用于监控玻璃制品的生产参数的系统和方法与流程
1.本技术涉及技术过程的控制,以及可用于监控和优化玻璃制品的生产。
背景技术:
2.玻璃生产中最重要的问题之一是自动化水平低。生产线的技术部分由来自不同制造者和时代的设备组成。设备制造者(在存在的情况中)提供的自动过程控制系统(apcs)、软件和接口就其技术任务而言局部地工作,不允许“查看”整个生产链以及考虑到它们之间的关系而有效控制所有操作周期。
3.此外,对于生产企业的相关问题是获取及时可靠的关于以下的信息:生产过程效率、原材料运动、损失和残次品量、以及原材料平衡信息。
4.存在用于控制技术过程的参数的已知自动化方法和实施它们的系统(例如,专利ru:no 2693785,ipc b01d53/14,g05d27/00,2019年7月4日公开;no 2508252,ipc c02f3/02,g05d27/00,2014年2月27日公开;no 2724772,ipc b01d3/42,g05d27/00,2020年6月25日公开)。
5.已知的方法使得解决高度限定的专业化技术过程的管理问题以及它们在其他技术领域中的不可能的应用的问题成为可能。
6.存在生产玻璃制品的方法和用于它们销售的系统(例如,专利ru:no2338701,ipc c03b18/02,2008年11月20日公开;no 2693068,ipc c03c17/22,b82y30/00,2019年7月1日公开;no 2266259,ipc c03b5/235,c03b3/00,c03b5/04,200年12月20日公开),其为技术线的特定部分提供一定的操作模式。
7.已知的方法和系统使得获得具有某些预设特性的制品成为可能,但是由于这些特性而不能提供控制,并且在偏离最佳值的情况中,不允许自动改变生产线操作参数。
8.自动化过程控制系统是已知的(http://www.nam-group.ru/realizovannie_proekti/10),其提供控制:
9.每个燃烧器上的气体流率,
10.入口处气体的压力和温度,
11.管道前和闸门前的排气的稀薄化,
12.不同点处的玻璃体和气体空间的温度,
13.风扇马达的操作和空气道中的压力,
14.用于冷却设备的用水量,
15.火焰方向转换期间的系列机制。
16.用于制造玻璃的著名的apcs使得快速显示技术模式和设备状态成为可能,当触发安全自动化时,切断气流并发出警报、记录操作员的动作、生成输出和报告文档、以及创建存档数据库。
17.已知系统的缺点是无法控制其他技术部分中的生产参数,以及因此不可能调整整个生产的最佳模式。
技术实现要素:
18.要求保护的发明的技术成果在于确保从生产线的所有技术部分连续且不间断地收集客观数据,以及在分析的基础上优化整个生产过程。
19.技术成果的实现在于,用于监控玻璃制品的生产参数的系统包括:直接定位在生产线的每个技术部分上的至少一个单元、通信单元、用于收集基础参数的传感器和控制单元,所述控制单元定位在生产线外侧;定位在特定技术部分处的通信单元中的每一个:在一侧与传感器连接,以用于收集技术部分的基础参数,使能够获得关于参数的数据,以及在另一侧与控制单元连接,使能够将接收的数据传送到控制单元以及接收返回的命令数据。
20.此外,通信单元可以是服务器。
21.在申请文本中,术语具有以下意义:
22.‑“
服务器”——与一组类似装置分开的计算装置,用于在没有直接人工参与的情况下,执行任何服务任务,可以使用计算机、工作站、智能手机等作为服务器,如果它们的技术参数符合正在执行的任务,
[0023]-通信单元——用于在技术线(包括两侧)的特定元件之间接收、处理和传送数据的装置或系统,
[0024]-控制单元——用于处理和分析从技术线的所有部分接收的数据以及生成数据集合以供进一步执行的装置或系统。
[0025]
技术成果的实现也是由于,借助于要求保护的系统的用于监控玻璃制品的生产参数的方法包括以下系列动作:
[0026]-由传感器实时探测基础参数,
[0027]-从基础参数收集传感器将参数数据传送到适当通信单元,
[0028]-从通信单元中的每一个将参数数据传送到控制单元。此外,在通信单元中的每一个中、与传递并行地,将从用于收集基础参数的传感器接收的数据储存和累积,在控制单元中从通信单元中的每一个接收的数据被联合处理,以及基于处理结果,在控制单元中形成命令数据集合,然后传送到相应的通信单元。
附图说明
[0029]
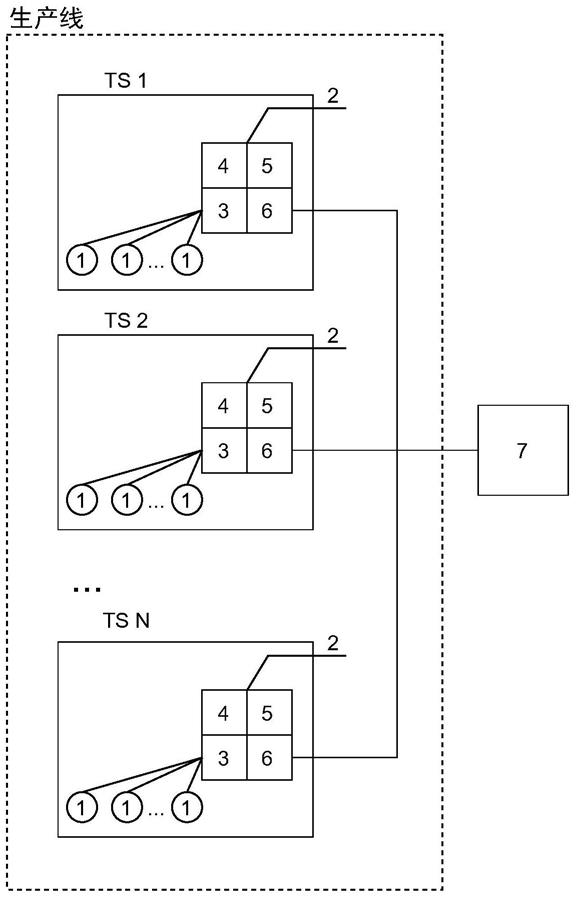
要求保护的发明通过所附图呈现,该图是用于监控玻璃制品的生产参数的系统的操作的基础框图。
