一种汽车零部件粘接用定位设备的制作方法
1.本实用新型涉及汽车零部件生产加工技术领域,特别是指一种汽车零部件粘接用定位设备。
背景技术:
2.汽车零部件有很多需要胶水粘接连接,采用涂胶方式粘接,现有的涂胶方式主要为人工涂胶,这样涂胶量不准确,涂胶位置不准确,使得涂胶质量降低,影响后期的使用效果。
技术实现要素:
3.针对上述背景技术中的不足,本实用新型提出一种汽车零部件粘接用定位设备,解决了现有技术中汽车零部件粘接用定位不准确,粘接效果不佳的问题。
4.本实用新型的技术方案是这样实现的:一种汽车零部件粘接用定位设备,包括机架,所述机架上部转动设有支撑臂,支撑臂通过摆动油缸与机架相连接,支撑臂上设有浮动压盘,浮动压盘通过升降油缸与支撑臂相连接;所述机架的下部设有定位架,定位架的外圆周上设有定位夹板。
5.所述浮动压盘包括安装座,安装座内设有浮动腔,浮动腔内设有浮动柱,浮动柱通过盖板连接在安装座上,浮动柱的顶部设有弹簧,弹簧位于浮动腔内,浮动柱的下部伸出盖板,且浮动柱的下部设有压板。
6.所述压板的下端面上设有插槽,插槽内卡接有弹性压块。所述盖板上设有出气接头,出气接头通过管道与外部气源相连接。
7.所述定位架包括支撑柱和定位板座,定位板座固定在支撑柱上部,定位板座的上表面上设有螺纹孔,螺纹孔内设有螺柱,螺柱的顶端设有弹性垫块。
8.所述定位夹板沿定位板座外圆周均布。所述夹板包括l型板,l型板位于设置在定位板座的滑道内,l型板与定位板座之间设有拉紧弹簧。
9.所述l型板的上表面上设有刻度,l型板的外端部设有弹性卡块。
10.本实用新型在升降油缸的作用下,浮动压盘上下运动,对定位架上的工件进行压固,l型板对工件进行径向压紧,然后配合浮动压盘进行轴向压紧,使工件处于精确贴紧位置,然后用胶水粘接,提高粘接精度。盖板上设有出气接头,对粘接工件进行吹风,加快空气流通,提高粘接效率。本实用新型结构简单,设计巧妙,对工件进行快速精确定位和快速粘接,大大提高汽车零部件生产效率,具有较高的推广价值。
附图说明
11.为了更清楚地说明本实用新型实施例,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附
图。
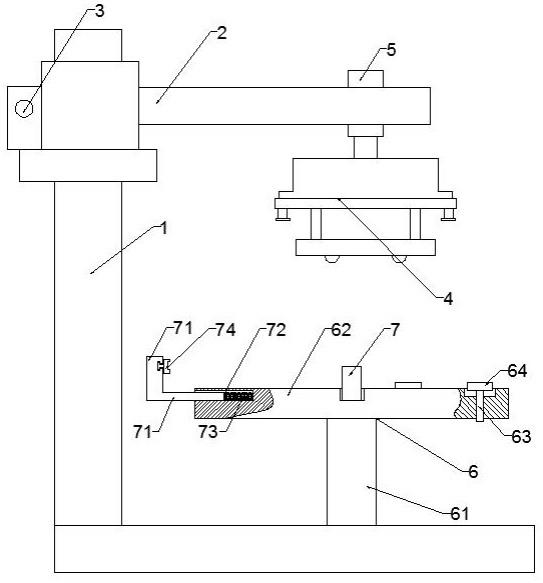
12.图1为本实用新型整体结构示意图。
13.图2为本实用新型浮动压盘结构示意图。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.如图1所示,实施例1,一种汽车零部件粘接用定位设备,包括机架1,所述机架1上部转动设有支撑臂2,支撑臂通过转轴转动连接在机架上,支撑臂2通过摆动油缸3与机架1相连接,在摆动油缸的作用下,支撑臂相对机架转动,用于角度和位置的调节。支撑臂2上设有浮动压盘4,浮动压盘4通过升降油缸5与支撑臂2相连接,在升降油缸的作用下,浮动压盘上下运动,对定位架上的工件进行压固,实现稳定快速粘接。所述机架2的下部设有用于支撑工件的定位架6,定位架6的外圆周上设有定位夹板7,定位夹板用于对定位架上的工件进行夹紧固定,防止粘接过程出现位置滑移,确保粘接精度。
16.进一步,如图2所示,所述浮动压盘4包括安装座41,安装座41内设有浮动腔42,浮动腔42内设有浮动柱43,浮动柱能在浮动腔内上下浮动,浮动柱43通过盖板44连接在安装座41上,浮动柱穿过盖板,浮动柱43的顶部设有弹簧45,弹簧45位于浮动腔42内,在弹簧的作用下,浮动柱相对安装座上下浮动,浮动柱43的下部伸出盖板44,且浮动柱43的下部设有压板46。使用时,升降油缸带动安装座向下运动,压板缓慢压紧在位于定位架的工件上,进行压固,使工件处于固定粘接状态,实现精确高效粘接。
17.优选地,所述压板46的下端面上设有插槽,插槽内卡接有弹性压块47,插槽的数量根据工件的压接位点进行设置,避免对工件造成损伤。所述盖板44上设有出气接头48,出气接头48通过管道与外部气源相连接,气源可采用风机,对粘接工件进行吹风,加快空气流通,提高粘接效率。
