磁轮驱动爬行超声扫查器的制作方法
1.本实用新型属于超声无损检测技术领域,主要是涉及对大型黑色金属焊接部件的焊缝及板材进行无损探伤检测的磁轮驱动爬行超声扫查器。
背景技术:
2.对于黒色金属大型焊接管道、球罐、船体、钢构箱梁的焊缝及板材内部的腐蚀、裂纹等缺陷进行超声波无损检测,一般是由人工手持超声无损检测设备,在需要检测的大型铁磁性钢构件的焊缝处检测。或者对于构件整体的板材进行手持检测设备进行检测。由于这类构件的体积比较大,形状各异,高度也比较高,所以给检测工作带来困难。操作人员需要载人吊兰或脚手架的配合才能完成作业。这样的检测方法不但难度较大、成本高,而且安全隐患较多,其检测的质量也难以保证。
技术实现要素:
3.本实用新型的目的是提供一种磁轮驱动爬行超声扫查器,该扫查器可对大型黑色金属焊接部件的多种位置的焊缝及板材进行精确的超声探伤扫查。
4.本实用新型是通过以下技术方案实现的,包括驱动装置和探伤扫查架,其特征是:所述的驱动装置是由驱动小车a和驱动小车b通过铰链并列连接在一起的双体驱动装置;所述的探伤扫查架是焊缝探伤扫查架或板材探伤扫查架,通过连接机构与驱动小车a和驱动小车b连接;
5.所述的驱动小车是磁轮爬行驱动小车,两个驱动小车包括车体、强力磁性轮和把手;车体内的减速电机通过传动机构与强力磁性轮轴连接;在两个驱动小车的外侧的强力磁性轮轴端部,装有两个强力磁性轮;
6.在驱动小车a和驱动小车b内侧的连接两个驱动小车的铰链是锥形铰链;凹端锥铰链与凸端锥铰链分别与两个驱动小车连接,凹端锥铰链与凸端锥铰链通过锁紧螺栓连接并锁紧;
7.连接机构的一侧通过两个环形铰链套装在位于车体上、与强力磁性轮轴同心的环形铰链连接套上,并设置有凸轮锁紧装置;连接机构的另一侧,通过螺栓和连接锁紧块与探伤扫查架连接。
8.所述的焊缝探伤扫查架由两部分组成,两部分之间通过活节连接,两部分探伤扫查架分别通过连接机构与两个驱动小车的车体连接;多个扫查探头通过加载臂安装在焊缝探伤扫查架上。
9.所述的板材探伤扫查架有一个横轴向驱动滑轨,横轴向驱动滑轨通过连接机构与两个驱动小车的车体连接;横轴向驱动滑轨上装有探头加载臂滑块,横轴向驱动滑轨的一端设置有驱动探头加载臂滑块往复运动的横轴向驱动电机;装有扫查探头的探头加载臂与探头加载臂滑块连接。
10.驱动装置通过驱动电缆与便携式电源连接,便携式电源通过控制电缆与驱动装置
的控制器连接。
11.当双体爬行焊缝扫查器作业时,将其放置在待检部件的表面,连接好便携式电源和控制器,调整好驱动小车和探伤扫查架的位置与姿态,并锁紧,即可进行扫查作业。对于圆柱面上的焊缝,需要通过调整锥形铰链,使两个小车呈一定的角度,与圆柱面适应。焊缝探伤扫查架的驱动小车沿焊缝方向直线行走,扫查架上的多个扫查探头对焊缝进行多方位的探伤扫查。板材探伤扫查架在驱动小车的驱动下,在以步进的方式向前行驶时,每前进一步,扫查架上的横轴向驱动电机驱动扫查探头往复扫查一次,达到对整个板材进行全面扫查。控制器可以调整其运行速度和方向,保证作业的效果和精度。其扫查探头与超声成像设备相连接,扫查结果自动进行收集、处理、保存。
