一种快速双孔通孔检测治具的制作方法
1.本实用新型涉及汽车配件产品制造技术领域,尤其涉及一种快速双孔通孔检测治具。
背景技术:
2.对于现有的需进行双孔通孔检测的配件,如图1所示,配件产品1需要对第一通孔11及第二通孔12进行通孔检测,现有技术下,使用标准通规每次只能检查1个孔,2个孔需分2次进行检查,即先使用第一通规2对第一通孔11进行通孔检测,完成之后再使用第二通规3对第二通孔12进行通孔检测,如图2所示,检测时间长,作业效率低下。
技术实现要素:
3.针对现有技术的不足,本实用新型所解决的技术问题是如何提高双孔通孔检测效率。
4.为解决上述技术问题,本实用新型采用的技术方案是一种快速双孔通孔检测治具,包括第一通规、第二通规及把手,所述把手呈t形,其底面两侧连接固定所述第一通规、第二通规,通过第一通规、第二通规同时插入产品两个通孔达成快速通孔检测目的。
5.所述连接固定为螺丝连接固定。
6.本实用新型还包括沉头螺丝,所述把手工作面上设有二个沉台朝上的沉台通孔,所述沉头螺丝穿过所述沉台通孔以连接固定下方的通规。
7.所述第一通规、第二通规顶端均开设有螺纹孔以便于所述沉头螺丝旋入连接固定。
8.与现有技术相比,本实用新型通过将第一通规、第二通规固定在同一个把手上,实现了两个通孔同时进行通孔检测目的,提高了工作效率。
附图说明
9.图1为配件产品结构示意图;
10.图2为现有技术下配件产品进行通孔检测示意图;
11.图3为本实用新型结构截面示意图;
12.图4为本实用新型进行通孔检测示意图。
具体实施方式
13.下面结合附图对本实用新型的具体实施方式做进一步的说明,但不是对本实用新型的限定。
14.图1示出了产品示意图,配件产品1开设有第一通孔11及第二通孔12。
15.图2为现有技术下配件产品进行通孔检测示意,配件产品1需要对第一通孔11及第二通孔12进行通孔检测,现有技术下,使用标准通规每次只能检查1个孔,2个孔需分2次进
行检查,即先使用第一通规2对第一通孔11进行通孔检测,完成之后再使用第二通规3对第二通孔12进行通孔检测,检测时间长,作业效率低下。
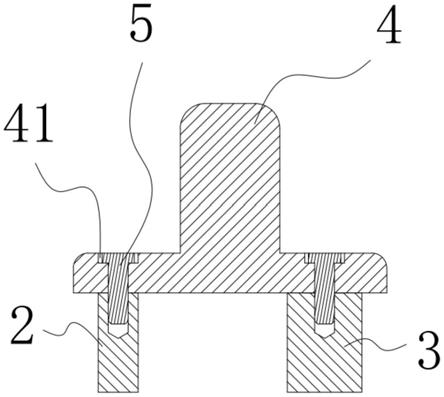
16.图3示出了一种快速双孔通孔检测治具,包括第一通规2、第二通规3及把手4,把手4呈t形,其底面两侧连接固定第一通规2、第二通规3,通过第一通规2、第二通规3同时插入产品两个通孔达成快速通孔检测目的。
17.连接固定为螺丝连接固定。
18.本实用新型还包括沉头螺丝5,把手4工作面上设有二个沉台朝上的沉台通孔41,沉头螺丝5穿过沉台通孔41以连接固定下方的通规。
19.第一通规2、第二通规3顶端均开设有螺纹孔以便于沉头螺丝5旋入连接固定。
20.本实用新型进行检测时,如图4所示,由于第一通规2、第二通规3固定在同一个把手4上且第一通规2、第二通规3的间距与配件产品1开设的第一通孔11及第二通孔12的间距相同,因此,第一通规2、第二通规3可以同时插入配件产品1的两个待检测通孔进行通孔检测。
21.与现有技术相比,本实用新型通过将第一通规2、第二通规3固定在同一个把手4上,实现了两个通孔同时进行通孔检测目的,提高了工作效率。
22.以上结合附图对本实用新型的实施方式作出了详细说明,但本实用新型不局限于所描述的实施方式。对于本领域技术人员而言,在不脱离本实用新型的原理和精神的情况下,对这些实施方式进行各种变化、修改、替换和变型仍落入本实用新型的保护范围内。
技术特征:
1.一种快速双孔通孔检测治具,其特征在于,包括第一通规、第二通规及把手,所述把手呈t形,其底面两侧连接固定所述第一通规、第二通规。2.根据权利要求1所述的快速双孔通孔检测治具,其特征在于,所述连接固定为螺丝连接固定。3.根据权利要求2所述的快速双孔通孔检测治具,其特征在于,还包括沉头螺丝,所述把手工作面上设有二个沉台朝上的沉台通孔,所述沉头螺丝穿过所述沉台通孔。4.根据权利要求3所述的快速双孔通孔检测治具,其特征在于,所述第一通规、第二通规顶端均开设有螺纹孔。
技术总结
本实用新型公开了一种快速双孔通孔检测治具,涉及汽车配件产品制造技术领域,包括第一通规、第二通规及把手,把手呈T形,其底面两侧连接固定第一通规、第二通规,通过第一通规、第二通规同时插入产品两个通孔达成快速通孔检测目的。本实用新型通过将第一通规、第二通规固定在同一个把手上,实现了两个通孔同时进行通孔检测目的,提高了工作效率。提高了工作效率。提高了工作效率。
技术研发人员:高天翔 吴建浩 朱雪环
受保护的技术使用者:三井东洋(珠海)精密工业有限公司
技术研发日:2021.12.09
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1