一种填烟丝机自动称重压实机构的制作方法
本技术涉及烟草实验设备领域,尤其涉及一种填烟丝机自动称重压实机构。
背景技术:
1、烟企在进行新产品研发时,均需要做大量实验,如香料配方实验、单等级烟丝评价实验,烟气实验等,这些实验有时要用到成型烟卷,所需要用到的烟卷数量少,但重量精度要求高。目前实验室所用的烟卷大多通过人工称重、充填,效率低、充填均匀度差且容易造成烟丝污染,影响实验效果。
技术实现思路
1、本实用新型的目的是为解决上述问题,提供一种填烟丝机自动称重压实机构,以解决目前烟卷填丝时重量不精确、填料均匀度差的问题。
2、本实用新型所解决的技术问题可以采用以下技术方案来实现:
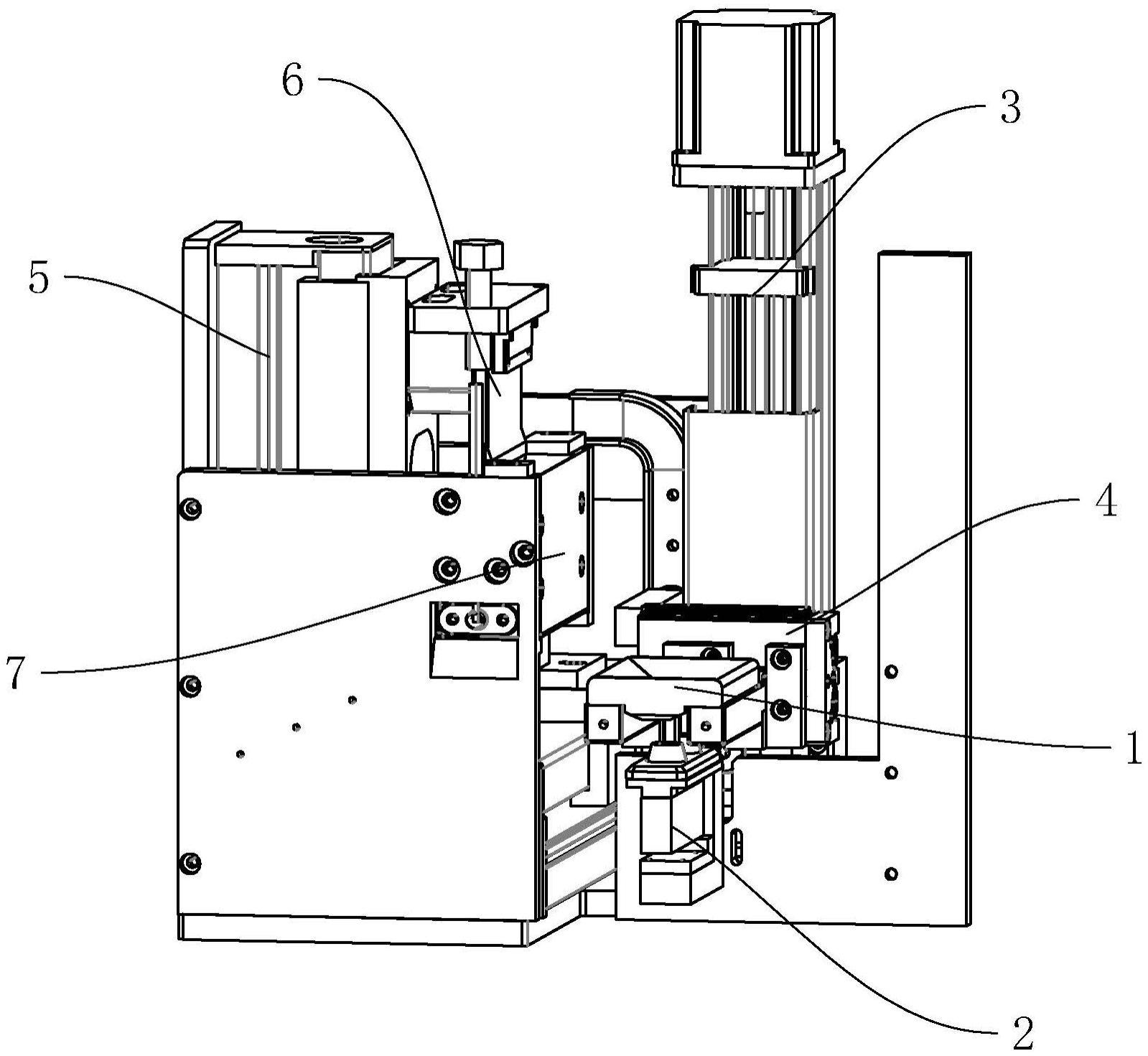
3、一种填烟丝机自动称重压实机构,包括:
4、料盘机构,包括料盘、底托、托架和托架安装板;所述料盘为下凹弧形状,下端固定安装有所述底托,所述托架有两根,分别设置在所述料盘的下端两侧,一端悬空,另一端固定安装在所述托架安装板上,所述托架安装板竖直设置;
5、称重装置,安装在所述底托下方,设有支撑板、称重传感器、下支撑和称重底座;所述支撑板设置在所述底托下方,所述支撑板下方装有称重传感器,所述称重传感器一端悬空安装在所述下支撑上,所述下支撑固定安装在所述称重底座上,所述称重底座为l块,竖直面与一立板相连,所述立板固定安装在外部机架上;
6、翻转装置,包括翻转升降模组、翻转滑块、转向连接块和旋转导引槽,所述翻转升降模组通过一翻转支架竖直设置固定安装在外部机架上,所述翻转滑块可滑动安装在所述翻转升降模组上,所述翻转滑块的竖直面上设有一转轴;
7、抖料装置,一面与所述转轴转动相连,另一面与所述托架安装板相连,包括抖料气缸、料盘安装板和转向底座,所述料盘安装板安装在所述抖料气缸的活塞杆端并与所述托架安装板相连,所述料盘机构与料盘安装板固定连接,所述抖料气缸的缸体固定安装在所述转向底座的竖直面上,所述转向底座与所述转轴通过轴承转动连接;所述转向连接块为l型,一边安装在所述转向底座的上端面上,另一边的端部设有滚轮嵌入安装在所述旋转导引槽内,所述旋转导引槽固定设置在所述翻转升降模组一侧,为l型弯槽,弯角处为弧形;
