罐和罐的制造方法与流程
1.本公开涉及罐和罐的制造方法。
背景技术:
2.作为用于储藏流体的罐,公知有以下罐,上述罐具备:衬里,形成储藏流体的空间;加强层,配置于衬里之上并由cfrp(carbon fiber reinforced plastics:碳纤维强化树脂)形成;以及保护层,配置于加强层之上并由gfrp(glass fiber reinforced plastics:玻璃纤维强化树脂)形成。在日本特开2019-219025中,作为上述保护层,形成以下层,上述层具有:螺旋层,由螺旋缠绕的玻璃纤维形成;和环形层,形成于上述的螺旋层上,由环形缠绕的玻璃纤维形成。
3.在由老化等导致在气体填充时在保护层表面产生多个裂痕并分别朝向内部伸展的情况下,可能产生保护层的卷起。例如,在具备具有日本特开2019-219025的结构的保护层的罐中,各裂痕的延伸在由玻璃纤维形成的环形层与螺旋层的边界处停止,从而可能以各裂痕的前端为起点发生层间剥离。gfrp与cfrp比较,容易发生应力腐蚀破裂,因此存在上述的破裂与上述的层间剥离相互作用而保护层卷起的情况。因此,期望当在保护层表面产生了裂痕的情况下能够抑制保护层中的卷起的产生的技术。
技术实现要素:
4.本公开能够作为以下的方式来实现。
5.根据本公开的一个方式,提供罐。该罐具备:衬里,具有圆筒部和配置于上述圆筒部的两端的圆顶部;加强层,配置于上述衬里之上,由cfrp形成,上述加强层具有包含碳纤维而构成的螺旋层和第1环形层,第1环形层与上述螺旋层的外表面接触并包含碳纤维而构成,并且构成上述加强层的最外层的第1环形层;以及保护层,配置于上述加强层中的位于上述圆筒部上的部分之上,由gfrp形成,具有与上述第1环形层接触并包含玻璃纤维而构成的第2环形层,而不具有包含玻璃纤维而构成的螺旋层。
6.根据该方式的罐,保护层不具有通过螺旋缠绕玻璃纤维而形成的螺旋层,另外,加强层的第1环形层和与第1环形层接触的保护层的第2环形层都通过环形缠绕而形成,因此使得在保护层表面产生的裂痕在第1环形层与第2环形层的边界、即保护层与加强层的边界处不会停止,而是能够促进其延伸至加强层中的第1环形层与螺旋层的边界。由此,能够抑制在保护层内产生以各裂痕的前端为起点的层间剥离,当在保护层表面产生了裂痕的情况下,能够在保护层抑制卷起的产生。另外,cfrp与gfrp相比,不易发生应力腐蚀破裂,因此即使当各裂痕的延伸直至加强层中的第1环形层与螺旋层的边界,并在上述的边界产生了层间剥离的情况下,也能够在加强层抑制卷起的产生。
7.(2)也可以构成为:在上述方式的罐的基础上,还具备覆盖上述加强层中的配置于上述圆顶部之上的部分的保护件。根据该方式的罐,不具有包含玻璃纤维而构成的螺旋层,因此与具有上述的螺旋层的结构相比,实现玻璃纤维的减少和缠绕时间的缩短化。
8.(3)也可以构成为:在上述方式的罐的基础上,上述加强层还具有位于比上述螺旋层靠内侧的位置并包含碳纤维而构成的第3环形层。根据该方式的罐,通过在周向应力较高的内侧具有第3环形层,能够提高罐强度。
9.本公开也能够通过罐以外的各种方式来实现。例如,能够通过搭载了罐的车辆、罐的制造方法等方式来实现。
10.以下参考附图,对本发明的示例性实施例的特征、优点、以及技术和工业意义进行描述,在附图中,相同的附图标记表示相同的元件
附图说明
11.图1是作为本公开的实施方式的罐的剖面示意图。
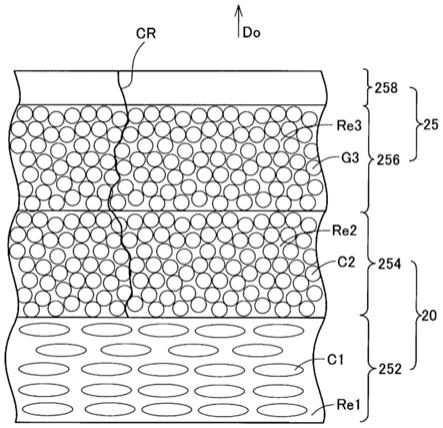
12.图2是配置于圆筒部上的加强层和保护层的剖面的放大图。
13.图3是表示罐的制造方法的工序图。
