一种轴类零部件中心孔的圆度检测装置的制作方法
1.本实用新型属于轴类零部件检具技术领域,具体涉及一种轴类零部件中心孔的圆度检测装置。
背景技术:
2.通常为方便轴类零部件的定位,会在轴上加工中心孔作为后序加工的工艺基准,对于精度要求较高的零部件,对中心孔的要求也较高,因此需要保证中心孔尾端的圆度。现有技术中,在检测中心孔尾端的圆度时采用三坐标仪进行检测,其测量不仅成本高,并且因为中心孔为内孔,且尺寸较小,其测量结果的准确性差,需要多次测量。
技术实现要素:
3.本实用新型拟提供一种轴类零部件中心孔的圆度检测装置,能对中心孔尾端的圆度进行检测,且测量结果准确有效。
4.为此,本实用新型所采用的技术方案为:一种轴类零部件中心孔的圆度检测装置,包括左右对称设置的左顶尖和右顶尖,所述左顶尖和右顶尖均包括由内向外设置的伸入段和过渡段,所述伸入段设置为圆台且用于伸入到轴类零部件中心孔内,所述左顶尖或右顶尖上贯穿且倾斜设置有测量槽,所述测量槽的下端位于对应顶尖的伸入段靠近外侧的位置处,所述测量槽的上端位于对应顶尖的过渡段上,所述过渡段上位于测量槽外侧设置有夹持组件,所述夹持组件的上端设置有千分表,所述千分表的测量头从上向下穿过测量槽后能刚好抵在被测轴类零部件中心孔的尾端。
5.作为上述方案中的优选,所述左顶尖和右顶尖上还包括安装段,所述安装段位于过渡段外侧,所述安装段上设置有用于支撑两个顶尖的支撑组件。
6.本实用新型的有益效果:使用对称设置的左右顶尖,能将轴类零部件顶紧,由于千分表的测量头能刚好穿过测量槽后抵在被测轴类零部件中心孔的尾端,当转动被测轴类零部件,通过千分表能读出中心孔尾端的圆度,整个测量装置结构简单,并且测量结果准确。
附图说明
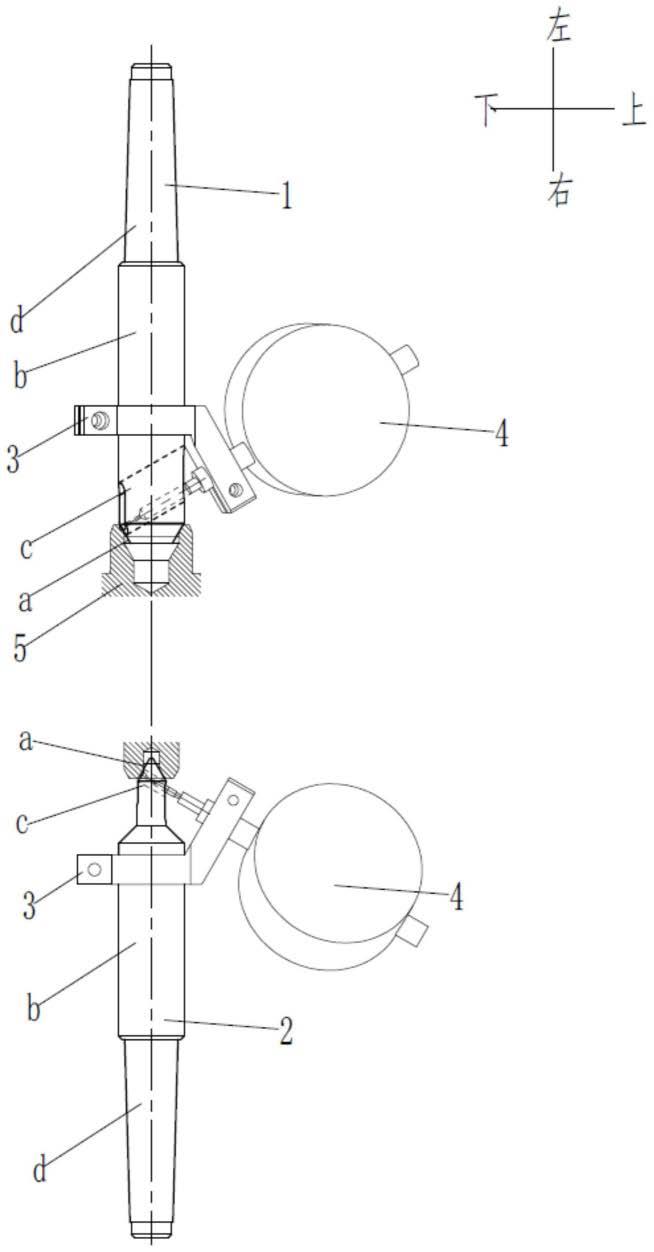
7.图1为本实用新型的结构示意图。
具体实施方式
8.下面通过实施例并结合附图,对本实用新型作进一步说明:
9.如图1所示,一种轴类零部件中心孔的圆度检测装置,主要由左顶尖1、右顶尖2、夹持组件3和千分表4组成。其中左顶尖1和右顶尖2左右对称设置,左顶尖1和右顶尖2均包括由内向外设置的伸入段a和过渡段b,伸入段a设置为圆台且用于伸入到轴类零部件中心孔内。
10.在左顶尖1或右顶尖2上贯穿且倾斜设置有测量槽c,测量槽c的下端位于对应顶尖
的伸入段a靠近外侧的位置处,测量槽c的上端位于对应顶尖的过渡段b上。在过渡段b上位于测量槽c外侧设置有夹持组件3,夹持组件3的上端设置有千分表4,千分表4的测量头从上向下穿过测量槽c后能刚好抵在被测轴类零部件5中心孔的尾端。
11.测量时,通过左顶尖1或右顶尖2将被测轴类零部件5顶紧,然后转动被测轴类零部件5,根据千分表4的显示,将直接将中心孔尾端的圆度读出。
12.为方便左顶尖1和右顶尖2的支撑,在左顶尖1和右顶尖2上还包括安装段d,安装段d位于过渡段b外侧,安装段d上设置有用于支撑两个顶尖的支撑组件。
