一种气阀超声波探伤设备的制作方法
1.本发明涉及气阀探伤技术领域,尤其涉及一种气阀超声波探伤设备。
背景技术:
2.气阀主要由阀座、阀片、弹簧与升程限制器组成。阀片与阀座之间的升启高度或闭合决定了气体通道的大小和密闭。弹簧主要用以推动阀片关闭,也可减轻阀片开启时与升程限制器的撞击。升程限制器可限制阀片的升程并可承座弹簧;气阀阀片的启闭由气缸内、外气体压差与弹簧力控制,无需其他驱动机构,故称自动阀。随着工业技术的不断进步,气阀应用的范围也是越来越广泛,气阀在使用过程中出现问题,往往需要对气阀进行探伤检测。
3.目前,对气阀进行探伤主要以手工探伤为主,由于以下原因实现自动探伤比较困难:
4.(1)气阀产品规格多,自动上下料实现困难,传统流水线或料盘需占用较大的场地;
5.(2)气阀生产批量小品种多,自动检测难以适配不同规格的检测;
6.(3)人工检测需持续观察超声波形,容易出现漏判。
7.而且通过人工探伤人工的负担比较大,因此提出本发明来解决上述问题。
技术实现要素:
8.本发明的目的是提供一种气阀超声波探伤设备,解决了现有技术中气阀产品规格多,自动上下料实现困难,传统流水线或料盘需占用较大的场地;气阀生产批量小品种多,自动检测难以适配不同规格的检测;人工检测需持续观察超声波形,容易出现漏判的问题。
9.为了实现上述目的,本发明采用了如下技术方案:
10.一种气阀超声波探伤设备,包括视觉识别模块、机械臂模块、自动控制模块、超声检测模块和数据存取模块,由封闭检测柜和上下料作业推车组成,其特征在于,视觉识别模块接入视觉相机图像,自动控制模块连接传感器和急停开关,超声检测模块连接超声波探头。
11.优选的,视觉相机通过网线连接到工控电脑。
12.优选的,机械臂模块包括机械臂,机械臂为协作机器人,通过网线与工控电脑连接,且机械臂末端还配备有超声波探头。
13.优选的,自动控制模块接入有伺服电机、电磁气阀、限位传感器、光栅传感器、激光传感器、作业开关和急停开关等。
14.优选的,超声检测模块为多通道超声波探伤仪,且超声波检测模块通过网线连接到工控电脑,并且超声波检测模块接入有若干个超声波探头。
15.优选的,数据存取模块安装在工控电脑中。
16.本发明至少具备以下有益效果:
17.1、本发明提供的自动探伤设备自动化程度高,上料、检测、良品/不良品下料都能自动执行,减少操作人员的负担;
18.2、本发明提供的自动探伤设备适配性好,视觉识别通过学习可适配多种规格产品的识别,机械臂通过空间灵活性可适配多种规格产品的上下料和检测,因此设备无需更换工装就能适配不同规格气阀的检测;
19.3、自动检测较人工检测稳定性好,设备自动判别缺陷不易发生漏检,数据全面记录方便追溯,提升质检作业管理水平。
附图说明
20.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
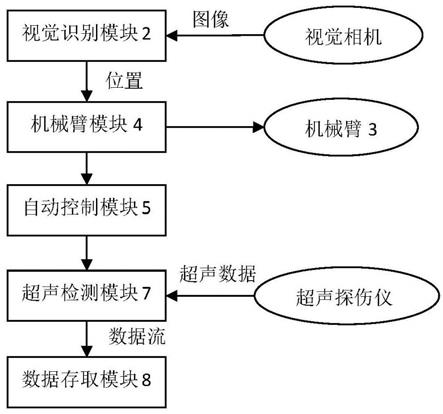
21.图1为本发明自动探伤系统的结构示意图;
22.图2为本发明气阀视觉识别方法的流程图;
23.图3为本发明气阀检测的流程图。
24.图中:1、视觉相机;2、视觉识别模块;3、机械臂;4、机械臂模块;5、自动控制模块;6、超声波探伤仪;7、超声检测模块;8、数据存取模块。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.实施例一
27.参照图1
‑
3,一种气阀超声波探伤设备,包括视觉识别模块2、机械臂模块4、自动控制模块5、超声检测模块7和数据存取模块8,由封闭检测柜和上下料作业推车组成,其特征在于,视觉识别模块2接入视觉相机1图像,自动控制模块5连接传感器和急停开关,超声检测模块7连接超声波探头。
28.视觉相机1通过网线连接到工控电脑。
29.机械臂模块4包括机械臂3,机械臂3为协作机器人,通过网线与工控电脑连接,且机械臂3末端还配备有超声波探头。
30.自动控制模块5接入有伺服电机、电磁气阀、限位传感器、光栅传感器、激光传感器、作业开关和急停开关等。
