一种用于多规格冲片的铁芯叠压装置的制作方法
1.本实用新型涉及一种电机铁芯叠压装置,具体地说是一种可脱模的用于多规格冲片的铁芯叠压装置。
背景技术:
2.铁芯是电机磁路的重要组成部分,铁芯叠后的尺寸精度直接影响电机的性能,一般来说,铁芯内孔与定位装置如果间隙过小,最后铁芯叠装完后无法脱模;如果铁芯内孔与定位装置间隙过大,最后铁芯叠装后的内孔尺寸精度较差,影响后续的发电机装配。现有的电机铁芯叠压装置通用性差,不同型号电机对应有不同尺寸的铁芯内孔,要实现不同规格内孔铁芯的叠压,则需配备对应规格的叠压装置或在一套装置更换大部分的零件,其模具成本高,经济性差,同时铁芯叠完后从叠压装置上脱模较为繁锁,工作效率低。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种结构设计巧妙、使用便捷,脱模效率高且能够做到一模多用的用于多规格冲片的铁芯叠压装置。
4.为了解决上述技术问题,本实用新型的用于多规格冲片的铁芯叠压装置,包括芯轴、套在芯轴外的旋转筒以及位于旋转筒外围的无凸点的固定支撑柱和带有凸点的活动支撑柱,无凸点的固定支撑柱和带凸点的活动支撑柱能够形成用于套装冲片的定位外圆,旋转筒上设置有与活动支撑柱配合的定位凸起,旋转筒上的定位凸起和活动支撑柱上的凸点接触能够形成对应冲片的内孔尺寸的外圆尺寸,旋转筒上的定位凸起和活动支撑柱上的凸点脱离能够实现脱模。
5.所述芯轴的顶端安装有顶盖,所述顶盖上设置有与活动支撑柱配合的限位凸起。
6.所述顶盖上设置有转动手柄,通过拨动所述转动手柄将顶盖的限位凸起和旋转筒上的定位凸起分别与活动支撑柱上的各个凸点接触。
7.所述顶盖的底部和旋转筒的顶部之间设置有传动键。
8.所述固定支撑柱和活动支撑柱上均通过调整垫安装有定位块。
9.所述芯轴的底部设置有底盘,所述芯轴通过底盘上的安装孔安装在底盘上。
10.所述旋转筒外设置有连接座,所述固定支撑柱和活动支撑柱安装在连接座上。
11.所述固定支撑柱与连接座之间以及活动支撑柱与连接座之间均安装有紧固件。
12.所述调整垫分别通过紧固件安装在定位块和固定支撑柱之间以及定位块和活动支撑柱之间。
13.本实用新型的优点在于:
14.由于设置的套在芯轴外的旋转筒以及位于旋转筒外围的无凸点的固定支撑柱和带有凸点的活动支撑柱并且在旋转筒上设置有与活动支撑柱配合的定位凸起,由此可以巧妙地通过旋转筒上的定位凸起和活动支撑柱上的凸点脱离能够实现脱模,使得脱模方便快捷、脱模效率高,解决了现有技术中铁芯叠完后从叠压装置上脱模较为繁锁,工作效率低的
问题,另外,还可以在同一台装置上实现不同规格内孔铁芯的叠压,真正做到了一模多用,大大减少了模具成本,显著提高了经济效益。
附图说明
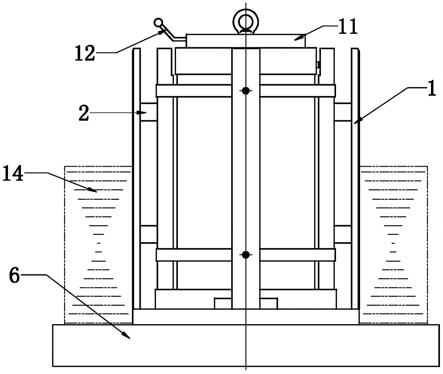
15.图1为本实用新型用于多规格冲片的铁芯叠压装置的主视结构示意图;
16.图2为本实用新型用于多规格冲片的铁芯叠压装置的俯视结构示意图;
17.图3为本实用新型用于多规格冲片的铁芯叠压装置的剖面结构示意图;
18.图4为图2的a处放大结构示意图;
19.图5为图3的b处放大结构示意图。
具体实施方式
20.下面结合附图和具体实施方式,对本实用新型的用于多规格冲片的铁芯叠压装置进一步详细说明。
21.如图所示,本实用新型的用于多规格冲片的铁芯叠压装置,包括芯轴9、芯轴9的底部设置的底盘6,套在芯轴外的旋转筒5以及位于旋转筒5外围的两根无凸点的固定支撑柱3和两根带有多个凸点的活动支撑柱7,由图3可见,芯轴9通过底盘6上的安装孔 (定位孔及螺孔)安装在底盘6上,旋转筒5外设置有连接座4,固定支撑柱3和活动支撑柱7安装在连接座4上,固定支撑柱3与连接座4之间以及活动支撑柱7与连接座4之间均安装有紧固件,安装时,无凸点的固定支撑柱3直接与连接座4用螺钉拉死,带有多个凸点的活动支撑柱7与连接座4用螺钉在凸点接触时,用螺钉拉住即可,无凸点的固定支撑柱3和带凸点的活动支撑柱7能够形成用于套装冲片的定位外圆,旋转筒5上设置有与活动支撑柱7配合的定位凸起15,旋转筒5上的定位凸起和活动支撑柱7上的凸点接触能够形成对应冲片的内孔尺寸的外圆尺寸,旋转筒5上的定位凸起和活动支撑柱7上的凸点脱离能够实现脱模。
