利用刀具路径修正制造多个零件的方法和设备与流程
利用刀具路径修正制造多个零件的方法和设备
[0001]
优先权
[0002]
本专利申请要求于2018年6月8日提交的名称为“method and apparatus for machining a plurality of parts(用于加工多个零件的方法和设备)”的美国临时专利申请号62/682,426的优先权,该临时申请的律师案卷号为37402-17101,发明人为william wilcox和david jeffers,其公开内容通过引用整体并入本文。
技术领域
[0003]
本发明的示例性实施方式总体上涉及加工过程以及使用加工过程生产和处理的零件,并且更具体地,本发明的示例性实施方式涉及修正加工过程中的误差。
背景技术:
[0004]
用于机床的数控(nc)切削指令(也称为加工过程/程序)定义了机床切削零件所必需的步骤。这些步骤包括各种加工参数,例如机床名称、切削路径、切削刀具、工件偏移、主轴速度、进给速率等。如本领域技术人员所知的,nc切削指令通常基于零件的标称模型或设计意图。
[0005]
在使用nc切削指令生产零件之后,许多过程检查零件的缺陷。因此,本领域技术人员已经开发了检查指令来定义对零件进行细查以确定零件是否被准确地生产以满足功能要求和/或设计意图而所必需的步骤。
技术实现要素:
[0006]
根据本发明的一个实施方式,一种制造多个零件的方法接收切削指令以基于零件的标称模型生产零件。然后,该方法利用切削指令驱动机床以生产给定零件,随后利用坐标测量机通过测量给定零件的至少一个特定特征来测量给定零件。
[0007]
在测量给定零件之后,该方法通过确定切削指令与标称模型之间的初始偏差来计算给定零件的误差图。初始偏差是给定零件的所测量的至少一个特定特征和标称模型的对应的至少一个特定特征的函数。然后基于误差图调整切削指令以获得更新的切削指令,其中更新的切削指令相对于标称模型具有从初始偏差减小的偏差。然后,该方法使用更新的切削指令来产生另一零件。
[0008]
在说明性实施方式中,切削指令可进一步具有限定机床的切削路径的坐标的一系列离散点。每个离散点具有在机床坐标平面中定义的坐标集。此外,在一些实施方式中,计算误差图包括针对至少一个特定特征中的每一个特定特征在坐标测量机坐标平面中计算所测量的至少一个特定特征与对应的至少一个特定特征的偏差,并且基于误差图调整切削指令包括调整切削指令在机床坐标平面中的至少一个坐标集。
[0009]
在其它实施方式中,调整切削指令可以包括识别切削指令中的负责切削给定零件的至少一个特定特征的特定一组切削指令,并且调整所述特定一组切削指令以补偿给定零件的至少一个特定特征的初始偏差的至少一部分。通过该方法计算的初始偏差可以包括构
成给定零件的至少一个特定特征的多个点中的每个点的误差偏差大小和误差偏差方向。
[0010]
该方法还可以使用切削指令和标称模型之间的关系以及所测量的至少一个特定特征和标称模型的特定特征,将给定零件的至少一个特定特征与对应一组切削指令相关联。所述至少一个特定特征可包括线、圆形、圆柱形或平面中的至少一者。
[0011]
根据本发明的另一个实施方式,一种生产加工零件的方法指导使用电子指令来生产给定零件。指令包括一系列切削指令,所述切削指令根据零件的电子标称模型来限定机床的切削路径的坐标。该方法接收使用电子指令生产的给定零件的检查结果,其中检查结果示出与标称模型的一个或多个误差偏差。每个误差偏差与所生产的给定零件的特定特征相关联。接下来,该方法识别切削指令中的与给定零件的特定特征相关联的一组切削指令,将给定零件的特定特征的误差偏差与所识别的一组切削指令相关联,并且编辑所识别的一组切削指令以修正特定特征的误差偏差的至少一部分。
[0012]
指导使用电子指令来制造给定零件可以导致给定零件具有沿着机床的切削路径的一系列特定特征。在一些情况下,特定特征可包括线、圆、圆柱或平面。与给定零件的特定特征相关联的误差偏差可以包括与特定特征的离散点相关联的误差大小和误差方向。
[0013]
该方法还可以识别负责形成特定特征的离散点的切削指令的具体坐标集,将特定特征的离散点的误差偏差与所识别的具体坐标集相关联,并且编辑切削指令的具体坐标集以修正相关联的误差偏差的至少一部分。
[0014]
根据其它实施方式,一种用于生产加工零件的设备具有电子接口,该电子接口被配置为接收用于生产给定零件的电子指令。指令包括一系列切削指令,该切削指令根据零件的电子标称模型来限定机床的切削路径的坐标。电子接口还被配置为接收使用电子指令生产的给定零件的检查结果,以示出与标称模型的一个或多个误差偏差。每个误差偏差与所生产的给定零件的特定特征相关联。
[0015]
该设备还具有与电子接口操作性地联接的指令控制器。指令控制器被配置成识别切削指令中的与给定零件的特定特征相关联的一组切削指令,并且将给定零件的特定特征的误差偏差与所识别的一组切削指令相关联。该设备还具有与指令控制器操作性地联接的编辑器。编辑器被配置成编辑所识别的一组切削指令,以修正特定特征的误差偏差的至少一部分。
[0016]
本发明的示例性实施方式被实现为具有计算机可用介质的计算机程序产品,所述计算机可用介质上具有计算机可读程序代码。计算机可读代码可以由计算机系统根据常规过程来读取和利用。
附图说明
[0017]
本领域技术人员从下面参考下面总结的附图讨论的“具体实施方式”应该更充分地理解本发明的各种实施方式的优点。
[0018]
图1示意性地示出了根据本发明的说明性实施方式构造的系统。
