一种锂电池用单面着色耐腐蚀铝塑膜的制作方法
1.本实用新型属于铝塑膜技术领域,尤其涉及一种锂电池用单面着色耐腐蚀铝塑膜。
背景技术:
2.目前市场上着色铝塑膜主要分三种工艺方式,一种是通过在层间胶黏剂中加入炭黑粉,复合尼龙;第二种使用黑色油墨将尼龙着色,在用胶黏剂与铝箔复合;第三种工艺方式是复合尼龙后,在尼龙层上再涂布一层胶黏剂,复合一层黑色聚酯薄膜层;其中第一种技术方案受炭黑粉粒径、杂质及膜材张力影响,局部出现漏涂胶点,进而导致局部分层;第二种技术方案油墨与尼龙间附着力较低,进而导致胶黏剂与尼龙剥离力低,使用过程中存在质量风险;第三种技术方案是对比文件1(公告号: cn211710243u)公开了一种数码锂电池用耐腐蚀黑色哑光铝塑膜,其通过采用一体成型耐腐蚀改性黑色聚酯薄膜复合在尼龙层表面,避免了传统工艺的加工方法,解决了传统工艺生产成品剥离强度不稳定、气泡漏白点、黑色均匀性差以及不耐腐蚀等缺陷,解决了第一种和第二种技术方案的存在的问题,但该方案因为聚酯薄膜层因应力原因,在客户进行成型时存在严重卷曲现象,导致客户无法使用;且由于该方案在尼龙层上再次涂胶复合聚酯层,生产工序多,不利于长期大规模生产。
技术实现要素:
3.本实用新型的目的是提供一种避免在生产过程中因应力原因导致的成型卷曲,且降低生产成本的锂电池用单面着色耐腐蚀铝塑膜。
4.本实用新型由以下具体技术手段所达成:
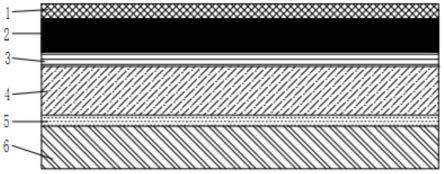
5.一种锂电池用单面着色耐腐蚀铝塑膜,包括由内至外依次复合的聚丙烯薄膜层、第一胶黏剂层、铝箔层、第二胶黏剂层、着色聚酰胺薄膜层和耐腐蚀涂层。
6.优选地,所述聚丙烯薄膜层厚度为20-50微米。
7.优选地,所述铝箔层厚度为20-50微米。
8.优选地,所述着色聚酰胺薄膜层厚度在10-20微米,着色均匀,表面改性,耐腐蚀性优异,可以有效阻止内层聚酰胺薄膜吸水,同时阻止外部电解液对聚酰胺薄膜侵蚀。
9.优选地,所述耐腐蚀涂层厚度为2-4微米。
10.优选地,所述第二胶黏剂层厚度3-5微米,耐电解液强,剥离力高。
11.优选地,所述第一胶黏剂层厚度为4-6微米,耐水解、耐高温。
12.优选地,所述单面着色耐腐蚀铝塑膜整体厚度为65-120微米。
13.与现有技术相比,本实用新型具有如下有益效果:
14.本实用新型使用含有黑色色素的聚酰胺薄膜,避免了现有加工方式中存在的局部漏胶点,产品剥离强度不稳定等缺点;对含有黑色色素聚酰胺薄膜进行改性,优化产品结构,避免客户在生产过程中因应力原因导致的成型卷曲;同时减少胶层、聚酯薄膜层和尼龙层,精简生产工艺,降低了制造加工成本,提高了生产效益。
附图说明
15.图1为本实用新型结构的局部剖视示意图。
16.图2为对比文件1结构的局部剖视示意图。
17.附图中的标记为:1-耐腐蚀涂层,2-着色聚酰胺薄膜层,3-第一胶黏剂层,4-铝箔层,5-第二胶黏剂层,6-聚丙烯薄膜层,7-第三胶黏剂层,8-尼龙层,9-聚酯层,10-哑光涂层。
具体实施方式
18.以下结合附图对本实用新型做进一步描述。
实施例
19.请参阅图1,将铝箔层4双面进行钝化处理,钝化后与聚丙烯薄膜层6通过使用干热复合方式,在第二胶黏剂层5作用下连接在一起;然后将含有黑色色素的着色酰胺薄膜层2表面涂布一层耐腐蚀涂层1,进行改性处理,改性完成后,将着色聚酰胺薄膜层2与铝箔层4另外一面通过第一胶黏剂层3干式复合。聚丙烯薄膜层厚度为20-50微米,铝箔层厚度为20-50微米,着色聚酰胺薄膜层厚度在10-20微米,着色均匀,表面改性,耐腐蚀性优异,可以有效阻止内层聚酰胺薄膜吸水,同时阻止外部电解液对聚酰胺薄膜侵蚀,耐腐蚀涂层厚度为2-4微米,进一步加强对铝塑膜的防腐蚀效果,第二胶黏剂层厚度3-5微米,耐电解液强,剥离力高,第一胶黏剂层厚度为4-6微米,耐水解、耐高温,铝塑膜整体厚度为65-120微米。