12.本实用新型的有益效果是,由于驱动装置是由两个驱动小车并列组成,两个驱动小车之间的锥形铰链和两部分探式扫查架之间的活节,能适应不同焊缝扫查表面的需要进行调节,保证强力磁性轮与行走表面的接触面积,保证扫查探头与焊缝之间的准确位置。强力磁性轮能保持驱动装置运行的稳定和准确,可对平面焊缝、内外圆柱面焊缝、垂直面焊缝和顶面仰焊的焊缝进行探伤扫查。也可以对构件的各种形状的板材进行全方位的探伤扫查。无需脚手架等辅助设备,在地面就可以通过自动控制磁轮驱动超声扫查器对大型焊接部件进行探伤检测。具有结构紧凑、操作方便、适应性广和探伤扫查精度高的特点,适用于黒色金属大型焊接管道、球罐、船体、钢构箱梁的焊缝及板材内部的腐蚀及裂纹等缺陷进行超声无损检测。
附图说明
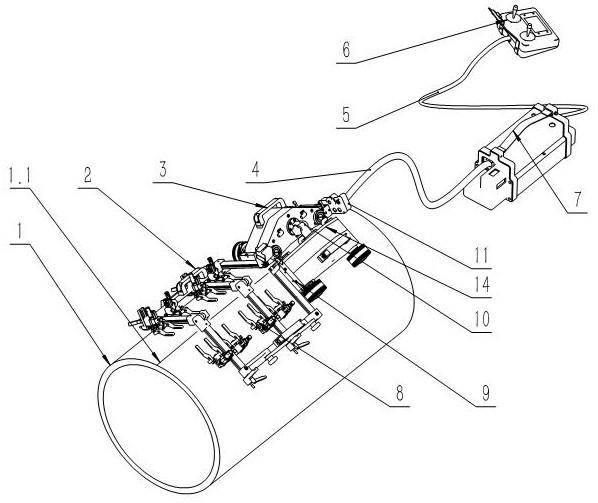
13.图1是本实用新型的结构示意图,即装有焊缝探伤扫查架的结构示意图;
14.图2是装有板材探伤扫查架的结构示意图,图中控制器和便携式电源未画出;
15.图3是驱动小车的结构示意图;
16.图4是连接装置的结构示意图;
17.图5是两个驱动小车并列连接的示意图;
18.图6是图5的d-d剖视图,即锥形连接铰链的示意图。
19.图中1是被检测管件、2是焊缝探伤扫查架、3是驱动小车a、4是驱动电缆、5是控制电缆、6是控制器、7是便携式电源、8是压簧探头加载臂、9是连接机构、10是铰链、11是爬行器线缆接头、12是横轴向驱动滑轨、13是探头加载臂滑块、14是驱动小车b、15是横轴向驱动电机、16是探头加载臂;1.1是管件焊缝、3.1是强力磁性轮、3.2是车体、3.3是把手、3.4是出线葛兰、3.5是环形铰链连接套、9.1是环形铰链、9.2是凸轮锁紧装置、9.3是螺栓、9.4是连接装置横梁、9.5是连接锁紧块、10.1是螺钉、10.2是凸端锥铰链、10.3是凹端锥铰链、10.4是锁紧螺栓。
具体实施方式
20.以下结合附图说明本实用新型的具体实施方式,磁轮驱动超声扫查器包括驱动装置和探伤扫查架;所述的驱动装置是由驱动小车a3和驱动小车b14通过铰链10并列连接在一起的双体驱动装置;所述的探伤扫查架是焊缝探伤扫查架2或板材探伤扫查架,通过连接机构9与驱动小车a3和驱动小车b14连接。
21.所述的驱动小车是磁轮爬行驱动小车,两个驱动小车包括车体3.2、强力磁性轮3.1和把手3.3;车体3.2内的减速电机通过传动机构与强力磁性轮轴连接;在两个驱动小车的外侧的强力磁性轮轴端部,装有两个强力磁性轮3.1。在驱动小车a3和驱动小车b14内侧的连接两个驱动小车的铰链10是锥形铰链;凹端锥铰链10.3与凸端锥铰链10.2分别与两个驱动小车连接,凹端锥铰链10.3与凸端锥铰链10.2通过锁紧螺栓10.4连接并锁紧。
22.连接机构9的一侧通过两个环形铰链9.1套装在位于车体3.2上、与强力磁性轮轴同心的环形铰链连接套3.5上,并设置有凸轮锁紧装置9.2;连接机构9的另一侧,通过螺栓9.3和连接锁紧块9.5与探伤扫查架连接。
23.所述的焊缝探伤扫查架2由两部分组成,两部分之间通过活节连接,两部分探伤扫查架分别通过连接机构9与两个驱动小车的车体3.2连接;装有2~10个扫查探头的探头加载臂16安装在焊缝探伤扫查架2上。所述的板材探伤扫查架有一个横轴向驱动滑轨12,横轴向驱动滑轨通过连接机构9与两个驱动小车的车体3.2连接;横轴向驱动滑轨上装有探头加载臂滑块13,横轴向驱动滑轨的一端设置有驱动探头加载臂滑块13往复运动的横轴向驱动电机15;装有1个扫查探头的探头加载臂16与探头加载臂滑块13连接。