[0019]
图2示意性地示出了根据本发明的说明书实施方式的包括基于特征的修正的加工零件的系统。
[0020]
图3示意性地示出了本发明的控制器的实施方式。
[0021]
图4示出了根据本发明的说明性实施方式的管理零件加工过程的过程。
[0022]
图5示出了根据本发明的说明性实施方式的管理可由计算工具系统执行的零件加工过程的过程。
[0023]
图6示意性地示出了本发明的一个示例性实施方式和测量装置软件的屏幕截图。
[0024]
图7示意性地示出了本发明的一部分的一个示例性实施方式和加工程序指令页的屏幕截图和。
[0025]
图8示意性地示出了说明性实施方式中的测量装置软件的另一屏幕截图。
[0026]
图9示意性地示出了根据本发明的实施方式的机床的切削路径。
[0027]
图10示意性地示出了在本发明的一个实施方式的示例性使用中使用的样品零件。
[0028]
图11示意性地示出了图10的样品零件,其具有根据本发明的一个实施方式的一个示例性使用而生成的误差图。
[0029]
图12示意性地示出了使用根据本发明的一个实施方式的一个示例性使用而生成的误差图更新的切削指令加工的另一个样品零件。
[0030]
图13示意性地示出了本发明的一个实施方式的示例性使用和零件的屏幕截图。
[0031]
图14示意性地示出了图13的零件以及本发明的一个实施方式在该零件的另一部分上的示例性使用的屏幕截图。
具体实施方式
[0032]
在说明性实施方式中,用于加工多个零件的方法和设备基于所加工零件与标称模型的(一个或多个)偏差来修正加工指令。具体而言,自动化过程将来自加工过程本身的数据与来自所加工零件的后续检查过程的数据相关联。因此,该过程可以更好地监测和修正加工过程以解决与标称模型的偏差。这有利地帮助自动化过程隔离加工过程中的问题,并且向加工过程提供修正动作。
[0033]
更具体地说,机床基于标称模型加工给定的零件。然后检查该给定零件,并且基于该给定零件的特征确定与标称模型的一个或多个误差偏差。说明性实施方式然后基于一个或多个误差偏差来编辑加工指令以考虑(一个或多个)偏差的至少一部分。然后,可以使用更新的加工指令来生产后续零件,这导致机器零件与标称模型的偏差减小。下面讨论说明性实施方式的细节。
[0034]
如上所述,用于机床的数控(nc)切削指令(在本公开中可互换地称为“切削指令”或“加工指令”)限定了机床加工零件所需的步骤。通常,切削指令基于特定零件的标称模型(例如,计算机辅助设计模型)或设计意图。然而,不期望地,根据机床的切削指令驱动机床经常导致给定零件偏离标称模型。例如,这些结果可能由于真实世界条件、机床上的动态力以及给定时间点的特定机器或机床的规格而偏离。
[0035]
这个技术问题可能是昂贵的。当在需要具有精确和可重复规格的零件的工业中制造零件时,这尤其如此。这些工业可以包括航空、国防和医疗工业。另外,在切削指令包括用于特定共同特征的固定或预编程指令集的情况下,该技术问题加剧。例如,如果标称模型包括圆形特征或部分圆形特征,则大多数机床将使用预编程指令来切削该已知和共同特征。在这种情况下,用户不能调整定义圆或其它共同特征的切削路径的基础切削指令。相反,仅可以改变特定特性(例如,原点和大小)。因此,如果预编程的切削指令导致形状误差(例如,预编程的指令是针对圆形的,但是所得的加工零件是椭圆形的),则该误差不能通过调整与
预编程的零件相关联的切削指令来修正。
[0036]
因此,本发明的各种实施方式提供了一种解决方案,该解决方案可以用于有效且高效地确定给定零件的误差分布,识别与标称模型的(一个或多个)偏差,并且基于误差分布编辑加工指令以修正与标称模型的(一个或多个)偏差的至少一部分。可以使用编辑后的加工指令来加工后续零件以产生与标称模型的偏差减小的零件。在一些实施方式中,该技术方案可以包括:测量所加工零件的特定特征与标称模型的对应特定特征的一个或多个偏差;以及调整与所加工零件的特定特征相关联的一组切削指令以修正(一个或多个)偏差的至少一部分。
[0037]
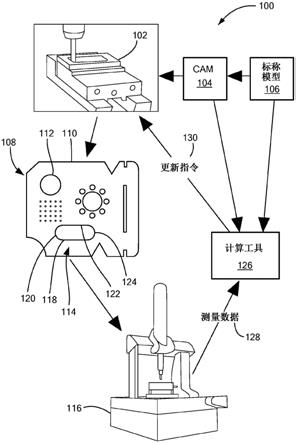
图1以较高层面示意性地示出了用于执行本发明的示例性实施方式的系统100。更具体地,系统100可以利用基于测量的加工指令的修正来执行生产所加工零件的方法。在一些实施方式中,该修正可以是加工指令的基于特征(也称为基于几何形状)的修正。在这样的实施方式中,加工指令可以基于由测量装置对给定零件的具体特征(或几何形状)进行的测量来调整。例如,特征可以是线、圆、圆柱、平面或给定零件的标准几何形状。在其它情况下,特征可呈现非标准几何形状,例如复杂形式、流动和/或有机类型的形状。
[0038]
应当理解,尽管以上和以下对本发明的各种实施方式的讨论涉及切削给定零件的切削指令、机床和过程,但是本发明的其它实施方式的适用性不限于这样的情形。相反,本公开通篇描述的方法、系统、设备和计算机程序产品可以用于基于标称模型或设计意图生产给定零件的各种其它加工过程中的任何过程,例如增材制造过程。
[0039]
为此,系统100包括在加工零件时遵循规定的切削路径的机床102。切削路径可以由切削指令(也称为“cam 104”)基于标称模型106来定义。例如,标称模型可以是列出零件的设计意图的数据集和/或常规计算机辅助设计(cad)文件。基于标称模型106的切削指令104驱动机床102以生产给定零件108。在一些实施方式中,给定零件可由于机床102的多个切削走刀(pass)而产生。例如,图1中所示的给定零件108可以包括形成零件108的周边110的第一切削走刀、形成圆形特征112的第二切削走刀、形成形状114的第三切削走刀等等。本领域普通技术人员将理解,切削走刀由机床的单个连续切削运动限定,并且给定零件可以具有任何数量的切削走刀(例如,一个、两个、三个、四个、五个等)。
