一种管梁安装螺母结构的制作方法
1.本实用新型属于汽车管梁技术领域,具体涉及一种管梁安装螺母结构。
背景技术:
2.现有管梁安装螺母主要包括两大类:一类是传统焊接螺母,如图1所示,包括管梁1和焊接螺母21,焊接螺母21需开焊结过孔10,对管梁1结构破坏较大。另一类是铆接螺母,包括两种类型:一种是拉铆螺母22,如图2所示,包括管梁1和拉铆螺母22,但是铆接后管梁表面有凸台,零件安装面与管梁接触面积小,需对零件进行安装限位防滑;另一种是短压铆螺母23,如图3所示,包括管梁1和短压铆螺母23,压铆螺母23需要为压铆机的压头开过孔10,对管梁结构破坏较大。
3.现有管梁安装螺母技术,管梁表面有凸台安装不稳,容易造成零件位移,或者对管梁结构破坏较大,需用更厚的管梁达到需要的结构要求,增加车辆重量。
技术实现要素:
4.本实用新型的目的是提供一种管梁安装螺母结构,以解决现有管梁安装螺母容易造成零件安装位移、对管梁结构破坏较大的技术问题。
5.为解决上述技术问题,本实用新型采用以下技术方案,一种管梁安装螺母结构,其特征是,包括管梁、管梁上设置的压铆螺母;
6.所述管梁的顶板上设置第一压铆孔,管梁的底板上设置第二压铆孔;
7.所述压铆螺母为台阶结构,包括自上而下依次设置的第一扁圆柱部、第二扁圆柱部、第三圆柱部,第三圆柱部与管梁的第一压铆孔铆接,第二扁圆柱部与管梁的第二压铆孔铆接,第一扁圆柱部与管梁底板相对面贴合。
8.采用上述技术方案,具有以下有益效果:
9.第一,该压铆螺母所开第二压铆孔较小,且压铆螺母铆接后对管梁该处起到支撑作用,对管梁结构影响很小,同时对管梁结构强度不造成破坏,保证了管梁安装面的平整,使管梁能在更合适的壁厚保证结构性能,减轻车辆重量。
10.第二,本实用新型在管梁顶板上设置第一压铆孔,第一压铆孔中设置压铆螺母,保证管梁安装表面平整。
11.为解决第三圆柱部与第一压铆孔、第二扁圆柱部与第二压铆孔都能够铆接的技术问题,本实用新型采用以下技术方案,所述第二压铆孔的直径大于第一压铆孔的直径;第一扁圆柱部的外径大于第二扁圆柱部外径,第二扁圆柱部外径大于第三圆柱部的外径。
12.采用上述技术方案,具有以下有益效果:上部小压铆孔对应压铆螺母前端小径,下部大压铆孔对应压铆螺母中部大径,确保压铆螺母第三圆柱部前端顺利通过第一压铆孔到达第一铆接孔正下方,此时,压铆螺母第二压铆孔的正下方,通过压铆机将压铆螺母与管梁铆接。
13.为解决管梁安装表面平整度的技术问题,本实用新型采用以下技术方案,所述第
三圆柱部与管梁顶板顶面平齐设置,保证管梁安装表面平整。
14.为解决压铆螺母第二扁圆柱部与第二压铆孔铆接牢固的技术问题,本实用新型采用以下技术方案,所述第二扁圆柱部外圆周面上加工压花齿,压铆螺母的压花齿的外径大于第二压铆孔的外径,保证压铆螺母第二扁圆柱部与第二压铆孔铆接牢靠。
15.为解决压铆螺母第三圆柱部与第一压铆孔铆接牢固的技术问题,本实用新型采用以下技术方案,所述第三圆柱部末端与第一压铆孔相配合的外圆周面上加工压花齿,第三圆柱部末端的压花齿的外径大于第一压铆孔的外径,保证压铆螺母第三圆柱部与第一压铆孔铆接牢靠。
16.为解决压铆螺母被拉脱的技术问题,本实用新型采用以下技术方案,所述第一扁圆柱部的外径大于第二压铆孔的外径,使得第一扁圆柱部被阻挡在管梁底板外,防止压铆螺母被拉脱。
附图说明
17.图1是现有管梁安装螺母(传统焊接螺母)的结构示意图;
18.图2是现有管梁安装螺母(铆接螺母)的结构示意图;
19.图3是现有管梁安装螺母(短压铆螺母)的结构示意图;
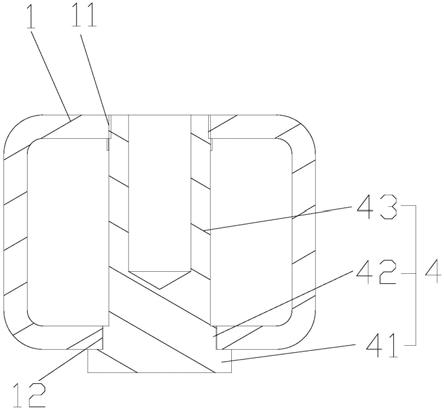