具体实施方式
14.a.实施方式:
15.a1.罐的整体结构:
16.图1是作为本公开的实施方式的罐100的剖面示意图。罐100是储藏流体的罐。在本实施方式中,罐100储藏压缩氢作为流体,例如搭载于作为氢罐搭载装置的燃料电池车辆。此外,图1和图2示意性地示出了本公开所涉及的罐100的各部的样子,因此图示的各部的尺寸并不表示具体的尺寸。
17.罐100具有罐圆筒部102、和一对罐圆顶部104作为其构成部分。罐圆筒部102具有大致圆筒状的形状。罐圆顶部104具有大致半球状的形状,该大致半球状的形状具有与罐圆筒部102的半径相同的半径。罐圆顶部104在罐圆筒部102的两端布置为它们的圆形的开口朝向罐圆筒部102侧。在图1中,用虚线表示罐圆筒部102与罐圆顶部104的边界。
18.罐100具备衬里10、加强层20、保护层25、接头30、接头40以及一对保护件50。
19.衬里10在罐100中构成最内侧的层。衬里10具有圆筒部12和圆顶部14。圆筒部12是罐圆筒部102的一部分。圆顶部14是罐圆顶部104的一部分,配置于圆筒部12的两端。衬里10例如能够由尼龙系树脂(聚酰胺系树脂)、聚乙烯系树脂等合成树脂、或铝合金等金属形成,在本实施方式中,由尼龙形成。衬里10具有以填充至衬里10的内部空间的氢等不向外部泄漏的方式隔断的性质(所谓的阻气性)。
20.接头30配置于衬里10中的与一对圆顶部14中的一方对应的部分的顶部。圆顶部14的“顶部”是指圆顶部14与罐100的中心轴ca的交点。接头30具有贯通孔。接头30的贯通孔将罐100的内部与外部连接。经由接头30,在罐100安装配管、阀。
21.接头40配置于衬里10中的与一对圆顶部14中的另一方对应的部分的顶部。接头30、40在形成加强层20和保护层25时也作为用于将衬里10向卷绕装置安装的安装部发挥功能。接头30、40例如通过嵌件模塑成型与衬里10接合。
22.保护件50覆盖后述的加强层20中的配置于圆顶部14之上的部分。通过湿气固化型粘合剂将上述的部分粘合。保护件50例如是聚氨酯材料,最厚部的厚度为30mm左右,平均外径为300mm左右。
23.加强层20形成为覆盖衬里10的外表面整体、和接头30的一部分及接头40的一部分。加强层20起到强化罐100的耐压性的功能。加强层20由作为环氧树脂与碳纤维的复合材料的cfrp(carbon fiber reinforced plastics:碳纤维强化树脂)构成。cfrp与后述的gfrp相比,不易产生应力腐蚀破裂。
24.加强层20中的位于圆筒部12上的部分被与上述的部分的外表面接触的保护层覆盖。另一方面,加强层20中的配置于圆顶部14上的部分被与上述的部分的外表面接触的保护件50覆盖。
25.加强层20中的碳纤维的直径小于之后说明的保护层25的玻璃纤维的直径。通过为这样的结构,在加强层20中,能够比保护层25的玻璃纤维密集地布置碳纤维。因此,与加强层20中的纤维的直径为保护层25的直径以上的形态相比,能够进一步强化罐100的耐压性。
26.保护层25配置于加强层20中的位于圆筒部12上的部分上。具体而言,保护层25与上述的部分中的最外层接触。保护层25由作为热固化性树脂与玻璃纤维的复合材料的gfrp(glass fiber reinforced plastics:玻璃纤维强化树脂)构成。其结果是,保护层25具备比加强层20高的耐冲击性。
27.图2是配置于圆筒部12上的加强层20和保护层25的剖面的放大图。在图1和图2中,用箭头do表示从罐100的中心轴ca朝向外侧的朝向。图2是用于对技术内容进行说明的说明图,并不准确地表示各部的尺寸。
