一种卷烟机电子平整器及方法与流程
本发明涉及烟草生产设备,具体的为一种卷烟机电子平整器及方法。
背景技术:
1、烟条成型是卷烟机的关键工艺,在烟条成型工艺中,烟丝的填充量是由平整器来进行控制的;平整器的主要作用是将烟丝进行平均分区并且精准调整烟丝密度,将烟丝流中多余的烟丝削除,由此保证进入烟枪的流量恒定;目前,卷烟机仍普遍采用机械式的平整器总成,而机械式的卷烟机平整器总成存在以下缺陷:一是动力单元与劈刀之间的传动链较长,维护时工作量大,维护困难;二是机械传动组件长时间使用后随着磨损的增加,其传动精度会降低,导致劈刀之间的同步性下降,影响平整器总成的整体精度;三是机械传动组件多需要使用润滑油,长时间使用后容易出现渗油现象,渗出的润滑油会泄漏到烟丝上,造成污染影响产品质量。
2、现有一申请号为202223154008.2的专利,公开了一种卷烟机平整器,包括有箱体、箱体底板和安装底板,箱体和箱体底板固定连接,箱体固定在安装底板上;箱体上安装有滚刀机构和两处平整盘机构,箱体内设置有平整盘间距调节机构,平整盘机构和滚刀机构还连接有驱动输入机构、驱动机构,平整盘间距调节机构用于调节两处平整盘机构的间距该专利通过平整盘间距调节机构可以调节两块平整盘(即劈刀)的间距,从而调节烟支紧头的烟丝松紧度;该专利虽然使用了伺服电机进行驱动,但是仍然使用了机械式的传动结构,来实现对劈刀的调节,虽然减少了渗油现象,但仍然无法杜绝;同时该专利由于依然依赖机械传动结构,当机械结构出现磨损等现象,导致两个劈刀之间的同步性出现误差时,难以及时进行自行调节,而是需要停机后人工调节,耗费了更多的人力物力,影响了生产效率。
技术实现思路
1、本发明的目的在于提供一种全面采用伺服驱动智能调节的卷烟机电子平整器及方法。
2、基于上述目的,本发明采用如下技术方案:
3、一种卷烟机电子平整器,包括设置在基座上的劈刀机构,其特征在于:劈刀机构包括内劈刀和外劈刀,内劈刀和外劈刀均通过传动轴连接有驱动机构;与劈刀结构配合地在基座上设置有硬刷机构,硬刷机构通过传动轴与驱动机构连接;驱动机构包括驱动电机,驱动电机为伺服电机;伺服电机连接有控制组件。
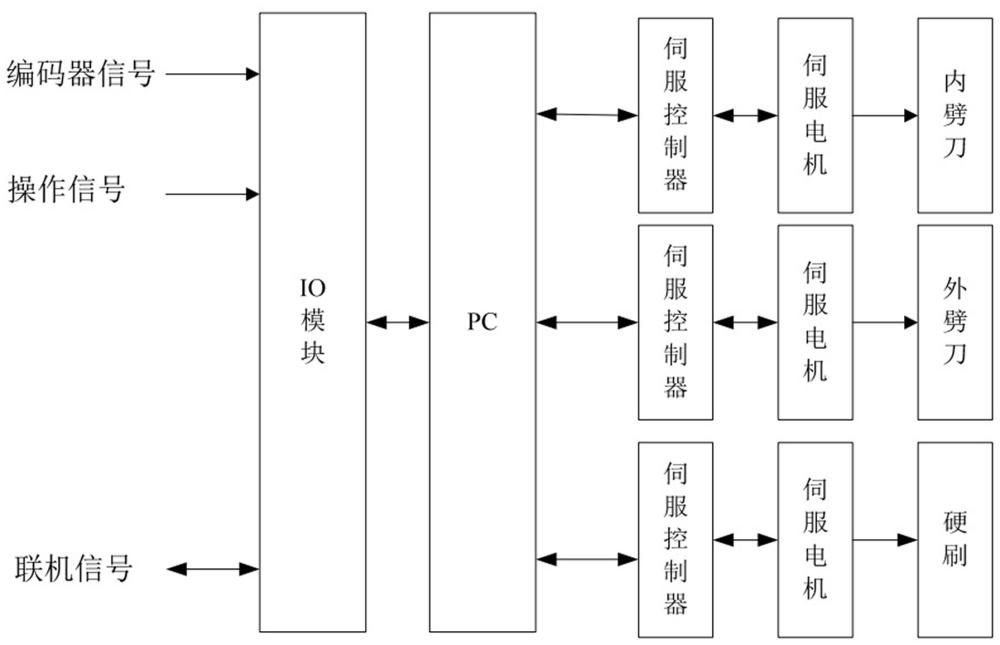
4、优选地,控制组件包括伺服控制器,伺服控制器连接有嵌入式pc;嵌入式pc连接有io模块,io模块连接有编码器;编码器设置在卷烟机上,与卷烟机的主传动配合设置。
5、优选地,嵌入式pc连接有控制台,控制台上设置有控制按钮和指示灯。
6、优选地,嵌入式pc包括nc控制器,nc控制器通过继电器与卷烟机连接。
7、使用上述的装置进行卷烟机平整器调节的方法,包括以下步骤:
8、s1、信号对接:将编码器信号、操作信号和联机信号接入io模块;