20.图4是本实用新型管梁安装螺母结构的结构示意图;
21.图5是本实用新型管梁安装螺母结构的压铆螺母的结构示意图。
具体实施方式
22.如图4、5所示,一种管梁安装螺母结构,包括管梁1、管梁上设置的压铆螺母4。
23.管梁1的顶板上设置第一压铆孔11,管梁1的底板上设置第二压铆孔12。
24.压铆螺母4为台阶结构,包括自上而下依次设置的第一扁圆柱部41、第二扁圆柱部42、第三圆柱部43,第三圆柱部4与管梁的第一压铆孔11铆接,第二扁圆柱部42与管梁的第二压铆孔12铆接,第一扁圆柱部41用于支撑管梁1底板。
25.第二压铆孔12的直径大于第一压铆孔11的直径;第一扁圆柱部41的外径大于第二扁圆柱部42外径,第二扁圆柱部42外径大于第三圆柱部43的外径。第一扁圆柱部41的外径大于第二压铆孔12的外径,使得第一扁圆柱部被阻挡在管梁底板外,防止压铆螺母被拉脱。
26.第三圆柱部43与管梁1顶板顶面平齐设置。
27.第二扁圆柱部42外圆周面上加工压花齿421。
28.第三圆柱部43末端与第一压铆孔11相配合的外圆周面上加工压花齿431。
29.第一扁圆柱部41与管梁1底板相对面相贴合。
30.压铆螺母4的大小长度可根据管梁需求调整。压铆螺母4外形可根据压铆过孔调整。
31.该压铆螺母所开第二压铆孔较小,且压铆螺母铆接后对管梁该处起到支撑作用,对管梁结构影响很小,同时对管梁结构强度不造成破坏,保证了管梁安装面的平整,使管梁能在更合适的壁厚保证结构性能,减轻车辆重量。
32.本实用新型在管梁顶板上设置第一压铆孔,第一压铆孔中设置压铆螺母,保证管梁安装表面平整。
33.一种管梁安装螺母结构的制造方法:在管梁顶板上开第一压铆孔,在管梁底板上开第二压铆孔,通过压铆机将压铆螺母与管梁铆接。
技术特征:
1.一种管梁安装螺母结构,其特征是,包括管梁、管梁上设置的压铆螺母;所述管梁的顶板上设置第一压铆孔,管梁的底板上设置第二压铆孔;所述压铆螺母为台阶结构,包括自上而下依次设置的第一扁圆柱部、第二扁圆柱部、第三圆柱部,第三圆柱部与管梁的第一压铆孔铆接,第二扁圆柱部与管梁的第二压铆孔铆接,第一扁圆柱部与管梁底板相对面贴合。2.根据权利要求1所述的管梁安装螺母结构,其特征是,所述第二压铆孔的直径大于第一压铆孔的直径;第一扁圆柱部的外径大于第二扁圆柱部外径,第二扁圆柱部外径大于第三圆柱部的外径。3.根据权利要求1所述的管梁安装螺母结构,其特征是,所述第三圆柱部与管梁顶板顶面平齐设置。4.根据权利要求1所述的管梁安装螺母结构,其特征是,所述第二扁圆柱部外圆周面上加工压花齿。5.根据权利要求1所述的管梁安装螺母结构,其特征是,所述第三圆柱部末端与第一压铆孔相配合的外圆周面上加工压花齿。6.根据权利要求1所述的管梁安装螺母结构,其特征是,所述第一扁圆柱部的外径大于第二压铆孔的外径。
技术总结
本实用新型属于汽车管梁技术领域,具体涉及一种管梁安装螺母结构,其特征是,包括管梁、管梁上设置的压铆螺母;所述管梁的顶板上设置第一压铆孔,管梁的底板上设置第二压铆孔;所述压铆螺母为台阶结构,包括自上而下依次设置的第一扁圆柱部、第二扁圆柱部、第三圆柱部,第三圆柱部与管梁的第一压铆孔铆接,第二扁圆柱部与管梁的第二压铆孔铆接,第一扁圆柱部与管梁底板相对面贴合。本实用新型用以解决容易造成零件位移,或者对管梁破坏较大技术问题。或者对管梁破坏较大技术问题。或者对管梁破坏较大技术问题。
技术研发人员:陶恩树 黄开建
受保护的技术使用者:恩永(扬州)汽车科技有限公司
技术研发日:2020.12.09
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1