24.驱动装置通过驱动电缆4与便携式电源7连接,便携式电源7通过控制电缆5与驱动装置的控制器6连接。
技术特征:
1.一种磁轮驱动爬行超声扫查器,包括驱动装置和探伤扫查架,其特征是:所述的驱动装置是由驱动小车a(3)和驱动小车b(14)通过铰链(10)并列连接在一起的双体驱动装置;所述的探伤扫查架是焊缝探伤扫查架(2)或板材探伤扫查架,通过连接机构(9)与驱动小车a(3)和驱动小车b(14)连接;所述的驱动小车是磁轮爬行驱动小车,两个驱动小车包括车体(3.2)、强力磁性轮(3.1)和把手(3.3);车体(3.2)内的减速电机通过传动机构与强力磁性轮轴连接;在两个驱动小车的外侧的强力磁性轮轴端部,装有两个强力磁性轮(3.1);在驱动小车a(3)和驱动小车b(14)内侧的连接两个驱动小车的铰链(10)是锥形铰链;凹端锥铰链(10.3)与凸端锥铰链(10.2)分别与两个驱动小车连接,凹端锥铰链(10.3)与凸端锥铰链(10.2)通过锁紧螺栓(10.4)连接并锁紧;连接机构(9)的一侧通过两个环形铰链(9.1)套装在位于车体(3.2)上、与强力磁性轮轴同心的环形铰链连接套(3.5)上,并设置有凸轮锁紧装置(9.2);连接机构(9)的另一侧,通过螺栓(9.3)和连接锁紧块(9.5)与探伤扫查架连接。2.根据权利要求1所述的磁轮驱动爬行超声扫查器,其特征是:所述的焊缝探伤扫查架(2)由两部分组成,两部分之间通过活节连接,两部分探伤扫查架分别通过连接机构(9)与两个驱动小车的车体(3.2)连接;多个扫查探头通过加载臂安装在焊缝探伤扫查架(2)上。3.根据权利要求1所述的磁轮驱动爬行超声扫查器,其特征是:所述的板材探伤扫查架有一个横轴向驱动滑轨(12),横轴向驱动滑轨(12)通过连接机构(9)与两个驱动小车的车体(3.2)连接;横轴向驱动滑轨(12)上装有探头加载臂滑块(13),横轴向驱动滑轨(12)的一端设置有驱动探头加载臂滑块(13)往复运动的横轴向驱动电机(15);装有扫查探头的探头加载臂(16)与探头加载臂滑块(13)连接。4.根据权利要求1所述的磁轮驱动爬行超声扫查器,其特征是:驱动装置通过驱动电缆(4)与便携式电源(7)连接,便携式电源(7)通过控制电缆(5)与驱动装置的控制器(6)连接。
技术总结
一种磁轮驱动爬行超声扫查器,属于超声无损检测技术领域。解决了对对大型黑色金属焊接部件的焊缝及板材进行无损探伤检测的问题。包括驱动装置和探伤扫查架,驱动装置是由两个驱动小车通过铰链并列连接在一起的双体驱动装置;探伤扫查架是焊缝探伤扫查架或板材探伤扫查架,通过连接机构与两个驱动小车连接。驱动小车是磁轮爬行驱动小车,两个驱动小车包括车体、强力磁性轮、传动机构和把手;车体内的减速电机通过传动机构与强力磁性轮轴连接;在两个驱动小车的外侧的强力磁性轮轴端部,装有两个强力磁性轮。具有结构紧凑、操作方便和探伤扫查精度高的特点,适用于黒色金属大型焊接管道、球罐、船体、钢构箱梁的焊缝及板材进行超声无损检测。无损检测。无损检测。
技术研发人员:蒋立强 张泽义 张永学 郑立魁
受保护的技术使用者:北京安可为检测科技有限公司
技术研发日:2021.12.02
技术公布日:2022/6/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1