一种耐低温纳米晶软磁合金铁芯、制造方法及应用与流程
1.本发明涉及软磁材料技术领域,尤其涉及一种耐低温纳米晶软磁合金铁芯、制造方法及应用。
背景技术:
2.软磁材料是一种具有低矫顽力和高磁导率的磁性材料。典型的软磁材料可以用最小的外磁场实现最大的磁化强度。软磁材料易于磁化,也易于退磁,广泛用于电工设备和电子设备中。其中,铁基非晶合金作为目前常用的一种铁芯软磁材料,主要由fe元素和si、b类金属元素所构成,它具有高饱和磁感应强度、高磁导率与低铁芯损耗等特点,可广泛应用于配电变压器、大功率开关电源、脉冲变压器、磁放大器、中频变压器及逆变器铁芯。
3.将软磁材料制成的铁芯用于漏电开关,当漏电电流小于30ma时能够确保漏电开关自动切断电源,保证了人身安全。但将其应用于最低温度达到零下40℃左右的寒冷地区,因冷应力作用铁芯的磁导率下降到50%以下,造成漏电开关的灵敏度严重下降乃至失灵。鉴于此,我们特提出一种耐低温纳米晶软磁合金铁芯、制造方法及应用以解决上述技术问题。
技术实现要素:
4.本发明的目的在于提供一种耐低温纳米晶软磁合金铁芯、制造方法及应用。本发明软磁合金铁芯的磁导率较高,将其在-50℃的高低温试验箱内储存三个月,磁导率下降不足1%,保证了漏电开关在寒冷低区使用的安全性。
5.为实现上述目的,本发明采用如下技术方案:一种耐低温纳米晶软磁合金铁芯,由软磁合金带材绕成环形制成,所述软磁合金带材的化学成分表达式为fe
(100-a-b-c-d-e-f)
siabbnbccodniecuf,式中a,b,c,d,e,f依次表示si、b、nb、co、ni、cu的原子百分比,并满足下列条件:12≤a≤14,8≤b≤10,c=3,1≤d≤3,1≤e≤3,f=1。
6.本发明选择fe、si、b、nb、co、ni、cu作为化学成分,并通过合理配比形成软磁合金带材,进一步制造为软磁合金铁芯;所制造的软磁合金铁芯具有优异的耐低温性能,将其应用于漏电开关并在寒冷地区使用,安全性高。
7.进一步地,所述软磁合金带材的化学成分表达式为fe
(100-a-b-c-d-e-f)
siabbnbccodniecu
fe
,式中a,b,c,d,e,f依次表示si、b、nb、co、ni、cu的原子百分比,并满足下列条件:a=13,b=9,c=3,2≤d≤3,2≤e≤3,f=1。
8.进一步地,所述软磁合金带材的厚度为20-25μm。
9.进一步地,所述软磁合金铁芯的磁导率为10.10
×
10
4-10.81
×
104。
10.本发明还提供上述软磁合金铁芯的制造方法,包括以下步骤:s1.配料s2.熔炼将步骤s1配好的原料放入中频真空感应炉熔炼,得到合金溶液,将所述合金熔液
浇至具有冷却装置的旋转浇铸盘内形成合金铸锭;s3.二次熔炼将步骤s2冷却后的合金铸锭放入喷带机的坩埚内进行二次熔炼,得到钢水;s4.制备软磁合金铁芯。
11.进一步地,步骤s4具体为:将步骤s3得到的钢水通过浇道倒入经过预热的中间包内,所述中间包预热温度不低于钢水温度,钢水经过中间包底部的喷嘴喷到装有急冷装置并高速旋转的铜辊上制成纳米晶软磁合金带材,将所述软磁合金带材卷绕并置于真空热处理炉内热处理,得到软磁合金铁芯。
12.进一步地,步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至450-470℃,升温时间1-2h;2)于450-470℃,保温1-2h;3)升温至490-500℃,保温1-2h;4)缓慢升温至550-570℃,保温1-2h;5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为200oe-300oe。
13.进一步地,步骤s2中,熔炼温度1400-1600℃,真空度0.2-1pa,熔炼时间2-4h。
14.进一步地,步骤s3中,二次熔炼温度1000-1300℃,熔炼时间40-60min。
15.本发明在提供上述软磁合金铁芯或上述制造方法制得的软磁合金铁芯在漏电开关上的应用。
16.与现有技术相比,本发明具有如下优点:本发明制造的软磁合金铁芯具有高饱和磁感应强度、低矫顽力和铁损,将软磁合金铁芯置于-50℃的高低温试验箱内储存三个月,磁导率下降低于1%,保证了漏电开关在寒冷地区使用的安全性。
具体实施方式
17.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
18.实施例1一种耐低温纳米晶软磁合金铁芯,由软磁合金带材绕成环形制成,所述软磁合金带材的化学成分表达式为fe
70
si
13
b9nb3co2ni2cu1。
19.本实施例中,软磁合金带材的厚度为20μm。