具体实施方式
[0030]
用于监控玻璃制品的生产参数的系统包括:用于收集基础参数的传感器(1)、通信单元(2),其包括的元件为:可编程逻辑控制器(3)、微型计算机(4)、自主功率供应装置(5)和工业交换机(6),以及控制单元(7)。
[0031]
要求保护的技术决定的装置实现如下。
[0032]
通信单元(2)(cu)安装在生产线的技术部分(ts)中的每一个上,其包含:
[0033]-可编程逻辑控制器(3)(plc),其具有输入—输出端口的基本组(rs-232/422/485、模拟输入/输出、离散输入/输出)能够通过附加的模块扩展它们,
[0034]-微型计算机(4),其使用以太网接口(rj45)以及plc,用于接收、初步处理和储存
传感器数据,
[0035]-自主功率供应装置(5),
[0036]-工业交换机(6),其用于组织单元的内部网络以及将外部装置连接到它,
[0037]-空气温度传感器,其用于单元内侧和生产线技术部分上的外侧的温度控制。
[0038]
每个cu(2)经由plc(3)连接到安装在ts处的、用于收集基础参数的传感器(1),以及通过工业交换机(6)-与可用通信线(有线或无线)上的企业的网络基础设施连接,进一步地,通过它,与可以被用作服务器的控制单元(7)连接。
[0039]
用于监控玻璃制品的生产参数的系统如下工作。
[0040]
对于生产线的每个技术部分(复合车间部分、玻璃制造部分、玻璃成型部分、检验设备部分、离场货物部分),都使用专门的通信单元(2)。
[0041]
在cu(2)相关部分处,接收来自定位在每个部分处的用于收集基础参数的传感器(1)的初级数据。在这种情况中,每个部分的基础参数列表是根据在其上实行的技术过程确定的,所以在中空玻璃(瓶子、特殊制品等)的生产中:
[0042]-在复合车间部分处—按熔炉的原料中原材料的重量,
[0043]-在玻璃制造部分处—熔炉和进料口中的温度、气体和空气消耗量,
[0044]-在玻璃成型部分处—制品重量、操作速率、切割滴数、分段装载的滴数(按部分)、在玻璃成型机输出处的放气制品数量(在各部分中的一部分)、按区域的熔炉中的空气温度(ler),
[0045]-在检验设备部分处—每个机器上的制品数量和不合格部分中的残次品数量、每个机器上的不合格数量、传感器上的制品数量,
[0046]-在离场货物部分处——部分中的物品和托盘数量的状态:已包装、已接受、不合格、已卸载。
[0047]
在制造其他类型的玻璃制品(平板玻璃、玻璃纤维)的情况中,某些单元中的受控的基础参数可与描述中列出的参数不同。
[0048]
在本技术中没有考虑用于收集基础参数的传感器(1)的具体设计,但是可以使用不同设计的已知装置,这使得探测给定参数成为可能,包括那些安装在ts设备(在其存在的情况中)上的装置。
[0049]
来自传感器的数据被发送到cu(2),其中他们由微型计算机(4)处理和储存。进一步地,数据由工业交换机(6)经由企业网络以容错的方式传送到控制单元(7)(cu)(将下一个数据包发送到控制单元(7),等待来自控制单元(7)关于接收和保存包裹的确认,将包裹中的标签设置为成功传送到控制单元(7))。
[0050]
使用专门的cu(2)使得解决在新的技术水平处收集生产过程信息的问题成为可能,即:
[0051]-不管企业网络基础设施中的技术问题和临时故障(交换机桥接、控制单元(7)故障、通信缆线断裂等)如何,确保持续收集数据,
[0052]-当数据在技术操作时生成以及没有记录在apcs软件数据库中时(例如,玻璃成型机,其中仅当前计数器数据储存在存储器中),确保从没有自己的数据存档的apcs收集数据,
[0053]-通过经由有线通信分布数据收集和将cu(2)放置在生产线的技术部分处,降低生
产线技术部分处对电信线路可靠性的要求,
[0054]-消除由于某人在某些时间(诸如周末/节假日、夜间等)处对企业网络基础设施的故意影响而导致的数据丢失。
[0055]
数据是从cu(2)中的每一个接收的。在控制单元(7)中,数据以复杂的方式进行处理(包括分析)。处理的数据储存在用于用户并行的可视化的数据库(dbms)中。
[0056]
基于处理的数据,控制单元(7)计算生产线的控制信号,该控制信号通过cu(2)传送返回到ts的相应的技术部分的驱动设备机构。
[0057]
要求保护的技术决定对用于生产玻璃制品的生产线的所有部分的操作实时地提供客观控制,以及使得快速改变生产过程的模式、根据指定的参数对其进行优化成为可能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1