一种预置变形结构的大壁厚电视机盖板及其制造方法与流程
1.本发明涉及塑料件领域,特别涉及一种预置变形结构的大壁厚电视机盖板及其制造方法。
背景技术:
2.为了做出更精致的产品,目前许多大型电视机设计生产商对其外观工艺要求越来越高。
3.电视机盖板是安装在电视机背面外壳上的可活动罩盖,通常采用尼龙和玻纤材料混合注塑制成。但玻纤材料的横向和纵向收缩值差异比较大,当产品壁厚较大同时其造型比较复杂时,注塑生产时极易发生扭曲变形。本产品早前开发时多次送样均无法满足厂家尺寸公差标准,匹配安装时间隙大,无法通过验收。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的在第一方面提供一种预置变形结构的大壁厚电视机盖板,第二方面提供了一种预置变形结构的大壁厚电视机盖板的制造方法。
5.作为本发明第一方面的一种预置变形结构的大壁厚电视机盖板,包括:设置在底板两侧的左翻边和右翻边;
6.设置在所述底板上表面的预变形轴线,所述预变形轴线从底板左上角延伸至右下角;
7.设置在所述预变形轴线左侧的第一安装孔;
8.设置在所述预变形轴线右侧的第二安装孔,所述第一安装孔和所述第二安装孔用于盖板安装时配合紧固件固定;
9.在本发明的一个优选实施例中,所述左翻边和右翻边向上翻起,左翻边外侧壁和右翻边外侧壁都与所述底板垂直,左翻边内侧壁和右翻边内侧壁都向外倾斜,其与底板的夹角为钝角。
10.在本发明的一个优选实施例中,所述左翻边与底板的夹角为120
°
。
11.在本发明的一个优选实施例中,还包括:
12.设置在所述左翻边内侧壁和所述右翻边内侧壁内侧的左凹槽和右凹槽;
13.设置在所述左凹槽下方的第一通孔以及设置在所述右凹槽上方的第二通孔,所述第一通孔和所述第二通孔配合左凹槽和右凹槽用于线缆敷设。
14.在本发明的一个优选实施例中,所述底板、所述左翻边和所述右翻边材质为尼龙6混合50%玻纤,左翻边的厚度范围为66.8mm
‑
69.2mm,右翻边的厚度范围为73.8mm
‑
76.2mm。
15.作为本发明第二方面的一种预置变形结构的大壁厚电视机盖板的制造方法,包括如下步骤:
16.步骤1:根据一种预置变形结构的大壁厚电视机盖板原始数模设计简易注塑模具,简易注塑模具型腔型芯材质为铝合金,其水路和注塑口均和正式模具一致,成本低且便于
快速机加工。
17.步骤2:使用简易注塑模具对产品进行打样,在盖板的两侧和中央设定15个检测点,通过三坐标测量仪检测试制样品各点位置度并记录。
18.步骤3:通过对比试制样品与标准样品的各点位置度,得出盖板的实际收缩值x。
19.步骤4:通过模流软件导入盖板原始数模,按简易模具工况计算得出盖板的理论收缩值y。
20.步骤5:根据理论收缩值y和实际收缩值x求得出平均收缩值z,再根据平均收缩值z对盖板原始数模进行反向设计,预留产品变形尺寸,最后依据盖板预变形数模设计正式注塑模具。
21.本发明的有益效果在于:
22.通过调整产品结构,将盖板两个安装孔设置在预变形轴线上,最大程度上避免产品因材料横向、纵向收缩值不一致导致变形无法安装的目的。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
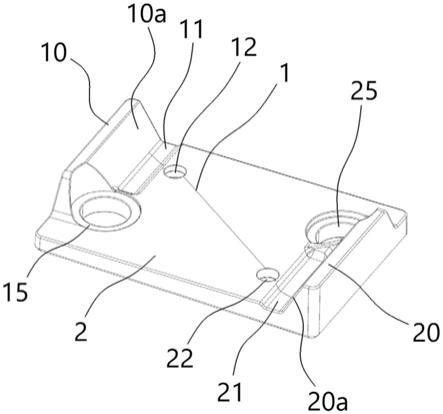
24.图1是本发明的产品立体图。
25.图2是本发明的产品侧面剖视图。
26.图3是本发明的产品正面测点图。
27.图4是本发明的产品反面测点图。
28.图5是本发明的制作方法流程图。
具体实施方式
29.在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.以下结合附图和具体实施方式对本发明的详细结构作进一步描述。
31.参考图1至图2的一种预置变形结构的大壁厚电视机盖板,包括设置在底部的底板2,以及设置在底板2两侧的左翻边10和右翻边20,第一通孔15和第二通孔25开设在底板2上。
32.盖板本体采用尼龙混合玻纤添加剂制成,优选为pa6+gf50材质,考虑到玻纤材质横向和纵向收缩值不同,产品四角会沿预变形轴线1两侧逐渐翘曲变形。左翻边10设置在底板2的左侧向上翻起,其外侧壁与底板2垂直;其左翻边内侧壁10a是向外倾斜的,与底板2之间的夹角为120
°
的钝角。左翻边10的厚度为68
±
1.2mm。右翻边20设置在底板2的右侧向上翻起,其外侧壁与底板2垂直,其右翻边20内侧壁20a也是向外倾斜的,与底板2之间的夹角为钝角。右翻边20的厚度为75
