一种正交异性钢箱梁U肋双面全熔透角焊缝未焊透对比试块的制作方法
一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块
技术领域
1.本实用新型涉及一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,属于无损检测技术领域。
背景技术:
2.正交异性钢箱梁由于质量轻、承载力强、建设周期短等优点,广泛应用于大跨径公路或公铁两用桥梁。但由于各种因素的影响,正交异性钢箱梁在服役一段时间后会出现不同程度的疲劳裂纹问题,其中u肋角焊缝的制造质量是正交异性钢箱梁及桥梁运行安全性和可靠性的关键因素之一。随着对正交异性钢箱梁研究的深入和焊接技术的发展,u肋角焊缝的设计要求由无熔深检测要求到非熔透角焊缝熔深不低于肋板厚度 75%/80%的要求,随着智能机器人及内焊技术的发展,提出了u肋双面全熔透角焊缝的要求。设计要求和制造技术的进步对检测方法也提出了更高的要求,需要发展或提出能确保u肋双面全熔透角焊缝的无损检测方法。
3.超声相控阵技术由程序控制多个阵元形成形状可控的超声场,可实现复杂形状的无损检测、a扫描、e扫描和s扫描等多种形式可有效提高缺陷检出率和检测效率,超声相控阵检测技术在正交异性钢箱梁u肋双面全熔透角焊缝的应用,需要能够表征u肋双面全熔透角焊缝未焊透缺陷的对比试块,因此,提出了一种正交异性钢箱梁u肋双面全熔透角焊缝的未焊透对比试块。
技术实现要素:
4.本实用新型所要解决的技术问题是针对上述现有技术提供一种正交异性钢箱梁u 肋双面全熔透角焊缝未焊透对比试块,其能够用于超声相控阵检测的未焊透缺陷特征及定位分析。
5.本实用新型解决上述问题所采用的技术方案为:一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,它包括面板,所述面板上设置有肋板,所述面板与肋板之间设置有双面角焊缝,所述双面角焊缝包括肋板外侧熔合区和肋板内侧熔合区,所述外侧熔合区和内侧熔合区之间形成未焊透缺陷。
6.可选的,所述面板与待测钢箱梁顶板或底板的材质及厚度相同,所述肋板与待测钢箱梁u形肋的材质及厚度相同。
7.可选的,所述面板与肋板之间的双面角焊缝采用双面焊接技术制备。
8.可选的,所述面板与肋板相倾斜布置。
9.可选的,所述面板与肋板之间的夹角与待测钢箱梁顶板或底板与u形肋之间的夹角相同。
10.可选的,所述未焊透缺陷的形状为四边形。
11.可选的,所述未焊透缺陷处于肋板外侧熔合区的边长大于处于肋板内侧熔合区的边长。
12.可选的,所述面板和肋板前后方向的长度不小于50mm。
13.与现有技术相比,本实用新型的优点在于:
14.本实用新型一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,采用设计相同的面板及肋板的材质与尺寸,双面焊接一次成型,中间的未焊透缺陷形式用于超声相控阵检测u肋双面全熔透角焊缝的未焊透缺陷特征及定位分析,有效提高检出率和检测精度。
附图说明
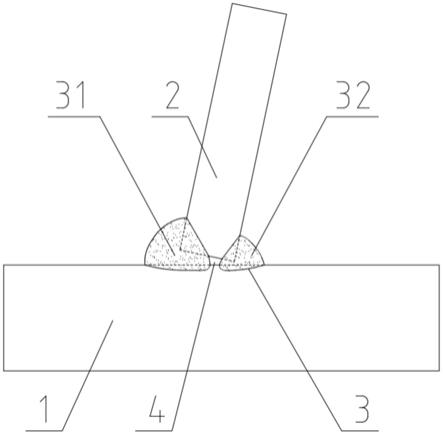
15.图1为本实用新型一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块的结构示意图。
16.其中:
17.面板1
18.肋板2
19.双面角焊缝3
20.肋板外侧熔合区31
21.肋板内侧熔合区32
22.未焊透缺陷4。
具体实施方式
23.如图1所示,本实施例中的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,它包括面板1,所述面板1上设置有肋板2,所述面板1与肋板2之间设置有双面角焊缝3,所述双面角焊缝3包括肋板外侧熔合区31和肋板内侧熔合区32,所述外侧熔合区31和内侧熔合区32之间形成未焊透缺陷4;
24.所述面板1与待测钢箱梁顶板或底板的材质及厚度相同,所述肋板2与待测钢箱梁 u形肋的材质及厚度相同;
25.所述面板1与肋板2之间的双面角焊缝3采用双面焊接技术制备;
26.所述面板1与肋板2相倾斜布置;所述面板1与肋板2之间的夹角与待测钢箱梁顶板或底板与u形肋之间的夹角相同;
27.所述未焊透缺陷4的形状为四边形;
28.所述未焊透缺陷4处于肋板外侧熔合区31的边长大于处于肋板内侧熔合区32的边长;
29.所述面板1和肋板2前后方向的长度不小于50mm。
30.除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
技术特征:
1.一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:它包括面板(1),所述面板(1)上设置有肋板(2),所述面板(1)与肋板(2)之间设置有双面角焊缝(3),所述双面角焊缝(3)包括肋板外侧熔合区(31)和肋板内侧熔合区(32),所述外侧熔合区(31)和内侧熔合区(32)之间形成未焊透缺陷(4)。2.根据权利要求1所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述面板(1)与待测钢箱梁顶板或底板的材质及厚度相同,所述肋板(2)与待测钢箱梁u形肋的材质及厚度相同。3.根据权利要求1所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述面板(1)与肋板(2)之间的双面角焊缝(3)采用双面焊接技术制备。4.根据权利要求1所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述面板(1)与肋板(2)相倾斜布置。5.根据权利要求4所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述面板(1)与肋板(2)之间的夹角与待测钢箱梁顶板或底板与u形肋之间的夹角相同。6.根据权利要求1所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述未焊透缺陷(4)的形状为四边形。7.根据权利要求6所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述未焊透缺陷(4)处于肋板外侧熔合区(31)的边长大于处于肋板内侧熔合区(32)的边长。8.根据权利要求1所述的一种正交异性钢箱梁u肋双面全熔透角焊缝未焊透对比试块,其特征在于:所述面板(1)和肋板(2)前后方向的长度不小于50mm。
技术总结
本实用新型涉及一种正交异性钢箱梁U肋双面全熔透角焊缝未焊透对比试块,它包括面板(1),所述面板(1)上设置有肋板(2),所述面板(1)与肋板(2)之间设置有双面角焊缝(3),所述双面角焊缝(3)包括肋板外侧熔合区(31)和肋板内侧熔合区(32),所述外侧熔合区(31)和内侧熔合区(32)之间形成未焊透缺陷(4)。本实用新型一种正交异性钢箱梁U肋双面全熔透角焊缝未焊透对比试块,采用设计相同的面板及肋板的材质与尺寸,双面焊接一次成型,中间的未焊透缺陷形式用于超声相控阵检测U肋双面全熔透角焊缝的未焊透缺陷特征及定位分析,有效提高检出率和检测精度。和检测精度。和检测精度。
技术研发人员:陈华青 朱少雄 孙杰 赵敏 薛磊 李琼星 刘鋆 朱鸿元 梁云家 郁振炜 苏杨 朱子怡
受保护的技术使用者:无锡金诚工程技术服务有限公司
技术研发日:2021.03.23
技术公布日:2022/1/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1