[0040]
系统100还具有测量装置116以测量零件108。在一个实施方式中,测量装置116可以是度量装置(例如,坐标测量机或“cmm”)或其它测量装置。测量装置116可以测量完成的零件或零件的处于加工过程中的部件。测量装置优选地进行零件的“基于特征的”测量。换句话说,测量装置可以将所加工的给定零件分成多个特定特征,然后测量相关特征中的每一个特征。机床的单次切削走刀可沿着切削路径产生单个特征或彼此融合的一系列特定特征。例如,参考图1的零件106,形状114可以在机床的单次切削走刀中形成,并且包括四个特定特征,在图1中由附图标记118、120、122和124标识。更特别地,形状114由连接到两个部分圆形特征120和124的两个线状特征118和122形成。在其它情况下,单次切削走刀可产生单个特征,例如圆112。
[0041]
下面进一步详细描述的计算工具126可以从测量装置116、标称文件106和切削指令104接收给定零件108的测量数据128(也称为“检查数据”)。计算工具126随后确定机加工零件108的特定特征与标称模型106的一个或多个误差偏差,并且调整切削指令104以考虑误差偏差的至少一部分。换句话说,计算工具126可以使用测量数据(例如,来自cmm 116的
度量数据)连同切削指令和标称模型,以将给定零件的测量数据与切削指令相关联,识别与特定切削指令相关联的标称模型的偏差,并且相应地编辑切削指令。更新的切削指令130由计算工具126提供给机床102,以产生与标称文件的误差偏差大概减小的另一零件。因此,说明性实施方式使用基于特征的测量来修改机床的规定切削路径,以考虑与标称模型的测量偏差的至少一部分。
[0042]
图2示意性地示出了系统200,其结合了具有更大的加工零件过程的示例性实施方式。如下面详细描述的,在一些实施方式中,为了考虑与标称模型的一个或多个偏差而对机床切削路径进行修正式的基于特征的调整可以与其它机床调整特征(例如修正工件偏移和/或修正以考虑刀具属性)结合使用。各种实施方式的基于特征的修正与这些其它修正措施不同,因为这些实施方式可以迭代地确定给定零件与标称模型的误差,并且通过改变切削指令本身而不是调整加工零件或工件偏移位置来连续地调整切削路径。
[0043]
基于标称模型(例如cad模型204)的cam路径202建立机床212的刀具路径(例如切削路径)。cam路径202还可以考虑从特定机床接收的信息226。信息226可以包括例如机床运动学和/或刀具属性。cam路径202可包括多个刀具操作。例如,由cam路径202定义的刀具路径可以包括多个不同的刀具走刀206a-206c。由cam路径202建立的刀具路径由用于驱动机床的切削指令208控制。在一些实施方式中,切削指令可包括限定特定刀具走刀的特定段。例如,刀具走刀206a-206c可以分别由诸如g代码段208a-208c之类的切削指令段来定义。如下面详细描述的,可以在后处理步骤期间由编辑器210操纵切削指令段,以考虑给定零件与标称模型的一个或多个偏差的至少一部分。在一些实施方式中,切削指令可包括引导机床运动的位于机床坐标平面中的一系列离散点,其中切削走刀由该系列离散点限定。下面详细描述的图7示出了在机床坐标平面中具有一系列离散点的切削指令的示例。
[0044]
系统200的机床212由切削指令驱动,以基于标称模型生产给定零件。然后,给定零件通过测量刀具测量,如上文和下文所讨论的。给定零件的测量结果214被发送到计算工具216。在一些实施方式中,测量结果214可以被发送到数据库,例如统计过程控制数据库218,并且随后从数据库发送到计算工具。
[0045]
在一些实施方式中,计算工具216可以包括计算工具系统,该计算工具系统被配置为控制方法和相关联的机器和设备的各个方面,并且处理从所述方法和相关联的机器和设备获取的数据。
[0046]
图3示意性地示出了具有通过总线302进行电子通信的若干元件的计算工具系统300的实施方式。通常,一些或所有元件可以在一个或多个集成电路(例如,asic)、门阵列、微控制器或定制电路中实现。一些元件可以以能够在计算机处理器314上执行的非暂时性计算机实现的代码来实现。
[0047]
一些实施方式包括计算机处理器314,其可以包括可从英特尔公司获得的微处理器,或者诸如arm核之类的处理器核的实现。计算机处理器314可以具有用于存储数据和/或计算机代码的板载非暂时性数字存储器(例如,ram或rom),所述数据和/或计算机代码包括用于实现一些或所有控制系统操作和方法的非暂时性指令。可替换地或附加地,计算机处理器314可以可操作地联接到其它非暂时性数字存储器(诸如ram或rom)或用于存储这样的计算机代码和/或控制数据的可编程非暂时性存储器电路。因此,计算工具系统300的一些或所有功能可以以被配置为在计算机处理器上执行的软件来实现。
[0048]
计算工具系统300包括电子通信接口304,其被配置为与加工系统的其它部分通信,例如与机床和/或测量装置(即,cmm机)通信,或者与诸如计算机的外部装置通信。为此,通信接口304可以包括各种通信接口,例如以太网连接、usb端口或火线端口。
[0049]