±
1.2mm。左凹槽11和右凹槽21分别设置在左翻边内侧壁10a和右翻边内侧壁20a的内侧。第一通孔15设置在左凹槽11的下方,第二通孔25设置在右凹槽21的上方。当盖板安装完成后,线缆可以通过第一通孔15和第二通孔25穿出并沿左凹槽11
和右凹槽21进行敷设。预变形轴线1设置在底板2上表面,连接其左上角和右下角。第一安装孔12设置在预变形轴线1的左侧,第二安装孔22设置在预变形轴线1的右侧,用于后续安装时配合紧固件起到固定的作用。将第一安装孔12和第二安装孔22设置在预变形轴线1上,避免因盖板变形而直接导致其无法安装。
33.参考图3至图4的一种预置变形结构的大壁厚电视机盖板制造方法。
34.步骤1:根据一种预置变形结构的大壁厚电视机盖板原始数模设计简易注塑模具,简易注塑模具型腔型芯均采用铝合金制成,优选材料为al6061,其水路和注塑口均和正式模具一致,成本低且便于快速机加工。
35.步骤2:使用简易注塑模具对产品进行打样,在盖板的两侧和中央设定15个检测点,通过三坐标测量仪检测试制样品各点位置度并记录。
36.步骤3:通过对比试制样品与标准样品的各点位置度,得出盖板的实际收缩值x。
37.步骤4:通过模流软件导入盖板原始数模,按简易模具工况计算得出盖板的理论收缩值y。
[0038] abcdefghijklmnox1.21.30.61.41.50.61.32.61.30.11.12.41.10.051.0y0.81.10.41.01.30.41.12.21.1
‑
0.051.32.61.3
‑
0.11.4
[0039]
步骤5:根据理论收缩值y和实际收缩值x求得出平均收缩值z,再根据平均收缩值z对盖板原始数模进行反向设计,预留产品变形尺寸。最后依据盖板预变形数模设计正式注塑模具。
技术特征:
1.一种预置变形结构的大壁厚电视机盖板,其特征在于,包括:设置在底板两侧的左翻边和右翻边;设置在所述底板上表面的预变形轴线,所述预变形轴线从底板左上角延伸至右下角;设置在所述预变形轴线左侧的第一安装孔;设置在所述预变形轴线右侧的第二安装孔,所述第一安装孔和所述第二安装孔用于盖板安装时配合紧固件固定。2.如权利要求1所述的一种预置变形结构的大壁厚电视机盖板,其特征在于,所述左翻边和右翻边向上翻起,左翻边外侧壁和右翻边外侧壁都与所述底板垂直,左翻边内侧壁和右翻边内侧壁都向外倾斜,其与底板的夹角为钝角。3.如权利要求2所述的一种预置变形结构的大壁厚电视机盖板,其特征在于,所述左翻边与底板的夹角为120
°
。4.如权利要求2所述的一种预置变形结构的大壁厚电视机盖板,其特征在于,还包括:设置在所述左翻边内侧壁和所述右翻边内侧壁内侧的左凹槽和右凹槽;设置在所述左凹槽下方的第一通孔以及设置在所述右凹槽上方的第二通孔,所述第一通孔和所述第二通孔配合左凹槽和右凹槽用于线缆敷设。5.如权利要求1所述的一种预置变形结构的大壁厚电视机盖板,其特征在于,所述底板、所述左翻边和所述右翻边材质为尼龙6混合50%玻纤,左翻边的厚度范围为66.8mm
‑
69.2mm,右翻边的厚度范围为73.8mm
‑
76.2mm。6.一种预置变形结构的大壁厚电视机盖板制造方法,其特征在于,包括如下步骤:步骤1:根据一种预置变形结构的大壁厚电视机盖板原始数模设计简易注塑模具,简易注塑模具型腔型芯材质为铝合金,其水路和注塑口均和正式模具一致,成本低且便于快速机加工。步骤2:使用简易注塑模具对产品进行打样,在盖板的两侧和中央设定15个检测点,通过三坐标测量仪检测试制样品各点位置度并记录。步骤3:通过对比试制样品与标准样品的各点位置度,得出盖板的实际收缩值x。步骤4:通过模流软件导入盖板原始数模,按简易模具工况计算得出盖板的理论收缩值y。步骤5:通过将理论收缩值y
‑
实际收缩值x得出平均收缩值z,根据平均收缩值z对盖板原始数模进行反向设计,预留产品变形尺寸,再根据盖板预变形数模设计正式注塑模具。
技术总结
本发明公开了一种预置变形结构的大壁厚电视机盖板及其制造方法,通过调整产品结构在产品对角线上设置预变形轴线,使产品翘曲以预变形轴线对称展开,同时将盖板第一安装孔和第二安装孔布置在预变形轴线上,降低产品变形对安装匹配的影响。安装匹配的影响。安装匹配的影响。
技术研发人员:张志林 周林
受保护的技术使用者:上海浦东美灵塑料制品有限公司
技术研发日:2021.07.05
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1