18.实施例2,一种汽车零部件粘接用定位设备,所述定位架6包括支撑柱61和定位板座62,支撑柱固定在机架上,定位板座62固定在支撑柱61上部,定位板座62的上表面上设有螺纹孔,螺纹孔内设有螺柱63,螺柱63的顶端设有弹性垫块64。弹性垫块为筒型结构,便于对螺柱的转动,进而调节弹性垫块伸出定位板座的高度,调节工件的放置角度和高度,实现灵活、精度定位。
19.进一步,所述定位夹板7沿定位板座62外圆周均布,数量至少设为两个。所述夹板7包括l型板71,l型板71位于设置在定位板座62的滑道72内且能沿滑道滑动,l型板71与定位板座62之间设有拉紧弹簧73。在拉紧弹簧的作用下,l型板对工件进行径向压紧,然后配合浮动压盘进行轴向压紧,使工件处于精确贴紧位置,然后用胶水粘接,提高粘接效率。所述l型板71的上表面上设有刻度,用于显示工件位置,l型板71的外端部设有弹性卡块74,弹性卡块74防止对工件造成损伤。
20.其他结构与实施例1相同。
21.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本
实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种汽车零部件粘接用定位设备,包括机架(1),其特征在于:所述机架(1)上部转动设有支撑臂(2),支撑臂(2)通过摆动油缸(3)与机架(1)相连接,支撑臂(2)上设有浮动压盘(4),浮动压盘(4)通过升降油缸(5)与支撑臂(2)相连接;所述机架(2)的下部设有定位架(6),定位架(6)的外圆周上设有定位夹板(7)。2.根据权利要求1所述的汽车零部件粘接用定位设备,其特征在于:所述浮动压盘(4)包括安装座(41),安装座(41)内设有浮动腔(42),浮动腔(42)内设有浮动柱(43),浮动柱(43)通过盖板(44)连接在安装座(41)上,浮动柱(43)的顶部设有弹簧(45),弹簧(45)位于浮动腔(42)内,浮动柱(43)的下部伸出盖板(44),且浮动柱(43)的下部设有压板(46)。3.根据权利要求2所述的汽车零部件粘接用定位设备,其特征在于:所述压板(46)的下端面上设有插槽,插槽内卡接有弹性压块(47)。4.根据权利要求3所述的汽车零部件粘接用定位设备,其特征在于:所述盖板(44)上设有出气接头(48),出气接头(48)通过管道与外部气源相连接。5.根据权利要求1~4任一项所述的汽车零部件粘接用定位设备,其特征在于:所述定位架(6)包括支撑柱(61)和定位板座(62),定位板座(62)固定在支撑柱(61)上部,定位板座(62)的上表面上设有螺纹孔,螺纹孔内设有螺柱(63),螺柱(63)的顶端设有弹性垫块(64)。6.根据权利要求5所述的汽车零部件粘接用定位设备,其特征在于:所述定位夹板(7)沿定位板座(62)外圆周均布。7.根据权利要求6所述的汽车零部件粘接用定位设备,其特征在于:所述夹板(7)包括l型板(71),l型板(71)位于设置在定位板座(62)的滑道(72)内,l型板(71)与定位板座(62)之间设有拉紧弹簧(73)。8.根据权利要求7所述的汽车零部件粘接用定位设备,其特征在于:所述l型板(71)的上表面上设有刻度,l型板(71)的外端部设有弹性卡块(74)。
技术总结
本实用新型公开了一种汽车零部件粘接用定位设备,解决了现有技术中汽车零部件粘接用定位不准确,粘接效果不佳的问题。本实用新型包括机架,所述机架上部转动设有支撑臂,支撑臂通过摆动油缸与机架相连接,支撑臂上设有浮动压盘,浮动压盘通过升降油缸与支撑臂相连接;所述机架的下部设有定位架,定位架的外圆周上设有定位夹板。本实用新型在升降油缸的作用下,浮动压盘上下运动,对定位架上的工件进行压固,L型板对工件进行径向压紧,然后配合浮动压盘进行轴向压紧,使工件处于精确贴紧位置,然后用胶水粘接,提高粘接精度。盖板上设有出气接头,对粘接工件进行吹风,加快空气流通,提高粘接效率。提高粘接效率。提高粘接效率。
技术研发人员:董明辉 古一佟
受保护的技术使用者:郑州卓达汽车零部件制造有限公司
技术研发日:2021.03.31
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1