20.上述软磁合金铁芯的制造方法,包括以下步骤:s1.配料按照原子百分比含量70% fe、13% si、9% b、3% nb、2% co、2% ni、1% cu进行配料;s2.熔炼将步骤s1配好的原料放入中频真空感应炉熔炼,得到合金溶液,将所述合金熔液浇至具有冷却装置的旋转浇铸盘内形成合金铸锭,所述冷却装置的循环水压为0.1mp;s3.二次熔炼
将步骤s2冷却后的合金铸锭放入喷带机的坩埚内进行二次熔炼,得到钢水;s4.制备软磁合金铁芯将步骤s3得到的钢水通过浇道倒入经过预热的中间包内,所述中间包预热温度不低于钢水温度,钢水经过中间包底部的喷嘴喷到装有急冷装置并高速旋转的铜辊上制成纳米晶软磁合金带材,将所述软磁合金带材卷绕并置于真空热处理炉内进行热处理,得到软磁合金铁芯。
21.步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至450℃,升温时间1h;2)于450℃,保温2h;3)升温至500℃,保温1h;4)缓慢升温至560℃,保温1h;5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为240oe。
22.本实施例步骤s2中,熔炼温度1500℃,真空度0.5pa,熔炼时间3h。
23.本实施例步骤s3中,二次熔炼温度1100℃,熔炼时间50min。
24.实施例2一种耐低温纳米晶软磁合金铁芯,由软磁合金带材绕成环形制成,所述软磁合金带材的化学成分表达式为fe
68
si
13
b9nb3co3ni3cu1。
25.本实施例中,软磁合金带材的厚度为22μm。
26.上述软磁合金铁芯的制造方法,包括以下步骤:s1.配料按照原子百分比含量68% fe、13% si、9% b、3% nb、3% co、3% ni、1% cu进行配料;s2.熔炼将步骤s1配好的原料放入中频真空感应炉熔炼,得到合金溶液,将所述合金熔液浇至具有冷却装置的旋转浇铸盘内形成合金铸锭,所述冷却装置的循环水压为0.2mp;s3.二次熔炼将步骤s2冷却后的合金铸锭放入喷带机的坩埚内进行二次熔炼,得到钢水;s4.制备软磁合金铁芯将步骤s3得到的钢水通过浇道倒入经过预热的中间包内,所述中间包预热温度不低于钢水温度,钢水经过中间包底部的喷嘴喷到装有急冷装置并高速旋转的铜辊上制成纳米晶软磁合金带材,将所述软磁合金带材卷绕并置于真空热处理炉内进行热处理,得到软磁合金铁芯。
27.步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至460℃,升温时间1h;2)于460℃,保温2h;3)升温至490℃,保温1h;4)缓慢升温至550℃,保温2h;
5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为200oe。
28.本实施例步骤s2中,熔炼温度1400℃,真空度0.2pa,熔炼时间3h。
29.本实施例步骤s3中,二次熔炼温度1000℃,熔炼时间60min。
30.实施例3一种耐低温纳米晶软磁合金铁芯,由软磁合金带材绕成环形制成,所述软磁合金带材的化学成分表达式为fe
73
si
12
b8nb3co1ni2cu1。
31.本实施例中,软磁合金带材的厚度为25μm。
32.上述软磁合金铁芯的制造方法,包括以下步骤:s1.配料按照原子百分比含量73% fe、12% si、8% b、3% nb、1% co、2% ni、1% cu进行配料;s2.熔炼将步骤s1配好的原料放入中频真空感应炉熔炼,得到合金溶液,将所述合金熔液浇至具有冷却装置的旋转浇铸盘内形成合金铸锭,所述冷却装置的循环水压为0.2mp;s3.二次熔炼将步骤s2冷却后的合金铸锭放入喷带机的坩埚内进行二次熔炼,得到钢水;s4.制备软磁合金铁芯将步骤s3得到的钢水通过浇道倒入经过预热的中间包内,所述中间包预热温度不低于钢水温度,钢水经过中间包底部的喷嘴喷到装有急冷装置并高速旋转的铜辊上制成纳米晶软磁合金带材,将所述软磁合金带材卷绕并置于真空热处理炉内进行热处理,得到软磁合金铁芯。
33.步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至460℃,升温时间2h;2)于460℃,保温1.5h;3)升温至495℃,保温2h;4)缓慢升温至570℃,保温1.5h;5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为300oe。
34.本实施例步骤s2中,熔炼温度1600℃,真空度0.5pa,熔炼时间2h。
35.本实施例步骤s3中,二次熔炼温度1200℃,熔炼时间50min。