28.加强层20具有螺旋层252和第1环形层254。螺旋层252和第1环形层254分别由cfrp构成。螺旋层252和第1环形层254分别包含的热固化性树脂是相同的环氧树脂。
29.螺旋层252形成于衬里10之上。在本实施方式中,螺旋层252形成为与衬里10接触来配置并包围衬里10。螺旋层252包括螺旋缠绕的碳纤维c1、和固定碳纤维c1的环氧树脂re1。“螺旋缠绕”是指以与相对于罐100的中心轴ca垂直的平面相交的朝向卷绕纤维的纤维的卷绕方法。
30.第1环形层254设置于加强层20中的位于圆筒部12上的部分。第1环形层254位于与螺旋层252的外表面接触的位置。第1环形层254构成加强层20的最外层。第1环形层254包括环形缠绕的碳纤维c2、和固定碳纤维c2的环氧树脂re2。“环形缠绕”是指以与相对于罐主体的中心轴ca垂直的平面大致平行的朝向卷绕纤维的、纤维的卷绕方法。
31.保护层25具有第2环形层256和树脂层258。第2环形层256由gfrp构成。第2环形层256包含的热固化性树脂是环氧树脂。
32.第2环形层256配置于保护层25中的位于圆筒部12上的部分。第2环形层256位于第1环形层254的外侧并且与第1环形层254接触的位置。第2环形层256包括环形缠绕的玻璃纤维g3、和固定玻璃纤维g3的环氧树脂re3。树脂层258位于与第2环形层256的外侧接触的位置。树脂层258是没有纤维的层,例如是通过内侧的第2环形层256中的环氧树脂re3向树脂层258移动而形成的层。
33.若重复气体的填充和释放,则可能产生图2所示那样的裂痕cr。裂痕cr是以保护层25的外表面为起点而产生并向内部延伸的裂痕,也被称为所谓的“横向裂缝”。向其内部的延伸不停止于保护层25与加强层20的边界。这是因为,对于保护层25的最内层和加强层20的最外层而言,纤维的卷绕方法都是相同的环形缠绕,并且纤维的卷绕角度都相互几乎相同。其结果是,抑制可能以裂痕cr的前端为起点发生的层间剥离,从而抑制保护层25中的卷
起。
34.裂痕cr突破保护层25与加强层20的边界而延伸至第1环形层254的内部。上述的第1环形层254的内部中的延伸在加强层20中的第1环形层254与螺旋层252的边界处停止。这是因为,在第1环形层254和螺旋层252中,因不同的纤维的卷绕方法而纤维的卷绕角度不同。其结果是,裂痕cr的前端位于第1环形层254与螺旋层252的边界,由此,可能以裂痕cr的前端为起点产生层间剥离。然而,即使在产生了上述的层间剥离的情况下,cfrp与gfrp相比,也不易发生应力腐蚀破裂,因此抑制在加强层20产生由层间剥离与应力腐蚀破裂相互作用而产生的卷起。
35.a2.罐的制造方法:
36.图3是表示罐100的制造方法的工序图。首先,准备安装了接头30和接头40的状态的衬里10(工序p10)。
37.在衬里10之上,由cfrp形成加强层20(工序p20)。上述的加强层形成工序p20包括工序p22和工序p24。
38.在工序p22中,通过在衬里10之上螺旋缠绕碳纤维而形成螺旋层252。更具体而言,通过卷绕装置,将浸入了环氧树脂re1的碳纤维c1以螺旋缠绕卷绕于衬里10之上。此时,将碳纤维c1卷绕于圆筒部12和圆顶部14之上(参照图1)。其结果是,在圆筒部12和圆顶部14形成螺旋层252。此外,在工序p22的阶段,螺旋层252所包含的环氧树脂re1未固化。