13.在本实施例中,可以在两个顶尖上均设置有测量槽和千分表,使其同时检测被测轴类零部件5左右两端的中心孔尾端圆度,也可只在其中一个顶尖上设置测量槽和千分表,使得能检测对应侧的中心孔尾端圆度。
14.夹持组件可采用如附图所示的结构,其前后相对设置的夹持件组成,且夹持件由下端固定座和固定在固定座上端的夹持座组成,通过拧紧两个夹持件上下两端的螺栓可将千分表固定在过渡段上。夹持组件还可采用可调倾斜式的夹持组件,其具体包括固定在过渡段b上的固定座和通过铰接轴铰接在固定座上的夹持座,固定座上设置有顶紧螺栓,当调整好夹持座的角度后,拧紧顶紧螺栓可将夹持座固定,并且固定座设置为抱箍结构,使其能调整其在过渡段上的相对位置。
15.支撑组件包括底座,在底座上设置有左右相对设置的支撑座,且支撑座通过水平调节组件能调节其在底座上的相对位置,在每个支撑座上还可以设置有能调节对应顶尖高度的高度调节组件。
技术特征:
1.一种轴类零部件中心孔的圆度检测装置,包括左右对称设置的左顶尖(1)和右顶尖(2),其特征在于:所述左顶尖(1)和右顶尖(2)均包括由内向外设置的伸入段(a)和过渡段(b),所述伸入段(a)设置为圆台且用于伸入到轴类零部件中心孔内,所述左顶尖(1)或右顶尖(2)上贯穿且倾斜设置有测量槽(c),所述测量槽(c)的下端位于对应顶尖的伸入段(a)靠近外侧的位置处,所述测量槽(c)的上端位于对应顶尖的过渡段(b)上,所述过渡段(b)上位于测量槽(c)外侧设置有夹持组件(3),所述夹持组件(3)的上端设置有千分表(4),所述千分表(4)的测量头从上向下穿过测量槽(c)后能刚好抵在被测轴类零部件(5)中心孔的尾端。2.根据权利要求1中所述的轴类零部件中心孔的圆度检测装置,其特征在于:所述左顶尖(1)和右顶尖(2)上还包括安装段(d),所述安装段(d)位于过渡段(b)外侧,所述安装段(d)上设置有用于支撑两个顶尖的支撑组件。
技术总结
本实用新型公开了一种轴类零部件中心孔的圆度检测装置,包括左右对称设置的左顶尖和右顶尖,所述左顶尖和右顶尖均包括由内向外设置的伸入段和过渡段,所述伸入段设置为圆台且用于伸入到轴类零部件中心孔内,所述左顶尖或右顶尖上贯穿且倾斜设置有测量槽,所述测量槽的下端位于对应顶尖的伸入段靠近外侧的位置处,所述测量槽的上端位于对应顶尖的过渡段上,所述过渡段上位于测量槽外侧设置有夹持组件,所述夹持组件的上端设置有千分表,所述千分表的测量头从上向下穿过测量槽后能刚好抵在被测轴类零部件中心孔的尾端。通过左右顶尖将被测零部件顶紧,当转动被测零部件,通过千分表能读出中心孔尾端的圆度,整个测量装置结构简单,测量结果准确。测量结果准确。测量结果准确。
技术研发人员:张树伟 吴洪智
受保护的技术使用者:重庆兴富吉实业有限公司
技术研发日:2022.01.26
技术公布日:2022/8/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1