一种应用于刹车片生产的钢背放置位置检测装置的制作方法
1.本实用新型涉及刹车片生产技术领域,具体地说是一种应用于刹车片生产的钢背放置位置检测装置。
背景技术:
2.刹车片的加工步骤一般包括以下几步:第一,分别对主料和辅料进行称量。第二,对热压机的模具型腔进行清扫,并向热压机的模具型腔内喷涂脱模剂。第三,将称好的主料放入到热压机的模具型腔内,并进行摊平,然后将称量好的辅料放入到型腔内。第四,放置钢背,热压机进行压制。
3.现有的针对刹车片的自动化生产设备只能够检测钢背是否放下,并不能够检测钢背放置位置是否正确,而在实际的生产中,一旦钢背未放正,轻则造成产品不合格,产生废品,重则会造成热压机模具的损伤。
技术实现要素:
4.针对上述问题,本实用新型提供了一种应用于刹车片生产的钢背放置位置检测装置,该装置能够检测钢背位置是否放置正确,避免因为钢背为放正而造成废品或损坏热压机模具。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种应用于刹车片生产的钢背放置位置检测装置,包括安装板,所述安装板的下方设置有检测板,所述的检测板上设置有下端裸露且平齐的电源线和信号线;
7.所述的电源线与电源正极相连,所述的信号线与检测线相连,所述的检测线和电源负极之间设置有用于检测电压的电压检测装置。
8.进一步地,所述的检测板由绝缘材料制作而成。
9.进一步地,所述电源线和信号线的上端部套设有保护套管,且所述保护套管的上端与所述的检测板固定连接。
10.进一步地,所述的保护套管由绝缘材料制作而成。
11.进一步地,所述检测板的左端和右端均设置有电源线和信号线,且两根所述的电源线对称布置,两根所述的信号线对称布置。
12.进一步地,所述的检测板上设置有多个插孔,且所述插孔的数量大于所述电源线和信号线的数量之和。
13.进一步地,所述检测板的外侧设置有保护罩,所述的保护罩上板体,所述上板体的四周设置有侧板体,所述侧板体的前侧部的下端设置有向后弯折的连接耳板,且所述的连接耳板与所述的检测板固定连接,所述侧板体的后侧部设置有用于走线的避让缺口。
14.进一步地,所述的保护罩由绝缘材料制作而成。
15.进一步地,所述的检测板通过连接柱与所述的安装板固定连接。
16.本实用新型的有益效果是:
17.1、通过在安装板上设置检测组件,在放置钢背之后可以检测钢背是否放正,这样,能够避免由于钢背放置异常而造成产品不合格,甚至对热压机的模具造成损伤。
18.2、所述的检测板上设置有多个用于容纳所述电源线和信号线的插孔,因此,在实际的生产中可以根据钢背的大小调整电源线和信号线的安装位置,从而适应不同型号的刹车片生产。
附图说明
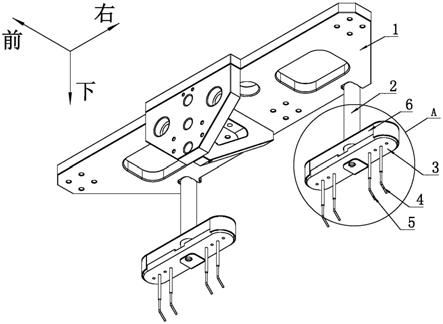
19.图1为本检测装置的立体结构示意图;
20.图2为图1中a部分的放大结构示意图;
21.图3为防护罩的立体结构示意图;
22.图4为本检测装置的侧视图;
23.图5为图4中的a-a剖视图;
24.图6为图5中b部分的放大结构示意图;
25.图7为本检测装置的检测原理图。
26.图中:1-安装板,2-连接柱,3-检测板,31-插孔,4-电源线,5-信号线,6-保护罩,61-上板体,611-避让孔,62-侧板体,63-连接耳板,64-避让缺口,7-保护套管。
具体实施方式
27.实施例一
28.为了方便描述,现定义坐标系如图1所示,并以左右方向为横向,前后方向为纵向,上下方向为竖向。
29.如图1所示,一种应用于刹车片生产的钢背放置位置检测装置包括安装板1,所述的安装板1上设置有若干组检测组件。所述的检测组件包括一检测板3,且所述的检测板3通过连接柱2与所述的安装板1固定连接。所述的检测板3上设置有电源线4和信号线5,且所述电源线4和信号线5的下端裸露且平齐。
30.作为一种具体实施方式,本实施例中所述电源线4和信号线5均沿上下方向贯穿所述的检测板3,所述的检测板3上设置有用于容纳所述电源线4和信号线5的插孔31。
31.如图7所示,所述的电源线4与电源正极相连,所述的信号线5与检测线相连,所述的检测线和电源负极之间设置有用于检测电压的电压检测装置(图中未示出)。在正常情况下,钢背放正,电源线4和信号线5不同时接触钢背(导体),因此a、c端不导通,此时测量c、b两端电压为0v,从而判断钢背放置正常。在异常情况下,钢背未放正,电源线4和信号线5同时接触钢背(导体),因此a、c端导通,此时测量c、b两端电压为24v,从而判断钢背放置异常。
