一种plc控制的压辊联动配合工作系统的制作方法
1.本实用新型属于设备控制技术领域,具体是一种plc控制的压辊联动配合工作系统。
背景技术:
2.压辊的运动实际上是为了达到放布的展平,有效的粘在导带上面,不会出现气泡及褶皱的现象,然而现在压辊的运动与导带的运动并不是相对进行的,当导带往前进的时候,压辊的运动是随意摆动的,并不是跟导带共同前进,从而出现了一系列问题:压辊往复运动的时候导带往前移动,因为不是一致的运动,会出现有的压得轻,有的压得重,从而出现一条条的压辊痕迹。
3.为了解决上述问题,本专利提出来一种plc控制的压辊联动配合工作系统,解决在生产过程中布料出现压辊痕迹,碾压不均匀,出现褶皱损坏喷头,打印出来的布料残次品过多,解决此问题的方法是通过plc程序的控制,然后通过相关伺服电机的控制去给驱动器做参数细分,然后把plc主程序中的压辊与导带做成相对的运动即可。
技术实现要素:
4.本实用新型的目的是针对以上问题,本实用新型提供了一种plc控制的压辊联动配合工作系统,具有压辊与导带的联动状态,打印每pass的运动压辊都会随之相对运动,并且是一个循环的运动,有单独的按键控制压辊的启停,整体工作精准无明显压痕的优点。
5.为实现上述目的,本实用新型提供如下技术方案:一种plc控制的压辊联动配合工作系统,包括下压辊,所述下压辊的两端均固定安装有齿轮,所述齿轮的底部齿轮啮合有齿条,所述下压辊的顶部放置有上压辊,所述下压辊与上压辊的左右两侧均固定安装有总控装置,所述下压辊与上压辊的中部放置有导带,当导带启动的时候,上下两个压辊会相对于导带的运动而运动,当导带停止的时候,压辊会返回运动,当下次导带往前运动的时候,压辊也会随着运动,以此运动循环,这样的话就能够保证压辊工作的稳定有序,保证压带及布料的受力均匀,避免了印记的出现。
6.作为本实用新型的一种优选技术方案,所述总控装置是由伺服组件与减速器组成且其控制下压辊与上压辊做往复运动,所述伺服组件是由伺服驱动器与伺服电机组成,该部分为整个控制装置的核心区域,整个总控装置受到plc控制器的影响控制,随后对内部的伺服组件进行控制工作,随后伺服组件再将该电信号转化为工作动力实时加载在负载设备,保证上压辊与导带能够稳定的工作,从而实现对导带的有效配合处理。
7.作为本实用新型的一种优选技术方案,所述导带的宽度值小于上压辊的长度值,且导带两侧与总控装置的间距值相等。
8.作为本实用新型的一种优选技术方案,所述下压辊、齿轮、齿条、上压辊与导带构成了负载设备。
9.作为本实用新型的一种优选技术方案,所述下压辊、总控装置、上压辊、导带的工
作受到plc控制器的控制,该所述plc控制器则又与pc控制端电性连接工作,整个设备的工作采用的是程序与机械设备的配合工作,机械设备完成具体情况的工作,控制程序则是对其进行调整处理,保证其工作更加精细化效果好,最终达到预期的目的。
10.与现有技术相比,本实用新型的有益效果如下:
11.本实用新型通过设置有下压辊、总控装置与导带等达到打印效果好的目的,导带的运动会有不同的速度和距离,然而压辊的运动会随着导带的改变而改变,从而达到更好的效果,因此布料没有压辊的痕迹,不会出现褶皱导致损坏喷头,从而减少了成本的支出,打印出来的布料质量更好,没有气泡的影响致使打印的涂料不均匀,图案的残缺也得到了改善。
附图说明
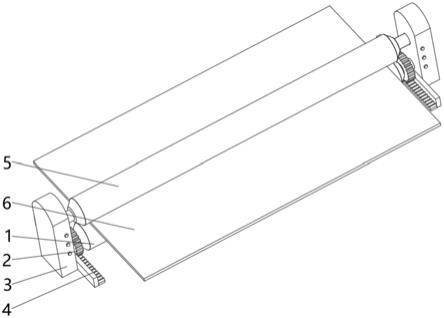
12.图1为本实用新型部分结构配合工作示意图;
13.图2为本实用新型整体设备工作流程示意图。
14.图中:1、下压辊;2、齿轮;3、总控装置;4、齿条;5、上压辊;6、导带。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.如图1至图2所示,本实用新型提供一种plc控制的压辊联动配合工作系统,包括下压辊1,下压辊1的两端均固定安装有齿轮2,齿轮2的底部齿轮啮合有齿条4,下压辊1的顶部放置有上压辊5,下压辊1与上压辊5的左右两侧均固定安装有总控装置3,下压辊1与上压辊5的中部放置有导带6,当导带启动的时候,上下两个压辊会相对于导带6的运动而运动,当导带6停止的时候,压辊会返回运动,当下次导带6往前运动的时候,压辊也会随着运动,以此运动循环,这样的话就能够保证压辊工作的稳定有序,保证压带及布料的受力均匀,避免了印记的出现。
17.其中,总控装置3是由伺服组件与减速器组成且其控制下压辊1与上压辊5做往复运动,伺服组件是由伺服驱动器与伺服电机组成,该部分为整个控制装置的核心区域,整个总控装置3受到plc控制器的影响控制,随后对内部的伺服组件进行控制工作,随后伺服组件再将该电信号转化为工作动力实时加载在负载设备,保证上压辊5与导带6能够稳定的工作,从而实现对导带6的有效配合处理。
18.其中,导带6的宽度值小于上压辊5的长度值,且导带6两侧与总控装置3的间距值相等。
19.其中,下压辊1、齿轮2、齿条4、上压辊5与导带6构成了负载设备。
20.其中,下压辊1、总控装置3、上压辊5、导带6的工作受到plc控制器的控制,该plc控制器则又与pc控制端电性连接工作,整个设备的工作采用的是程序与机械设备的配合工作,机械设备完成具体情况的工作,控制程序则是对其进行调整处理,保证其工作更加精细化效果好,最终达到预期的目的。
21.本实用新型的工作原理及使用流程:
22.首先在plc控制程序里面把两者相互串联,达到同时运动的信号,这样两者在打印开始会同时启动;
23.因为导带6与压辊的辊子直径不同,使用的驱动器不同,设置的脉冲细分也不同,计算无疑是一个耗时麻烦的工作,由于压辊需要相对于导带6持续后退的运动状态,只需在同步启动以后多次测试压辊来回滚动的时间即刻;
24.因为导带6的运动受图形、pass数、喷头排数、羽化的影响,压辊要相对于导带6的每次变更做出相应的动作;
25.在plc控制程序里首先是通过pass数做一个条件,然后通过图形做一个条件,然后再通过喷头排数做一个条件《羽化与喷头排数做成同一个条件》,通过三个条件的分类使压辊做到相应的运动;
26.压辊与导带6运动的同时,压辊的运动可单独的停止,当想要再次启动时,打开按键即可。
27.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1