31.超声检测模块7为多通道超声波探伤仪6,且超声波检测模块7通过网线连接到工控电脑,并且超声波检测模块7接入有若干个超声波探头。
32.数据存取模块8安装在工控电脑中。
33.视觉相机1为高清工业相机,通过网线连接到工控电脑。视觉识别模块2为针对气阀产品定制开发的视觉软件。机械臂3为协作机器人,具备碰撞检测功能,通过网线连接到工控电脑。自动控制模块5为pci运动控制卡,连接到电机、电磁阀、控制开关和传感器。超声波探伤仪6为通用多通道超声波探伤仪6。超声检测模块7为针对气阀产品定制的检测软件,
具备采集和判定气阀焊接情况的功能。数据存取模块8接收超声和机械臂定位数据,以图形图像展示检测过程和结果,具备全过程数据存储、检索和查看功能。
34.实施例二
35.气阀视觉识别方法,包括以下步骤:
36.1、接入视觉相机;
37.2、依据气阀产品规格加载学习数据;
38.3、识别图像中的条状气阀杆;
39.4、判断是否有气阀杆,若有则报警气阀摔倒,否则进下一步;
40.5、识别图像中的圆形气阀盘;
41.6、判断是否有气阀盘,若有则判定和发送气阀空间位置给机械臂执行检测,然后转步骤3循环;
42.7、若未识别到气阀盘,则结束。
43.实施例三
44.气阀检测方法,包括以下步骤:
45.1、接入视觉相机识别气阀;
46.2、若识别到气阀阀杆,判定为气阀摔倒,则报警后结束;
47.3、若识别到气阀阀盘,发送气阀位置给机械臂;
48.4、机械臂夹取气阀上料;
49.5、机械臂模块、自动控制模块和超声模块协同执行检测,检测数据和结果发送到数据存取模块;
50.6、设备依据检测结果自动判定良品、不良品;
51.7、机械臂依据产品规格计算良品/不良品下料位置,夹取气阀执行下料;
52.8、循环转到步骤1,若未识别到气阀,则结束。
53.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种气阀超声波探伤设备,包括视觉识别模块(2)、机械臂模块(4)、自动控制模块(5)、超声检测模块(7)和数据存取模块(8),由封闭检测柜和上下料作业推车组成,其特征在于,所述视觉识别模块(2)接入视觉相机(1)图像,所述自动控制模块(5)连接传感器和急停开关,所述超声检测模块(7)连接超声波探头。2.根据权利要求1所述的一种气阀超声波探伤设备,其特征在于,所述视觉相机(1)通过网线连接到工控电脑。3.根据权利要求1所述的一种气阀超声波探伤设备,其特征在于,所述机械臂模块(4)包括机械臂(3),所述机械臂(3)为协作机器人,通过网线与工控电脑连接,且机械臂(3)末端还配备有超声波探头。4.根据权利要求1所述的一种气阀超声波探伤设备,其特征在于,所述自动控制模块(5)接入有伺服电机、电磁气阀、限位传感器、光栅传感器、激光传感器、作业开关和急停开关等。5.根据权利要求1所述的一种气阀超声波探伤设备,其特征在于,所述超声检测模块(7)为多通道超声波探伤仪(6),且超声波检测模块(7)通过网线连接到工控电脑,并且超声波检测模块(7)接入有若干个超声波探头。6.根据权利要求2所述的一种气阀超声波探伤设备,其特征在于,所述数据存取模块(8)安装在工控电脑中。
技术总结
本发明涉及气阀探伤技术领域,尤其涉及一种气阀超声波探伤设备,解决了现有技术中气阀产品规格多,自动上下料实现困难,传统流水线或料盘需占用较大的场地;气阀生产批量小品种多,自动检测难以适配不同规格的检测;人工检测需持续观察超声波形,容易出现漏判的问题。一种气阀超声波探伤设备,包括视觉识别模块、机械臂模块、自动控制模块、超声检测模块和数据存取模块,由封闭检测柜和上下料作业推车组成。本发明减少操作人员的负担,无需更换工装就能适配不同规格气阀的检测,检测稳定性好,设备自动判别缺陷不易发生漏检,数据全面记录方便追溯,提升质检作业管理水平。提升质检作业管理水平。提升质检作业管理水平。
技术研发人员:吴小超 肖潇 高伟宏 黄泽平
受保护的技术使用者:常州超声电子有限公司
技术研发日:2021.08.02
技术公布日:2021/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1