32.进一步地,由于电源线4和信号线5在实际的工作过程中要发生往复的弯折,因此其外侧的绝缘皮容易发生损坏,若所述的检测板3采用导电材料制作而成,一旦绝缘皮发生损坏,则电源线4和信号线5就会通过检测板3而导通,为此,所述的检测板3由绝缘材料制作而成。
33.进一步地,如图4、图5和图6所示,所述电源线4和信号线5的上端部套设有由绝缘材料制作而成的保护套管7,且所述保护套管7的上端通过螺纹连接的方式与所述的检测板3固定连接。
34.进一步地,如图2所示,所述的检测板3上设置有两根电源线4,且两根所述的电源线4左右对称布置,所述的检测板3上设置有两根信号线5,且两个所述的信号线5左右对称布置。优选的,所述的信号线5位于所述电源线4的内侧。
35.进一步地,所述插孔31的数量大于所述电源线4和信号线5的数量之和,且多个所述的插孔31沿所述检测板3的长度方向均匀布置。
36.进一步地,如图2和图3所示,所述检测板3的外侧设置有由绝缘材料制作而成的保护罩6。所述的保护罩6上板体61,所述的上板体61上设置有用于容纳所述连接柱2的避让孔611。所述上板体61的四周设置有沿竖直方向向下延伸的侧板体62,所述侧板体62的前侧部的下端设置有向后弯折的连接耳板63,且所述的连接耳板63通过螺钉与所述的检测板3固定连接。所述侧板体62的后侧部设置有用于走线的避让缺口64。
37.实施例二
38.所述的插孔31包括相互连通的竖直部和水平部,且所述水平部的开口朝向后侧。其余结构同实施例一。
技术特征:
1.一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:包括安装板,所述安装板的下方设置有检测板,所述的检测板上设置有下端裸露且平齐的电源线和信号线;所述的电源线与电源正极相连,所述的信号线与检测线相连,所述的检测线和电源负极之间设置有用于检测电压的电压检测装置。2.根据权利要求1所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述的检测板由绝缘材料制作而成。3.根据权利要求2所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述电源线和信号线的上端部套设有保护套管,且所述保护套管的上端与所述的检测板固定连接。4.根据权利要求3所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述的保护套管由绝缘材料制作而成。5.根据权利要求1所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述检测板的左端和右端均设置有电源线和信号线,且两根所述的电源线对称布置,两根所述的信号线对称布置。6.根据权利要求1所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述的检测板上设置有多个插孔,且所述插孔的数量大于所述电源线和信号线的数量之和。7.根据权利要求1所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述检测板的外侧设置有保护罩,所述的保护罩上板体,所述上板体的四周设置有侧板体,所述侧板体的前侧部的下端设置有向后弯折的连接耳板,且所述的连接耳板与所述的检测板固定连接,所述侧板体的后侧部设置有用于走线的避让缺口。8.根据权利要求7所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述的保护罩由绝缘材料制作而成。9.根据权利要求1所述的一种应用于刹车片生产的钢背放置位置检测装置,其特征在于:所述的检测板通过连接柱与所述的安装板固定连接。
技术总结
本实用新型公开了一种应用于刹车片生产的钢背放置位置检测装置,涉及刹车片生产技术领域。该应用于刹车片生产的钢背放置位置检测装置包括安装板,所述安装板的下方设置有检测板,所述的检测板上设置有下端裸露且平齐的电源线和信号线。所述的电源线与电源正极相连,所述的信号线与检测线相连,所述的检测线和电源负极之间设置有用于检测电压的电压检测装置。该装置能够检测钢背位置是否放置正确,避免因为钢背为放正而造成废品或损坏热压机模具。具。具。
技术研发人员:李磊 韩剑 王超 赵国桥 任慧栋
受保护的技术使用者:济南悦创液压机械制造有限公司
技术研发日:2021.11.29
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1