39.在工序p24中,通过与位于圆筒部12上的螺旋层252的外表面接触来环形缠绕碳纤维,从而形成成为加强层20的最外层的第1环形层254。更具体而言,通过卷绕装置,将浸入了环氧树脂re2的碳纤维c2以环形缠绕卷绕于螺旋层252之上。其结果是,在圆筒部12形成第1环形层254。此外,在工序p24的阶段,第1环形层254所包含的环氧树脂re2未固化。
40.在加强层20中的位于圆筒部12上的部分之上形成保护层25(工序p30)。在上述的保护层形成工序p30中,通过与第1环形层254接触来环形缠绕玻璃纤维,从而形成第2环形层256。更具体而言,通过卷绕装置,将浸入了环氧树脂re3的玻璃纤维卷绕于第1环形层254之上,由此形成保护层25。此外,在工序p30的阶段中,保护层25所包含的环氧树脂re3未固化。
41.将加强层20和保护层25所包含的环氧树脂加热来使加强层20和保护层25所包含的环氧树脂固化(工序p40)。树脂的固化例如能够通过使用了加热炉的加热、使用了引起高频感应加热的感应加热线圈的感应加热手法来进行。在加强层20中的配置于圆顶部14上的部分组装保护件50(工序p50),罐100完成。
42.根据以上说明的本实施方式的罐100,加强层20的第1环形层254和与第1环形层254接触的保护层25的第2环形层256都通过环形缠绕形成。因此,使得在保护层25的表面产生的裂痕cr在第1环形层254与第2环形层256的边界、即加强层20中的最外层与保护层25中的最内层的边界处不会停止,而是能够促进其延伸至加强层20中的第1环形层254与螺旋层252的边界。由此,能够抑制在保护层25产生以裂痕cr的前端为起点的层间剥离,当在保护层25的表面产生了裂痕的情况下,能够抑制在保护层25产生卷起。另外,cfrp与gfrp相比,不易发生应力腐蚀破裂,因此即使当裂痕cr的延伸直至加强层20中的第1环形层254与螺旋层252的边界,并在上述边界产生层间剥离的情况下,也能够抑制在加强层20产生卷起。由此,当在保护层25的表面产生了裂痕的情况下,能够抑制在保护层25和加强层20产生卷起。
43.另外,本实施方式的罐100具备覆盖加强层20中的配置于圆顶部14上的部分的保护件50,而不具有包括玻璃纤维而构成的螺旋层。因此,与具有上述的螺旋层的结构相比,能够实现玻璃纤维的减少和缠绕时间的缩短化。
44.b.其他的实施方式:
45.(b1)在上述实施方式的罐100中,加强层20中的最内层是螺旋层252,但本公开并不局限于此。加强层20也可以还具有位于比螺旋层252靠内侧的位置并包含碳纤维而构成的第3环形层。在向罐100填充气体来赋予内压时,向罐100输入的最高的应力是周向应力,纤维强度仅在纤维方向上显现,因此环形层主要对于周向应力发挥功能。因此,通过在比螺旋层252靠内侧并且周向应力更高的位置形成第3环形层,能够提高罐强度。此外,在上述的结构中,也可以反复地执行规定次数的交替地形成环形层和螺旋层。
46.(b2)在上述实施方式的罐100中,加强层20中的配置于圆顶部14上的部分被保护件50覆盖,但也可以不被保护件50覆盖。另外,上述的部分也可以代替保护件50而具有通过螺旋缠绕玻璃纤维而形成的螺旋层作为保护层25。
47.本公开并不局限于上述的实施方式,在不脱离其主旨的范围内能够通过各种结构实现。例如,为了解决上述的课题的一部分或者全部,或者为了实现上述的效果的一部分或者全部,与在发明的概要栏中记载的各方式中的技术特征对应的实施方式的技术特征能够适当地进行替换、组合。另外,只要未说明为其技术特征在本说明书中是必须的,就能够适当地删除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1