盾构管片拼装专用尺的制作方法
1.本实用新型涉及一种数显式管片拼装控制尺,集管片拼装过程弧度控制和管片错台量测为一体,属于建筑施工过程控制量测装置。
背景技术:
2.盾构施工管片拼装过程中,管片拼装弧度控制直接影响拼装效率,相领管片拼装后会产生错台。目前对管片拼装弧度控制多依靠产业工人熟练程度进行控制,对管片错台的测量一般采用三角板及钢板尺来进行两侧。由于管片结构原因视觉上感觉错台较大,若工人作业不熟练、测量采用三角板及钢板尺来进行将无法正确一次定位、读数受人员视觉角度影响,造成测量不准确,误差较大。
技术实现要素:
3.针对现有技术的缺陷,本实用新型采用的技术方案为一种管片拼装控制模具兼错台测量专用尺,该测量专用尺操作方便、定位简单、测量自动化、数字化。
4.一种管片拼装控制模具兼错台测量专用尺,该弧度控制尺用于对已拼装好相邻管片拼装过程进行弧度定位。
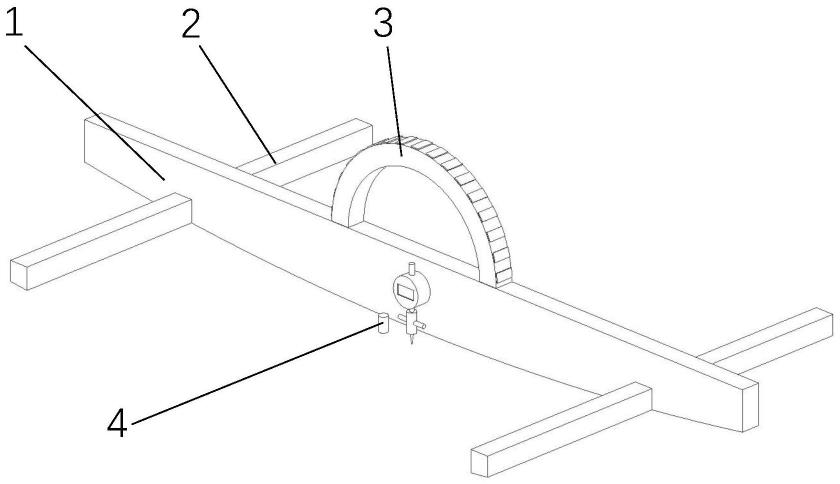
5.本实用新型采用的技术方案为盾构管片拼装专用尺,分为数显读数部和弧度控制尺两部分,数显读数部位于弧度控制尺一侧;弧度控制尺包括拼缝控制钉4、弧度尺1、稳定杆2和手柄3;弧度尺1的弧度面前后两端均设有与弧度尺1相垂直的稳定杆2,弧度尺1的中间顶部设有手柄3;拼缝控制钉4设置在弧度尺 1的侧部。数显读数部包括数显表5、圆柱座6、测针8和水平杆7。与拼缝控制钉4相邻位置处设置有圆柱座6,数显表5通过测杆插入圆柱座6的顶部,圆柱座6的侧部设有水平杆7;圆柱座6的底部设有测针8。
6.进一步地,所述的数显表5用于读取测杆伸出圆柱座6的长度。所述的数显表5的测量范围为0-50mm,精度为0.02mm,数显表5通过测杆插入圆柱座6 顶部的孔洞并通过在孔洞内上下移动实现测量错台的深度。
7.进一步地,圆柱座6的底部与弧度尺1的下表面处于同一平面。
8.进一步地,拼缝控制钉4与圆柱座6均通过黏结方式固定在弧度尺1的侧部。
9.进一步地,所述的测针8用于定位基准面与管片错台量测面的高差时使用。
10.进一步地,水平杆7用以保证圆柱座6与弧度尺1之间的位置水平稳定,同时用于测量时候的辅助卡接及定位。
11.本实用新型的使用方法如下:
12.首先,把拼缝控制钉4固定在环向管片拼缝内。
13.其次,把弧度尺1的弧度面一侧紧贴已安装好管片,正在安装管片按照弧度尺弧度紧贴尺面拼装,正在拼装管片拼装好后与尺面空隙即为错台尺寸。
14.再次,读数部测量该缝隙空间及为该管片拼接错台高度。
15.弧度控制尺模具材料方面选用6061铝方管扁管。
16.作为本实用新型的优选方案,数显读数部位采用数显百分表电子测深:数显表的最大量程范围为0-25.4mm,精度为0.02mm。数显表采用大屏led数显,读数方便直观。表盘采用航空铝材铝镁合金。
17.综上所述,本实用新型管片拼装模具数显控制尺的优点是,质量轻、强、刚、稳强、操作简单、定位简单、读数自动化、测量准确。
附图说明
18.附图1:本实用新型管片拼装模具控制尺图
19.附图2:本实用新型管片拼装模具数显模块图
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
22.同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。
23.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。
24.在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。
25.如图所示,本实用新型专利为一种管片拼装控制模具兼错台测量专用尺,包括1、弧度尺,2、稳定杆,3、手柄,4、拼缝控制钉,5、数显表,6、圆柱座, 7、螺杆,8、测针,该模具重量轻、刚性大、操作方便、定位简单、测量自动化、数字化。