通信接口304可操作地联接到一个或多个源,诸如测量装置、计算机、机床等。通信接口304被配置为接收数据,例如,用于基于电子标称模型生产给定零件的电子指令301、使用电子指令生产的给定零件的检查结果303、电子标称模型305和机床信息中的一者或多者。电子指令301可以包括一系列切削指令,这一系列切削指令根据给定零件的电子标称模型305来限定机床的切削路径的坐标。给定零件的检查结果303示出了给定零件与标称零件的一个或多个误差偏差。检查结果的每个误差偏差与所生产的零件的特定特征相关联。通信接口304还联接到计算工具系统300的其它模块,以向这些其它模块提供由接口接收的一些或全部数据。
[0050]
系统300还具有指令控制器306,该指令控制器306被配置成识别与给定零件的特定特征相关联的一组电子指令。指令控制器306还被配置为将例如从给定零件的检查结果获得的一个或多个误差偏差与所识别的一组切削指令相关联。
[0051]
编辑器308被配置成编辑所识别的一组切削指令,以修正特定特征的相关联的误差偏差中的至少一部分。编辑器308可以产生更新的切削指令,该指令限定机床的切削路径的坐标以生产给定零件,与初始误差偏差相比,该给定零件与该零件的标称模型的误差偏差减小。
[0052]
计算工具系统300被配置为产生更新的切削指令,使得可以根据更新的切削指令来驱动机床。在一些实施方式中,计算工具系统300可以将更新的切削指令输出到数据库或存储器312以供存储和/或稍后由机床使用。存储器312可以被配置为存储由计算工具系统300和任何相关联的模块接收、处理或输出的数据。存储器312(该存储器可以包括非暂时性存储器)可以被配置为除了其它外还存储以下内容:
[0053]
·
零件的电子标称模型;
[0054]
·
工件或机床的规格;
[0055]
·
初始切削指令,其限定切削路径的坐标以基于电子标称模型生产给定零件;
[0056]
·
给定零件的检查结果;
[0057]
·
包括给定零件与标称零件的一个或多个偏差的误差图;
[0058]
·
基于电子模型的检查例程;以及
[0059]
·
可在计算机处理器314上执行的非瞬时指令。
[0060]
除了别的以外,所提到的指令还可以包括:用于指导使用电子指令来生产给定零件的指令;用于接收使用电子指令生产的给定零件的检查结果的指令;用于识别与给定零件的特定特征相关联的一组切削指令并且将所识别的切削指令与特定特征的误差偏差相关联的指令;和/或用于编辑所识别的一组切削指令以修正特定特征的误差偏差的至少一部分的指令。
[0061]
回到图2,计算工具编辑切削指令以修正该零件的一个或多个误差偏差的至少一部分,并且产生更新的切削指令以随后驱动机床。
[0062]
如上所述,切削指令的基于特征的修正可以与附加修正措施结合使用。例如,在一些实施方式中,机床212可以接收测量结果214、来自计算工具216的信息和/或来自机床探
针或刀具设定器220的数据,以调整工件偏移或机床性质。附加地或替代地,激光校准设备224可以测量机床本身并且将误差信息输出到切削指令。例如,激光校准设备可以创建“体积-部件误差图”,该误差图可以被下载到机床控制器中或者可以被用于基于机床中的误差来修正刀具路径。
[0063]
图4和图5示出了示意性地说明由根据本发明的说明性实施方式的系统(例如图1中所示的系统100)和/或设备(例如图3中所示的计算工具300)执行的操作的流程图。这些流程图图示了根据本发明的说明性实施方式的管理零件加工过程的过程。应当注意,所示的这些过程从通常用于加工零件的较长过程中被大大简化。因此,加工零件的过程可能具有本领域技术人员可能使用的许多步骤。另外,一些步骤可以以与所示顺序不同的顺序执行,或者同时执行。因此,本领域技术人员可以适当地修改该过程。此外,如上文和下文所提到的,所提到的材料和结构仅是可以使用的各种不同材料和结构中的一种。本领域技术人员可以根据应用和其它限制选择适当的材料和结构。因此,具体材料和结构的讨论不是要限制所有实施方式。
[0064]
图4的过程开始于步骤402,其中机床接收切削指令以基于零件的标称模型生产零件。如上所述,切削指令可以包含限定一个或多个机床走刀的多个代码行,所述机床走刀导致基于标称模型生产零件。更具体地,切削指令可以限定一系列离散点,这些离散点限定机床的切削路径的坐标。这些离散点中的每个点具有在机床坐标平面中定义的坐标集。如上所述,机床的一次或多次走刀可以由切削指令限定或协调。
[0065]
图7示出了初始切削指令702的示例性部分。具体地,图7示出了程序的屏幕截图,其示出了初始切削指令702的一部分以及根据一个示例的与初始切削指令702相对应的更新的切削指令720的一部分。如图所示,切削指令的示例性部分包括从代码行编号835跨越到代码行编号885的一系列代码行。每个代码行限定沿着切削路径的限定在机床的坐标平面中的离散点的坐标。例如,图7的附图标记704表示单个代码行(行号860)。该特定代码行定义了具有x坐标+78.412和y坐标-65.204的离散点。随后的代码行(行号861,在图7中由附图标记706表示)定义一个离散点,该离散点具有x坐标+78.206和y坐标-56.015。因此,这两个特定的代码行指示机床从代码行号860中限定的离散点(由附图标记704指示)移动到代码行号861中限定的离散点(由附图标记710指示)。
[0066]