20.如图2所示,为对比文件1的结构,将铝箔层4一面涂布进行钝化处理,形成钝化涂层,之后通过第二胶黏剂层5与聚丙烯薄膜层6干式复合,之后在铝箔层4另一面涂布第一胶黏剂层3,并复合尼龙层8,然后在尼龙层8上涂布第三胶黏剂层7,并复合聚酯薄膜层9,最后在聚酯薄膜层9外表面涂布一层哑光涂层10。哑光涂层10为纳米材料,厚度为1-3微米,聚酯薄膜层9厚度为3-10微米,能很好的保护内部的尼龙层免受腐蚀,铝箔层4的厚度为20-30微米,第一胶黏剂层3、第二胶黏剂层5和第三胶黏剂层7的厚度为4-5微米,胶层稳定性强,剥离强度高,聚丙烯薄膜层6的厚度为20-30微米,聚酯薄膜层9为一体成型耐腐蚀改性黑色聚酯薄膜,具有优良的耐腐蚀性,因一体化成型,从而不掉色,可提高生产阶段产成品率5%以上,耐腐蚀黑色铝塑膜整体厚度为70-100微米;但由于电池成型过程中因外层聚酯薄膜层9力学性能较弱,成型性不足,无法满足大部分客户要求,同时在成型过程中,因应力回弹,卷曲严重,且由于该方案在尼龙层上再次涂胶复合聚酯层,工艺较复杂,不利于长期大量生产。
21.利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
技术特征:
1.一种锂电池用单面着色耐腐蚀铝塑膜,其特征在于,包括由内至外依次复合的聚丙烯薄膜层、第一胶黏剂层、铝箔层、第二胶黏剂层、着色聚酰胺薄膜层和耐腐蚀涂层。2.根据权利要求1所述的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述聚丙烯薄膜层厚度为20-50微米。3.根据权利要求1所述的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述铝箔层厚度为20-50微米。4.根据权利要求1所述的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述着色聚酰胺薄膜层厚度在10-20微米。5.根据权利要求1所述的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述耐腐蚀涂层厚度为2-4微米。6.根据权利要求1的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述第二胶黏剂层厚度3-5微米,耐电解液强,剥离力高。7.根据权利要求1所述的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述第一胶黏剂层厚度为4-6微米,耐水解、耐高温。8.根据权利要求1所述的锂电池用单面着色耐腐蚀铝塑膜,其特征在于,所述单面着色耐腐蚀铝塑膜整体厚度为65-120微米。
技术总结
本实用新型公开了一种锂电池用单面着色耐腐蚀铝塑膜,包括由内至外依次复合的聚丙烯薄膜层、第一胶黏剂层、铝箔层、第二胶黏剂层、着色聚酰胺薄膜层和耐腐蚀涂层。本实用新型使用含有黑色色素的聚酰胺薄膜,避免了现有加工方式中存在的局部漏胶点,产品剥离强度不稳定等缺点;对含有黑色色素的聚酰胺薄膜进行改性,优化产品结构,避免在生产过程中因应力原因导致的成型卷曲;同时减少胶层、聚酯薄膜层和尼龙层,降低了制造加工成本,提高了生产效益。益。益。
技术研发人员:丁新 陈耀仓
受保护的技术使用者:江西明冠锂膜技术有限公司
技术研发日:2021.12.14
技术公布日:2022/8/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1