9、s2、同步校验:通过编码器信号与嵌入式pc检测到的内劈刀、外劈刀和硬刷信号比对,对各个劈刀轴和硬刷轴的初始位置与卷烟机主传动位置进行同步性校验;若任一劈刀轴或硬刷轴的初始位置与卷烟机主传动初始相位不同步,则启动回原点功能,将不同步的电子轴初始相位调整到与卷烟机主传动初始相位同步;
10、s3、同步启动:在卷烟机启动时,嵌入式pc同步启动平整器;嵌入式pc接收编码器检测到的卷烟机主传动信号,通过伺服控制器对三个伺服电机进行运动规划,通过伺服电机分别驱动内劈刀、外劈刀和硬刷;
11、s4、故障响应:在卷烟机运行时,嵌入式pc通过监控各个信号判断卷烟机与平整器运行过程中是否出现故障,当出现故障时,启动对应的故障控制、报警或修复功能。
12、优选地,s1中编码器信号与编码器对接,操作信号与控制台对接,联机信号与卷烟机的控制系统对接;s2中发生初始相位不同步时,使继电器得电禁止卷烟机启动,控制台的故障指示灯亮;回原点程序使三个电子轴的初始相位与主传动同步后,使继电器失电,控制台的故障指示灯灭;s3中卷烟机启动时嵌入式pc通过联机信号接收启动信号,控制平整器同步启动;在运行过程中编码器作为nc主轴,带动两个劈刀轴和一个硬刷轴运行,编码器轴与劈刀轴的传动比为1:1,编码器轴与硬刷轴的传动比为3:1。
13、优选地,s4中故障控制、报警或修复功能包括:
14、(1)精度自检:在运行中通过监控编码器信号与三个电子轴信号以实时检查精度误差是否在设定值范围内;若任一劈刀轴或硬刷轴与主传动相比的位置误差大于设定值范围,则启动nc控制功能,nc控制器报警,使继电器得电卷烟机停机;
15、(2)伺服报警:在运行中出现伺服电机过载等故障时,伺服控制器向嵌入式pc发出报警信号,使控制台的报警指示灯亮,同时使继电器得电卷烟机停机;故障排除后,可以通过控制台的控制按钮进行故障复位,使继电器失电卷烟机重新运行;
16、(3)紧头跟踪:在卷烟机运行过程中通过卷烟机的重量控制系统对烟条紧头位置进行检测,若紧头中线偏离切割位置,则重量控制系统通过联机信号向嵌入式pc发出紧头修正信号,嵌入式pc接收到紧头修正信号后,启动电子轴位置补偿程序,控制伺服电机调节劈刀凹槽相对于卷烟机主传动的相位,对紧头位置进行补偿调节。
17、本发明的有益效果有:
18、本发明采用伺服电机驱动全部的劈刀和硬刷轴,将机械传动结构减少到最少,使得现有的卷烟机平整器中普遍存在的渗油问题从根本上得到了解决;同时由于直接由伺服电机分别驱动各个劈刀和硬刷,从而无需维护传动机构,也不会因为长时间使用产生的机械磨损导致误差;由于传动结构被缩减到只有一根传动轴和联轴器,因此本发明的平整器其运动精度也更高,传动误差可以缩减在0.2mm以内。
19、本发明采用了数字化的控制系统,通过嵌入式pc整合监控各个信号,实现根据卷烟机主传动实时调整控制各个劈刀和硬刷轴的运动,使平整器工作更加精确,也无需人力定时检查误差调节维护;同时具备高精度的故障自检和自动故障处理机能,可以在出现误差故障时自动停机修正故障,也可以在出现无法自行修复的故障时及时停机报警,避免损失扩大。