这样,初始切削指令通过指示机床沿切削指令中限定的一系列离散点移动来限定切削路径的坐标。应当理解,图7的屏幕截图中所示的那部分切削指令仅表示一部分切削指令。初始切削指令可以包括任何数量的代码行,并且可以限定任何数量的机床走刀以生产零件。例如,如以下更详细地解释的,图7所示的那部分切削指令限定两个不同机床路径的部分的坐标,初始指令的代码行835-844限定第一机器走刀702a的一部分的坐标,初始指令的代码行845-885限定第二机器走刀702b的一部分的坐标。
[0067]
回到图4,在接收到切削指令之后,机床由切削指令驱动以生产给定零件(步骤404)。然后,通过测量工具测量给定零件(步骤406)。更具体地,可以通过测量至少一个特定特征来测量零件。如上所述,单个机床切削走刀的切削路径可沿切削路径产生一个或多个特定特征,并且坐标测量机可用于测量该一个或多个特定特征。
[0068]
参考图6更详细地解释测量给定零件的步骤,具体地,图6示出了从与坐标测量机相关联的测量软件取得的示例性屏幕截图600。作为示例,该软件可以包括海克斯康制造智
能(hexagon manufacturing intelligence)的pc-dmiscmm。该软件可以与海克斯康制造智能的cmm结合使用。屏幕截图600包括在图像右侧的窗格中示出的零件显示602以及在图像左侧的窗格中示出的检查结果显示604。检查结果显示示出了与零件显示中示出的零件相关联的检查结果(即,测量数据)。在坐标测量机坐标平面(cmm坐标平面)中由cmm进行测量。
[0069]
在测量给定零件之前,测量软件可以接收零件的标称模型。可以在测量机上运行检查例程之前计划检查例程以测量给定零件。例如,对于包含多个部件的标称模型(其中每个部件由机床的不同切削走刀形成),可以逐个部件地计划检查例程。例如,图6的零件显示602中所示的零件包括由机床的单次切削走刀形成的第一部件606和由机床的另一单次切削走刀形成的第二部件608等。如图所示,第一部件606由单个特定特征形成,在这种情况下是圆,而第二部件608由多个特定特征形成。更具体地,第二部件可包括圆形特征610、柱形特征612、线状特征614和另一圆柱特征616以及其它特定特征。因此,使用零件的标称模型,可以创建检查例程,该检查例程指示测量装置顺序地测量部件的特定特征。
[0070]
然后,利用基于标称模型的计划检查过程,测量装置在基于标称模型加工的给定零件上运行检查过程。检查结果可以被显示和/或输出以用于进一步处理。例如,检查窗格604示出了表示与给定零件的特定特征(更具体地说,通过单次机床走刀创建的部件)相关联的检查结果(即,测量数据)的代码。例如,检查窗格604示出了圆特征610的检查结果618、圆柱特征612的检查结果620、以及圆柱特征616的检查结果622。检查结果显示了每个特定测量特征的测量数据。如下面将详细讨论的,可以使用例如捕获检查结果和相关联的特定特征的代码行624来输出检查结果。
[0071]
返回到图4中的加工过程,在步骤408,该方法计算给定零件的误差图。通过使用检查结果确定给定零件和标称模型之间的一个或多个误差偏差来创建误差图。更具体地,并且如以下参照图5和11详细描述的,初始偏差可以通过计算给定零件的至少一个特定特征的检查结果与标称模型的对应的至少一个特定特征的定位之间的差来确定。此外,可以针对沿着至少一个特定特征的多个离散点中的每一个点计算初始偏差。可以相对于cmm坐标平面确定初始偏差。这些计算可以由计算工具系统300执行和/或由测量装置经由电子通信接口306发送到计算工具系统300以供进一步处理。初始偏差(即,误差偏差)可以包括误差大小和误差方向,误差方向表示给定零件的测量点与标称模型上的对应点的偏差的方向。
[0072]
在步骤410,编辑器308可以基于误差图调整切削指令,以修正一个或多个误差偏差的至少一部分。更特别地,与切削特定特征相关的一组切削指令可以基于该特定特征的相应的一个或多个误差偏差而被调整,以修正相应的误差偏差的至少一部分。如以下关于图5所讨论的,指令控制器306可以将特定误差偏差与相应的一组切削指令(即,一行或多行切削指令代码)相关联,所述一行或多行切削指令代码负责限定加工特定误差偏差测量的点或特定特征的机床路径的坐标。因此,在一些实施方式中,对切削指令的调整可以包括调整切削指令的至少一个坐标集,以补偿或消除与切削指令的坐标集相关联的一个或多个误差偏差的至少一部分。如下面进一步详细描述的,在一些实施方式中,指令控制器306可以使用标称模型305将特定特征的检查结果303与限定该特定特征的切削路径的坐标的一组切削指令301相关联。
[0073]
作为示例,编辑器308可以通过用一行代码编辑切削指令来调整切削指令301,该行代码将特定特征的检查结果与负责该特定特征的切削指令相关联。例如,图6中所示的
adjustpathfeatures(由附图标记624指示)可以捕获沿着特定切削路径的每个特定特征的检查结果和误差偏差。参考图7中所示的更新的切削指令720,在包含更新的切削指令720的图像的右侧的窗格中,已将adjustpathfeatures代码在新代码行845(由附图标记722指示)中添加到切削指令。adjustpath features代码捕获第二切削走刀的每个特定特征的检查结果和误差偏差(在初始切削指令中由附图标记702b表示,在更新的切削指令中由附图标记720b表示),并且在逐行的基础上相应地调整切削指令。例如,更新的切削指令的代码行861(由附图标记724指示)对应于初始切削指令的代码行860(由附图标记704指示)。比较这两个代码行,更新的切削指令的代码行861(附图标记724)包括调整的坐标点,以补偿至少部分相关的误差偏差。更具体地说,更新的切削指令的代码行861(附图标记724)定义具有+78.378的x坐标和-65.165的y坐标的离散点。这反映了从代码行860(附图标记704)的对应初始切削指令进行的-0.034的x坐标调整和-0.039的y坐标调整。应当理解,该单行切削指令代码仅用作示例性解释。如从图7中可以看出的,由于编辑切削指令以考虑给定零件与标称模型的一个或多个偏差,因此在逐行(即逐点)的基础上对更新的切削指令720进行调整。