36.实施例4一种耐低温纳米晶软磁合金铁芯,由软磁合金带材绕成环形制成,所述软磁合金带材的化学成分表达式为fe
66
si
14b10
nb3co3ni3cu1。
37.本实施例中,软磁合金带材的厚度为25μm。
38.上述软磁合金铁芯的制造方法,包括以下步骤:
s1.配料按照原子百分比含量66% fe、14% si、10% b、3% nb、3% co、3% ni、1% cu进行配料;s2.熔炼将步骤s1配好的原料放入中频真空感应炉熔炼,得到合金溶液,将所述合金熔液浇至具有冷却装置的旋转浇铸盘内形成合金铸锭,所述冷却装置的循环水压为0.2mp;s3.二次熔炼将步骤s2冷却后的合金铸锭放入喷带机的坩埚内进行二次熔炼,得到钢水;s4.制备软磁合金铁芯将步骤s3得到的钢水通过浇道倒入经过预热的中间包内,所述中间包预热温度不低于钢水温度,钢水经过中间包底部的喷嘴喷到装有急冷装置并高速旋转的铜辊上制成纳米晶软磁合金带材,将所述软磁合金带材卷绕并置于真空热处理炉内进行热处理,得到软磁合金铁芯。
39.步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至470℃,升温时间2h;2)于470℃,保温1h;3)升温至500℃,保温1h;4)缓慢升温至570℃,保温2h;5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为300oe。
40.本实施例步骤s2中,熔炼温度1500℃,真空度1pa,熔炼时间4h。
41.本实施例步骤s3中,二次熔炼温度1300℃,熔炼时间40min。
42.对比例1具体同实施例1,所不同的是:软磁合金带材的化学成分表达式为fe
74
si
11
b7nb3co1ni3cu1;软磁合金铁芯的制造方法步骤s1中,按照原子百分比含量74% fe、11% si、7% b、3% nb、1% co、3% ni、1% cu进行配料。
43.对比例2具体同实施例1,所不同的是:软磁合金带材的化学成分表达式为fe
65
si
15b11
nb3co2ni3cu1;软磁合金铁芯的制造方法步骤s1中,按照原子百分比含量65% fe、15% si、11% b、3% nb、2% co、3% ni、1% cu进行配料。
44.对比例3具体同实施例1,所不同的是:软磁合金铁芯的制造方法步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至480℃,升温时间1h;2)于480℃,保温2h;
3)升温至510℃,保温1h;4)缓慢升温至580℃,保温1h;5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为240oe。
45.对比例4具体同实施例1,所不同的是:软磁合金铁芯的制造方法步骤s4中,所述热处理包括以下工艺:1)将真空热处理炉缓慢升温至440℃,升温时间1h;2)于440℃,保温2h;3)升温至480℃,保温1h;4)缓慢升温至520℃,保温1h;5)降温,当温度降至400℃时加交流纵向磁场并保温1h;6)退出磁场,急冷至室温;其中,真空热处理炉的真空为10-3
pa以下,纵向磁场由缠绕在真空热处理炉膛外壁的铜线圈通过电流产生,磁场强度为240oe。
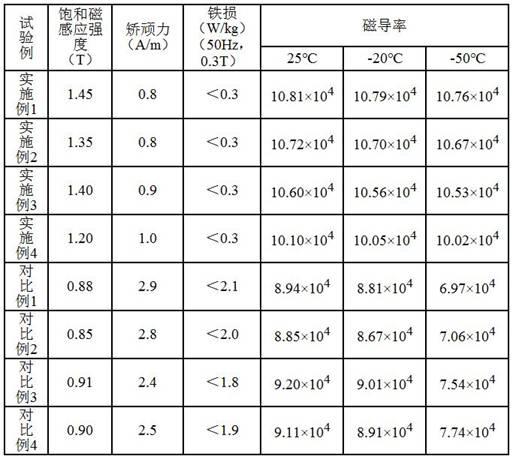
46.试验例1 电磁性能测试实施例1-4和对比例1-4制造的软磁合金铁芯的尺寸为d21*d16*h10mm,对其进行饱和磁感应强度、矫顽力、铁损和磁导率测试,具体结果如表1所示。其中,磁导率的测试方法为:将三组软磁合金铁芯(放入高低温试验箱前磁导率相同)分别放入不同的高低温试验箱内,温度依次调至25℃、-20℃、-50℃,于高低温试验箱内储存三个月后再测试铁芯的磁导率。
47.表1 软磁合金铁芯的电磁性能测试结果
由表1数据可知,与对比例1-4制造的软磁合金铁芯相比,实施例1-4制造的软磁合金具有较高的饱和磁感应强度、较低的矫顽力和铁损。将实施例1-4和对比例1-4制造的软磁合金铁芯置于-50℃的高低温试验箱内储存三个月,实施例1-4制造的软磁合金铁芯的磁导率下降低于1%,对比例1-4制造的软磁合金铁芯的磁导率下降了20%以上,说明采用本发明实施例1-4提供的软磁合金带材的化学成分和热处理工艺所制造的软磁合金铁芯更适用于寒冷地区的漏电开关。
48.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
49.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1