瓷材质的轴承套和304不锈钢轴套的使用, 304不锈钢中常见的一种材质,为此用户能实现轴盖套和轴套的批量化自动生产,以小成本的付出就能实现轴承套的密封搅拌的要求。
36.所述轴承孔3内设置有轴承,所以当用户使用本发明时,在配合外部刀具使用时,能使得搅拌转动更加顺畅高效。
37.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
技术特征:
1.一种轴承套,其特征在于,包括轴套盖限位槽、轴套盖包覆头和轴承孔,所述轴套盖限位槽、轴套盖包覆头和轴承孔从外到内依次设置。2.根据权利要求1所述的轴承套,其特征在于,所述轴承套的材质均为耐高温pps或陶瓷。3.一种生产轴承套的方法,其特征在于,所述方法步骤如下:
①
将原料耐高温pps或陶瓷装入喂料机,并进一步引入挤出机中,通过加热、塑化并挤出得到原料到相应的轴承套模具中;
②
喂料机温度为200-300℃,挤出机螺杆温度为200-300℃,挤出机塑化段温度为220-250℃,挤出机挤出段温度为220-250℃,挤出机机头温度为220-250℃,挤出机口模温度为220-250℃;
③
将所挤出的轴承套模具分段逐步冷却后,得到成品橡胶成型用空心芯轴。4.根据权利要求1所述的轴承套,其特征在于,所述轴套盖限位槽顶端包覆设有轴套,所述轴套为304不锈钢。5.根据权利要求1所述的轴承套,其特征在于,所述轴承孔内设置有轴承。6.根据权利要求3所述的轴承套,其特征在于,所述分段逐步冷却为两段冷却,第一段冷却的温度25-75℃,第二段冷却温度为10-25℃,所述冷却为水冷却、空气冷却以及喷淋冷却中的一种或其组合,所述冷却均包含两个串联冷却槽,其中第一冷却槽包含15个依次串联的冷却单元,所述冷却单元温度依次逐渐由75℃均匀降低至25℃;第二冷却槽包含3个冷却单元,所述冷却单元温度为10℃。
技术总结
本发明公开了一种轴承套及其生产方法,涉及驱动轴装置生产技术领域,包括轴套盖限位槽、轴套盖包覆头和轴承孔,所述轴套盖限位槽、轴套盖包覆头和轴承孔从外到内依次设置。本发明通过分段逐步冷却为两段冷却,第一段冷却的温度25-75℃,第二段冷却温度为10-25℃,所述冷却为水冷却、空气冷却以及喷淋冷却中的一种或其组合,所述冷却均包含两个串联冷却槽,其中第一冷却槽包含15个依次串联的冷却单元,所述冷却单元温度依次逐渐由75℃均匀降低至25℃;第二冷却槽包含3个冷却单元,所述冷却单元温度为10℃和通过所述轴套盖限位槽顶端包覆设有轴套等,为用户提供了一种结构简便、应用小家电搅拌轴芯领域广和质量优秀的轴承套及其生产方法。其生产方法。其生产方法。
技术研发人员:陈梦华 梁勤裕 黄永燊
受保护的技术使用者:江门市蓬江区长旺电器有限公司
技术研发日:2020.11.30
技术公布日:2022/1/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1