26.本实用本实用新型管片拼装模具数显控制尺的测量方法如下:
27.本实用新型管片拼装模具在使用前应该对数显读数器进行归零处理,处理步骤为:
28.(1)对数显读数部圆柱座、测针与弧度尺最下缘在一条水平线上。
29.(2)把平板尺放在测针头部、确保圆柱座、测针与钢板尺紧贴。
30.(3)按数显表归零键,使其归零。
31.以已经安装好管片为基准面,把拼缝控制钉卡在管片端头,拼缝控制钉一侧弧度尺面紧贴已安装好管片,正在安装管片按照弧度尺弧度紧贴尺面拼装。
32.管片拼装好后与尺面空隙即为错台尺寸,错台尺寸采用数显读数部来进行量测,把数显读数部测量针尖对准管片错台凹陷内,然后直接读数。
33.弧度尺1:该弧度尺弧度与管片内直径同步,弧长80cm,主要通过对比环向管片之间的间隙检测管片拼装椭圆度满足要求。
34.拼缝控制钉4:管片拼装时,管片与管片之间有一个2mm的间隙,为该控制钉插入拼缝后左右晃动可初步检查管片拼装质量是否满足要求。
35.数显表5:在基本状态下短按abs/set键可以切换相对测量和绝对测量状态,显示“abs"符号时为绝对测量状态。相对测量状态时,在任意点按zero/on 键,读数显示为零,则该点为相对测量的零点,在绝对测量状态时,在任意点按 zero/on键,读数显示为起始位置的数值,起始位置的数值可根据需要进行设置,推动测杆读数在起始数值基础上增加或减少。
36.测针8:测针长度15mm,未测之前自由伸长,弧度尺靠近两端,当两环管片拼装之间有间隙时,测针回收,其回收的长度即为管片错台量。
技术特征:
1.盾构管片拼装专用尺,其特征在于:分为数显读数部和弧度控制尺两部分,数显读数部位于弧度控制尺一侧;弧度控制尺包括拼缝控制钉(4)、弧度尺(1)、稳定杆(2)和手柄(3);弧度尺(1)的弧度面前后两端均设有与弧度尺(1)相垂直的稳定杆(2),弧度尺(1)的中间顶部设有手柄(3);拼缝控制钉(4)设置在弧度尺(1)的侧部;数显读数部包括数显表(5)、圆柱座(6)、测针(8)和水平杆(7);与拼缝控制钉(4)相邻位置处设置有圆柱座(6),数显表(5)通过测杆插入圆柱座(6)的顶部,圆柱座(6)的侧部设有水平杆(7);圆柱座(6)的底部设有测针(8)。2.根据权利要求1所述的盾构管片拼装专用尺,其特征在于:所述的数显表(5)用于读取测杆伸出圆柱座(6)的长度。3.根据权利要求1所述的盾构管片拼装专用尺,其特征在于:圆柱座(6)的底部与弧度尺(1)的下表面处于同一平面。4.根据权利要求1所述的盾构管片拼装专用尺,其特征在于:拼缝控制钉(4)与圆柱座(6)均通过黏结固定在弧度尺(1)的侧部。
技术总结
本实用新型公开了盾构管片拼装专用尺,分为数显读数部和弧度控制尺两部分,数显读数部位于弧度控制尺一侧;弧度控制尺包括拼缝控制钉、弧度尺、稳定杆和手柄;数显读数部包括数显表、圆柱座、测针和T形架。把拼缝控制钉固定在环向管片拼缝内。把弧度尺的弧度面一侧紧贴已安装好管片,正在安装管片按照弧度尺弧度紧贴尺面拼装,正在拼装管片拼装好后与尺面空隙即为错台尺寸。读数部测量该缝隙空间及为该管片拼接错台高度。本实用新型管片拼装模具数显控制尺具有质量轻、强、刚、稳强、操作简单、定位简单、读数自动化、测量准确的优势。读数自动化、测量准确的优势。读数自动化、测量准确的优势。
技术研发人员:隆锋 钟柏荣 王位 潘璐 崔雪东 苏明 苏亮
受保护的技术使用者:中交隧道工程局有限公司
技术研发日:2021.11.10
技术公布日:2022/6/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1