22.进一步地,所说的芯轴9的顶端安装有顶盖11,顶盖11上设置有与活动支撑柱7的凸点配合的限位凸起13,顶盖11上设置有转动手柄12,顶盖11安装在芯轴9上后使得顶盖11的底部和旋转筒5的顶部之间设置有传动键8,通过拨动转动手柄12将顶盖 11的限位凸起和旋转筒5上的定位凸起分别与活动支撑柱7上的各个凸点接触,使两根固定支撑柱3和两根活动支撑柱7形成外圆尺寸匹配对应冲片的内孔尺寸,叠装时将每个单张冲片内孔套在该叠压装置外圆上,最终铁芯14叠至要求的高度(叠装位置如图4 的x点所示),当铁芯14叠压完成后,拨动转动手柄12将顶盖11 的限位凸起和旋转筒5上的定位凸起与活动支撑柱7上的2个凸点脱离,这样2个活动支撑柱7就形成了脱模间隙,方便将铁芯从叠压装置上脱模(叠装位置如图4的y点所示),通过该结构设计顶盖11通过传动键8带动旋转筒5旋转使凸点实现配合或分离,从而实现叠装或脱模。
23.另外,还可以在固定支撑柱3和活动支撑柱7上均通过调整垫 2安装有定位块1,由图3可见,调整垫2分别通过紧固件安装在定位块1和固定支撑柱3之间以及定位块1和活动支撑柱7之间,安装时,定位块1和调整垫2通过螺钉安装在2根活动支撑柱和2 根固定支撑柱上,如果冲片的内孔尺寸发生了变化,通过更换调整垫2,就能实现不同内孔尺寸铁芯的叠压,做到一模多用。
技术特征:
1.一种用于多规格冲片的铁芯叠压装置,其特征在于:包括芯轴(9)、套在芯轴外的旋转筒(5)以及位于旋转筒(5)外围的无凸点的固定支撑柱(3)和带有凸点的活动支撑柱(7),所述无凸点的固定支撑柱(3)和带凸点的活动支撑柱(7)能够形成用于套装冲片的定位外圆,所述旋转筒(5)上设置有与活动支撑柱(7)配合的定位凸起,所述旋转筒(5)上的定位凸起和活动支撑柱(7)上的凸点接触能够形成对应冲片的内孔尺寸的外圆尺寸,所述旋转筒(5)上的定位凸起和活动支撑柱(7)上的凸点脱离能够实现脱模。2.按照权利要求1所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述芯轴(9)的顶端安装有顶盖(11),所述顶盖(11)上设置有与活动支撑柱(7)配合的限位凸起。3.按照权利要求2所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述顶盖(11)上设置有转动手柄(12),通过拨动所述转动手柄(12)将顶盖(11)的限位凸起和旋转筒(5)上的定位凸起分别与活动支撑柱(7)上的各个凸点接触。4.按照权利要求2或3所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述顶盖(11)的底部和旋转筒(5)的顶部之间设置有传动键(8)。5.按照权利要求4所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述固定支撑柱(3)和活动支撑柱(7)上均通过调整垫(2)安装有定位块(1)。6.按照权利要求1、2、3或5所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述芯轴(9)的底部设置有底盘(6),所述芯轴(9)通过底盘(6)上的安装孔安装在底盘(6)上。7.按照权利要求6所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述旋转筒(5)外设置有连接座(4),所述固定支撑柱(3)和活动支撑柱(7)安装在连接座(4)上。8.按照权利要求7所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述固定支撑柱(3)与连接座(4)之间以及活动支撑柱(7)与连接座(4)之间均安装有紧固件。9.按照权利要求5所述的用于多规格冲片的铁芯叠压装置,其特征在于:所述调整垫(2)分别通过紧固件安装在定位块(1)和固定支撑柱(3)之间以及定位块(1)和活动支撑柱(7)之间。
技术总结
本发明公开了一种可脱模的用于多规格冲片的铁芯叠压装置。它包括芯轴、套在芯轴外的旋转筒以及位于旋转筒外围的无凸点的固定支撑柱和带有凸点的活动支撑柱,无凸点的固定支撑柱和带凸点的活动支撑柱能够形成用于套装冲片的定位外圆,旋转筒上设置有与活动支撑柱配合的定位凸起,旋转筒上的定位凸起和活动支撑柱上的凸点接触能够形成对应冲片的内孔尺寸的外圆尺寸,旋转筒上的定位凸起和活动支撑柱上的凸点脱离能够实现脱模。优点是:使得脱模方便快捷、脱模效率高,解决了现有技术中铁芯叠完后从叠压装置上脱模较为繁锁,工作效率低的问题,还可以实现不同规格内孔铁芯的叠压,真正做到了一模多用,大大减少了模具成本,显著提高了经济效益。显著提高了经济效益。显著提高了经济效益。
技术研发人员:赵飞 周铮 王琳芝
受保护的技术使用者:镇江市高等专科学校
技术研发日:2020.12.31
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1