20、本发明的控制系统开放,可以接入卷烟机的重量控制系统进行集成,进而进一步实现对烟支紧头位置的实时调整;本发明操作简单,通过集成化的控制台进行操控,无需学习复杂的机械调节方法,更易上手使用,同时减少误操作的风险。
技术特征:
1.一种卷烟机电子平整器,包括设置在基座上的劈刀机构,其特征在于:所述劈刀机构包括内劈刀和外劈刀,所述内劈刀和外劈刀均通过传动轴连接有驱动机构;与所述劈刀结构配合地在基座上设置有硬刷机构,所述硬刷机构通过传动轴与驱动机构连接;所述驱动机构包括驱动电机,所述驱动电机为伺服电机;所述伺服电机连接有控制组件。
2.根据权利要求1所述的卷烟机电子平整器,其特征在于:所述控制组件包括伺服控制器,所述伺服控制器连接有嵌入式pc;所述嵌入式pc连接有io模块,所述io模块连接有编码器;所述编码器设置在卷烟机上,与所述卷烟机的主传动配合设置。
3.根据权利要求2述的卷烟机电子平整器,其特征在于:所述嵌入式pc连接有控制台,所述控制台上设置有控制按钮和指示灯。
4.根据权利要求3所述的卷烟机电子平整器,其特征在于:所述嵌入式pc包括nc控制器,所述nc控制器通过继电器与卷烟机连接。
5.一种根据权利要求1-4任一所述的装置进行卷烟机平整器调节的方法,包括以下步骤:
6.根据权利要求5所述的方法,其特征在于:所述s1中编码器信号与编码器对接,所述操作信号与控制台对接,所述联机信号与卷烟机的控制系统对接;所述s2中发生初始相位不同步时,使继电器得电禁止卷烟机启动,控制台的故障指示灯亮;回原点程序使三个电子轴的初始相位与主传动同步后,使继电器失电,控制台的故障指示灯灭;所述s3中卷烟机启动时嵌入式pc通过联机信号接收启动信号,控制平整器同步启动;在运行过程中编码器作为nc主轴,带动两个劈刀轴和一个硬刷轴运行,编码器轴与劈刀轴的传动比为1:1,编码器轴与硬刷轴的传动比为3:1。
7.根据权利要求6所述的方法,其特征在于:所述s4中故障控制、报警或修复功能包括:
技术总结
本发明涉及烟草生产设备技术领域,具体的为一种卷烟机电子平整器及方法,包括设置在基座上的劈刀机构,劈刀机构包括内劈刀和外劈刀,与劈刀机构配合地还设置有硬刷机构,劈刀机构与硬刷机构均通过伺服电机直接驱动,最大程度削减了传动机构,减少了渗油现象,同时运动精度高、无需维护;伺服电机通过控制组件控制,控制组件包括伺服控制器、嵌入式PC和IO模块;通过设置在卷烟机上的编码器可以监控卷烟机主传动的位置和运动参数,根据主传动参数嵌入式PC控制各个劈刀和硬刷的运动,做到自动规划运动、修正误差、故障停机报警等多重功能;还可以接入卷烟机重量控制系统集成,进而实现对烟支紧头位置的实时调整。
技术研发人员:张欢,宁威,黄富新,黄飞
受保护的技术使用者:昆明虢宏工贸有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!