一种定子绕组热套方法与流程
1.本发明涉及电机装配技术领域,具体为一种定子绕组热套方法。
背景技术:
2.发电机或电动机的定子,包括定子机座和定子绕组,定子机座是支承定子铁心或铁心组件以及定子绕组的构件,由两端机盖、环形中隔板、外罩板、通风道、支撑件等焊接而成,发电机定子是电机静止不动的部分,其组成部分主要包括铁芯、机座、线圈等部件,定子机座与定子绕组需过盈配合。
3.现有技术中,小型的定子绕组套入定子机座中,采用人工使用锤击的方式,将定子绕组安装进定子机座中,而对于将中大型的定子绕组套入定子机座,需使用专用大型的热套安装设备,其设备昂贵。
技术实现要素:
4.本发明的目的在于提供一种定子绕组热套方法,以降低定子绕组套入定子机座的安装成本。
5.为了达到上述目的,本发明提供了一种定子绕组热套方法,其特征在于,具体的步骤包括:步骤1,在定子机座的预设位置下方设置至少3个支撑装置,所述支撑装置均匀布置于地轨上并压牢、固定和调平;步骤2,所述定子机座吊入加热炉中加热;步骤3,所述定子绕组悬吊调平待用;步骤4,待所述定子机座加热达到预定温度之后,将所述定子机座吊出置于所述支撑装置上,顺势将所述定子绕组插入所述定子机座中,待冷却后将所述定子绕组上的上环板和下环板与所述定子绕组点焊牢固。
6.为保证所述定子机座水平,在步骤1中,任取一个所述支撑装置为基点,分别对另外的几个所述支撑装置做水平高度调整。
7.进一步的,预防水平等高发生变化,在步骤1中,所述支撑装置调平后,锁定顶帽和锁紧螺母。
8.为便于调节所述定子绕组的水平,在步骤3中, 所述定子绕组悬吊采用葫芦辅助装置调平,所述定子绕组上均匀分布3个吊位,其中两个吊位上设置有葫芦挂钩。
9.有益效果在于:本发明提供一种定子绕组热套方法,用于小型发电机定子绕组热套和大型电动机定子绕组热套,提前设置好支撑装置,并将定子绕组悬吊保持水平待用,待定子机座在加热炉中加热后受热膨胀,将其调出置于支撑装置上方,此时定子机座正处于竖直水平状态,将定子绕组缓缓插入定子机座中,冷却后点焊牢固,此时定子机座收缩与定子绕组过盈配合,此方法操作简单,一调二热三安装,工作效率高,且使用的设备为起吊设备、加热炉和水平调节工具,都是机电厂或水轮机厂常用的设备,极大地降低了投入的成
本。
附图说明
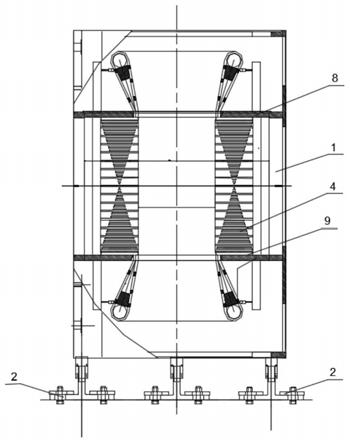
10.图1为本发明实施例中定子机座和定子绕组的剖面图;图2为图1中支撑装置的结构示意图;图3为图1中支撑装置的俯视图;图4为实施例中定子绕组的结构示意图;图5为实施例中定子机座的结构示意图。
11.附图标记:1、定子机座;2、支撑装置;3、支撑座;4、定子绕组;5、顶帽;6、锁紧螺母;7、葫芦挂钩;8、上环板;9、下环板;10、框式水平仪;11、水平尺;12、辅助定位线;13、地轨。
具体实施方式
12.下面结合附图对本发明的具体实施方式作进一步详细的说明,但本发明并不局限于这些实施方式,任何在本实施基本精神上的改进或替代,仍属于本发明权利要求所要求保护的范围。
实施例
13.如图1、图2和图3所示,一种定子绕组热套方法具体的步骤包括:步骤1,在定子机座1的预设位置下方设置至少4个支撑装置2,所述支撑装置2通过辅助定位线12进行定位,所述支撑装置2包括支撑座3、顶帽5和锁紧螺母6,所述顶帽5设置在所述支撑座3顶部,所述顶帽5靠锁紧螺母6锁紧,4个所述支撑装置2均匀布置于地轨13上并压牢固定,采用水平尺11和框式水平仪10组合将支撑装置2进行水平校正调平(等高水平),作为所述定子机座1竖直方向的支撑;步骤2,所述定子机座1按工艺要求吊入加热炉中加热;步骤3,如图4所示,所述定子绕组4悬吊并采用葫芦辅助装置调平,所述定子绕组4均匀分布3个吊位,其中两个吊位采用葫芦挂钩7,调节所述葫芦挂钩7使所述定子绕组4发生倾斜,调节所述定子绕组4直至水平,所述定子绕组4竖直悬空待用;步骤4,如图5所示,待所述定子机座1加热达到预定温度之后,将所述定子机座1吊出置于支撑装置2上,顺势将所述定子绕组4缓缓插入定子机座1中,待冷却后将所述定子绕组4上的上环板8和下环板9与所述定子绕组4点焊牢固。
14.在步骤1中,任取一个所述支撑装置2为基点,分别对另外3个所述支撑装置2做水平高度调整,保证定子机座1水平。
15.在步骤1中,所述支撑装置2调平后,锁定顶帽5和锁紧螺母6,预防水平等高发生变化。
技术特征:
1.一种定子绕组热套方法,其特征在于,具体的步骤包括:步骤1,在定子机座(1)的预设位置下方设置至少3个支撑装置(2),所述支撑装置(2)均匀布置于地轨(13)上并压牢、固定和调平;步骤2,所述定子机座(1)吊入加热炉中加热;步骤3,将定子绕组(4)悬吊调平待用;步骤4,待所述定子机座(1)加热达到预定温度之后,将所述定子机座(1)吊出置于所述支撑装置(2)上,顺势将所述定子绕组(4)插入所述定子机座(1)中,待冷却后将所述定子绕组(4)上的上环板(8)和下环板(9)与所述定子绕组(4)点焊牢固。2.根据权利要求1所述的定子绕组热套方法,其特征在于:在步骤1中,任取一个所述支撑装置(2)为基点,分别对另外的所述支撑装置(2)做水平高度调整。3.根据权利要求1或2所述的定子绕组热套方法,其特征在于:在步骤1中,所述支撑装置(3)调平后,锁定顶帽(5)和锁紧螺母(6)。4.根据权利要求3所述的定子绕组热套方法,其特征在于:在步骤3中,所述定子绕组(4)悬吊采用葫芦辅助装置调平,所述定子绕组(4)上均匀分布3个吊位,其中两个吊位上设置有葫芦挂钩(7)。
技术总结
本申请涉及电机装配技术领域,公开了一种定子绕组热套方法,通过调平支撑装置,待所述定子机座加热达到预定温度之后,将所述定子机座吊出置于所述支撑装置上,顺势将所述定子绕组插入所述定子机座中,待冷却后将所述定子绕组上的上环板和下环板与所述定子绕组点焊牢固,所述定子绕组套入所述定子机座的安装成本低。低。低。
技术研发人员:谢泽胜 杨天麟 徐川沂
受保护的技术使用者:重庆水轮机厂有限责任公司
技术研发日:2021.08.17
技术公布日:2021/10/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1