[0074]
如上所述,在屏幕截图700中示出的切削指令包括第一切削走刀702a/720a的一部分和第二切削走刀702b/720b的一部分。为了保持单个切削走刀的切削连续性,优选在单个切削走刀的基础上进行测量和调整。如可以看到的,该adjustpath features(由附图标记722表示)仅对应于第二切削走刀702b/720b。此外,adjustpath features代码包括将单个切削走刀形成单个命令行的所有特定特征。这样,当一系列特定特征彼此混合以形成单个切削走刀的连续切削路径时,可以保持单个切削走刀的切削连续性。因此,只有对应于第二切削走刀的切削指令(即,初始切削指令的代码行845-885和更新的切削指令的代码行846-886)被调整,而对应于第一切削路径的切削指令(即,初始切削指令的代码行835-844和更新的切削指令的代码行835-844)保持不变。
[0075]
在一些实施方式中,来自所加工的多个给定零件的检查结果可以用于确定与标称模型的一个或多个误差偏差的平均量。然后,可以基于平均的一个或多个误差偏差来调整切削指令,以产生与标称模型的偏差减小的给定零件。如图8中的测量软件的屏幕截图800所示,事务选择框802可用于从多个测量运行中选择检查结果。事务选择框中的每个行条目引用来自给定零件上的单次测量运行的检查结果数据。在选择多个测量运行的情况下,可在多个运行上对检验数据(即,测量数据)求平均。然后,可以以与上述相同的方式使用平均测量数据来编辑相关的切削指令,以修正平均数据与标称模型的一个或多个误差偏差的至少一部分。
[0076]
回到图4的方法,在步骤412,该方法输出更新的切削指令,并用更新的切削指令驱动机床(步骤414)。电子接口304可以将更新的切削指令直接输出到机床,并且处理器314可以根据更新的切削指令驱动机床。附加地或替代地,更新的切削指令可以存储在存储器312中以用于稍后参考和/或使用。
[0077]
图9在曲线图900上示意性地示出了根据本发明的说明性实施方式的对切削路径进行的基于特征的修正的结果。曲线图900绘出了三个切削路径:
[0078]
·
由基于标称模型的切削指令限定坐标的切削路径(由附图标记902表示的线);
[0079]
·
由测量装置测量给定零件确定的机床的实际切削路径(由附图标记904表示的线);以及
[0080]
·
由测量装置测量给定零件的确定的、用更新的切削指令驱动的机床的计算切削路径(由附图标记906表示的线)。
[0081]
如该曲线图所示,沿标称路径902的每个离散点具有沿初始测量路径904的对应点。曲线图900示出了在这种情况下机床放大了标称切削路径的峰和谷。在测量路径904偏离标称路径902的点处,可以计算误差偏差,并且可以调整切削指令以修正至少部分相关的误差偏差,如上文和下文所讨论的。因此,由调整后的指令驱动的更新后的机床路径906产生了与标称路径902的减小的偏差,从而使峰和谷的放大率最小化,并且与先前测量的切削路径904相比更接近地符合标称路径。
[0082]
应当理解,图4中所示的基于特征的修正过程可以重复多次,以基于给定机器零件与标称模型的(一个或多个)误差偏差迭代地修正机床切削路径,以实现导致加工零件与标称模型的(一个或多个)误差偏差减小的刀具切削路径。
[0083]
图5示出了可以例如由计算工具系统300的自动化过程执行以执行基于特征的修正的示例性过程的一部分。特别地,图5中所示的方法可以使用自动化过程:a)将加工程序(例如,切削指令)与电子标称模型中相关联;b)将加工程序和相关机床的有效加工性能与标称模型中的数据相关联;和/或c)将检查结果与标称模型中的数据相关联。
[0084]
该方法使用自动化过程和上述关联中的至少一个关联来建立加工程序参数(例如,切削指令)和检查结果之间的关系,然后使用相关信息和自动化过程识别负责生产特定特征的一组加工程序参数(例如,切削指令)和与该特定特征相关的检查结果。然后,该方法可以修改加工过程以便在加工后续零件时使用,使得更新的加工过程生产更紧密地匹配标称模型的零件。
[0085]
自动化程序可以从切削指令和/或加工程序识别以下中的一些或全部:负责切削给定零件或给定零件的特定特征的切削指令行号;标识刀具的刀具编号;刀具几何形状(例如,侧面或端部);机器进给速率;机器主轴速度;以及有效工件偏移。
[0086]
使用所接收的数据和所建立的关系,自动化程序因此可以根据检查结果从标称模型(即cad模型)识别与特定给定零件机器有关的特征尺寸。自动化程序可以将来自检查结果的特定特征的特性尺寸与标称模型进行比较,以计算与模型的一个或多个偏差。自动化程序可以用给定零件的每个特定特征的加工属性(即,切削指令)填充检查数据库,并且将所计算的特定特征的一个或多个偏差与对应的切削指令相关联。
[0087]
在其它实施方式中,方法可以通过将加工程序的指令拟合到标称文件和/或将检查结果的三维位置与标称文件重叠,并且随后将加工程序的拟合指令与检查结果相关联来进行关联。
[0088]
图5的过程开始于步骤500,其中电子通信接口304接收电子标称模型305(例如标称零件的cad文件)、加工该零件的电子切削指令(nc)程序301、以及使用切削指令加工的给定零件的检查结果303作为输入。注意,一些实施方式不是使用cad文件,而是可以简单地输入与标称或理想化零件相关的信息或规格。接下来,在步骤502,指令控制器306将切削指令301与标称模型305的cad几何形状匹配。为此,在说明性实施方式中,自动化程序将切削指令几何地拟合到cad文件。这优选地需要理解机床几何形状和机床代码,并且将整个切削路径拟合到cad零件。该拟合允许指令控制器306通过将切削指令与附近的cad几何形状相匹配来隔离nc代码的哪些行负责切削每个cad面。更特别地,指令控制器可以识别机床坐标平
面中的特定坐标集(如由切削指令限定的),该坐标集特定于cad零件的特定特征的离散点。这识别出了在加工过程中进行某些切削的时间和负责每个切削、特征和离散点的特定切削指令。
[0089]
然后,指令控制器306将加工属性分配给cad实体(步骤504)。具体地,自动化程序在给定cad实体正被加工时向切削指令查询主动加工属性。这些是分配给各个cad实体的加工属性。
[0090]
在步骤506,指令控制器306将检查结果303与cad实体305相关联。如上所述,零件可能已经通过多种不同检查方式中的任何一种检查,例如通过坐标测量机。指令控制器306可以相应地将所加工零件的特定特征的测量与标称模型305的对应特定特征的坐标相关联。在一些实施方式中,检查结果可以包括已经针对给定零件的特定点或特征相对于标称模型的相应零件或特征计算的误差偏差。在其它实施方式中,在给定零件的特定点或特征的测量数据和对应的标称模型的情况下,计算工具系统300可以计算误差偏差。因此,将检查结果相关联可以更具体地包括将所加工零件的特定特征或点的误差偏差与标称模型的对应特征或点相关联。
[0091]
除了其它方式,通过将检查结果的三维位置(即,三维检查数据)与cad文件重叠,可以将检查结果与各个cad实体相关联。在其它实施方式中,可以通过重叠和/或以其它方式使用检查结果(或其它数据)的二维和一维位置来将检查结果与各个cad实体相关联。三维检查数据可以从检查数据库或其它存储机构中检索。相对位置和特征类型算法可以用于将检查结果与cad实体相关联。
[0092]
该过程继续到步骤508,其中指令控制器建立加工参数(即切削指令)和检查结果之间的关系。为此,该过程可以将cad实体与两组数据进行匹配。然后,该信息可以存储在数据库中,例如存储在统计过程控制数据库(“spc数据库”)中。
[0093]
步骤510然后分析趋势和反馈结果,并将结果转发给机床或负责该机床的人员。除了其它方式之外,该步骤可以使用与spc数据库相关联的软件来识别暗示加工过程的问题的相关趋势。例如,spc软件可以发出关于正在接近可接受限度的缺陷的警报。因此,除了别的以外,说明性实施方式优选地自动识别出有故障的加工操作、刀具、切削路径、速度、进给等。
[0094]
在步骤512,编辑器308可以基于先前的步骤根据需要修改加工过程,以更新切削指令以便以较小误差加工其它零件。特别地,编辑器308可以执行上面讨论的关于基于一个或多个相关的误差偏差来调整或编辑切削指令的任何步骤,以修正至少部分相关的误差偏差。例如,编辑器308可以使用所建立的加工参数(即,切削指令)和检查结果之间的关系来编辑切削指令,以补偿检查结果中所提出的相关的一个或多个误差偏差的至少一部分。更具体地说,编辑器308可以基于相关的误差偏差(如由指令控制器306所关联的)编辑切削指令301的特定坐标集,以修正相关误差偏差的至少一部分。在一个实施方式中,自动化程序可以识别与特定切削指令(即,切削指令代码的特定行)相关联的误差偏差,确定等于误差偏差的大小但具有与误差偏差的方向相反的方向的特定修正偏移,并且通过对应的修正偏移来调整切削指令的特定行。在这一点上,通过用更新的切削指令驱动机床,该过程可以制造具有改进结果的更多相同零件。
[0095]
图10至图12描述了使用说明性实施方式加工多个零件的测试情况。具体地说,图
10示意性地示出了样品零件1000。该样品零件是圆形、菱形、正方形(“cds”)零件,其目前用于测试机床的体积精度。该样品零件包括三个部件,即正方形部件1002、圆形部件1004和菱形部件1006。在诸如坐标测量机之类的测量机上测量基本几何形状,并且如果任何测量偏离样品零件的标称模型,则可以推导出机床的潜在误差。在该测试情况中,使用mikron ucp600五轴机床加工样品零件,使用具有pc-dmis软件的micro hite dcc cmm来测量和分析样品零件。
[0096]
图11示意性地示出了图10的圆形、菱形、正方形部件,其中覆盖在该零件上的相应误差图示出了与标称模型的偏差。误差图包括多个箭头,每个箭头表示给定零件与零件的标称模型的偏差。更具体地说,源自cds零件的每个单独箭头表示cds零件的该特定点相对于cds标称模型的对应点的误差的方向和相对大小。优选地,对于形成给定零件的特定特征的多个离散点中的每一个计算误差偏差。更具体地说,可以对沿着特定特征的多个离散点中的每一个获取测量数据。然后,可以将特定特征的多个离散点中的每一个的测量数据与标称文件中的对应特定特征的对应离散点进行比较,以确定误差偏差。误差图和用于创建误差图的误差偏差可以标识机床的潜在误差,该潜在误差引起与标称模型的偏差。
[0097]
例如,通过比较正方形部件的左侧1101与正方形部件的右侧1103,可以确定用于制造零件的特定机床具有垂直度误差,因为这些侧不垂直。这可以通过解释与两个侧中的每一侧相关联的误差图来看出。具体地,左侧的上部(即,更靠近印在正方形的近端面上的“y”的那一侧的部分)的误差图示出了给定零件向左延伸超过对应标称模型的边界。而右侧的误差图示出了右侧的下部(即,更靠近刻印在正方形的近端面上的“x”的那一侧的部分)在一方向上延伸向右侧延伸超过对应标称模型的边界,而右侧的上部明显更少地偏离标称模型。垂直度度误差也从圆形部件1106的误差图中明显看出,其示出了部件1106在部件1106的左上部和右下部分中径向向外延伸超过的标称模型的对应特征。
[0098]
图11所示的误差图还识别出了机床的线性问题。通过比较沿着正方形的顶侧1105和正方形的底侧1107的误差图箭头(即,误差偏差)可以明显看出正方形部件1102的长度太长。误差图示出了沿顶侧和底侧的偏差,每个偏差延伸超过标称文件的关联部件的边界。总之,该特定零件具有46微米的计算垂直度误差、37微米的圆度误差和46微米的长度误差。可以更新切削指令以修正至少一部分相关的误差偏差。
[0099]
图12示出了使用基于图11所示的误差图更新的切削指令加工的第二cds零件1200的示例。再次,测量装置测量cds零件,并且误差图覆盖图12中的零件。当将图12的误差图与图11的误差图比较时,显然更新的切削指令生产了与标称模型的误差偏差显著减小的零件。更具体地说,各种误差度量已经显著地减小到约15微米的垂直度误差、约8微米的圆度误差、以及约4微米的长度误差。
[0100]
图13和图14示出了各种实施方式的另外示例性用途。图13示意性地示出了本发明的一个实施方式的零件和示例性用途的屏幕截图1300。在这种情况下,该零件是发动机缸体。为了生成该屏幕截图,将用于发动机气缸体的cad文件(即,用于零件的标称模型)、nc切削指令程序(即,加工程序)以及使用nc切削指令程序加工的给定发动机气缸体的检查结果输入到自动化程序中。然后,用户选择最靠近该图底部的圆形气缸1314。为了参考的目的,该气缸与也在图中的三维轴1306相邻。
[0101]
在选择气缸1314之后,气缸的面用视觉标记突出显示,将其与发动机缸体的其它
部分(例如其它气缸)区分开来。例如,该气缸的壁可以用与其它气缸的颜色不同的规定颜色来阴影化或突出显示。选择该气缸使得自动化计算机程序产品将除了别的之外填充在发动机缸体右侧的文本列1308中的cad数据、nc数据(即,切削指令,也称为“cam”数据)和检查数据相关联。
[0102]
除了其它方面,自动化程序可从nc切削指令识别负责切削零件的nc指令行号中的一些或全部、识别刀具的刀具号、刀具几何形状、机器进给速率、机器主轴速度和有效工件偏移。因此,自动化程序可以从检查结果中识别与发动机缸体的标称模型有关的特征尺寸。最后,自动化程序用每个特定特征的切削指令填充检查数据库。
[0103]
图14是用户选择发动机缸体1400的顶面1402而不是气缸的过程的另一示例。以类似于图13的显示的方式,该选择使得发动机缸体的顶面具有唯一的识别标记,因为其在显示窗口的右侧产生关于发动机缸体的顶面的信息。
[0104]
虽然图13和图14讨论了各种实施方式应用于发动机缸体,但是本领域技术人员将认识到,发动机缸体的讨论是一简单示例。因此,可以使用能够被加工的其它零件,并且因此各种实施方式不限于发动机缸体。
[0105]
本发明的各种实施方式可以至少部分地以任何常规计算机编程语言来实现。例如,一些实施方式可以以过程编程语言(例如,“c”)或以面向对象的编程语言(例如,“c++”)来实现。本发明的其它实施方式可以被实现为预配置的独立硬件元件和/或预编程的硬件元件(例如,专用集成电路、fpga和数字信号处理器)或其它相关组件。
[0106]
在替代实施方式中,所公开的设备和方法(例如,参见上述各种流程图)可以被实现为与计算机系统一起使用的计算机程序产品。这种实现可以包括固定在有形非暂时性介质(例如计算机可读介质(例如磁盘、cd-rom、rom或硬盘))上的一系列计算机指令。该系列计算机指令可以实现本文先前关于系统描述的功能的全部或部分。
[0107]
本领域的技术人员应当理解,这样的计算机指令可以用多种编程语言编写,以便与许多计算机体系架构或操作系统一起使用。此外,这些指令可以存储在任何存储器设备中,例如半导体、磁性设备、光学设备或其它存储器设备,并且可以使用任何通信技术来传输,例如光学技术、红外技术、微波技术或其它传输技术。
[0108]
除了其它方式之外,这样的计算机程序产品可以作为具有附带的印刷文档或电子文档(例如,压缩打包软件)的可移动介质来分发、利用计算机系统来预加载(例如,在系统rom或硬盘上)、或者通过网络(例如,因特网或万维网)从服务器或电子公告板来分发。实际上,一些实施方式可以在软件即服务模型(“saas”)或云计算模型中实现。当然,本发明的一些实施方式可以被实现为软件(例如,计算机程序产品)和硬件的组合。本发明的其它实施方式完全以硬件或完全以软件实现。
[0109]
上述本发明的实施方式仅是示例性的;许多变化和修改对于本领域技术人员将是显而易见的。这些变化和修改都在由所附权利要求中的任何一个所限定的本发明的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1