8、压实升降滑台,通过一三面围栏的压实支架固定安装在外部机架上,滑轨上可滑动装有一压实滑块;
9、压板,上端通过一压板连接座固定安装在所述压实滑块上;
10、压料仓,固定安装在所述压实支架上,内底面设有一弧形底托,所述压板下端可插入设置在所述压料仓内;所述料盘翻转后,正位于所述压料仓的上方;
11、成型送料装置,设置在所述压料仓的后侧,包括成型套移动滑台、烟丝成型套和成型套安装座,所述成型套安装座可滑动安装在所述成型套移动滑台上,所述烟丝成型套固定安装在所述成型套安装座上,所述烟丝成型套的前段上部开设有下凹的烟丝压接槽,所述烟丝成型套从所述压实支架穿过,架设在所述弧形底托上,所述压板的下端开设有上凹弧形槽,与所述烟丝压接槽相配合,下压后拼合成圆筒状。
12、进一步地,所述称重装置还设有支撑凸起,安装在所述支撑板上,所述支撑凸起为两个凸起锥体,所述底托上开设有两个圆孔与所述支撑凸起相配合。
13、进一步地,所述压料仓由左仓板和右仓板组成,所述左仓板和右仓板的内底面设有弧形,安装后形成所述弧形底托;所述支架前端设有一导向块,所述导向块设有一与所述弧形底托相通的通槽管,所述烟丝成型套伸入所述导向块的通槽管内,架设在所述弧形底托上方。
14、进一步地,所述压板连接座上方设有导向套安装板,所述导向套安装板上装有一导向套,所述通槽管的外侧上端面设有导向柱,所述导向柱与导向套相配合。
15、进一步地,所述右仓板的上部开设有斜口,所述料盘翻转后,正位于所述斜口的上方。
16、进一步地,所述烟丝压接槽的上端两边缘设有锯齿边,所述锯齿边的齿尖前斜朝向烟丝推出方向。
17、本实用新型与现有技术相比,具有以下有益效果:
18、1、本实用新型通过设置烟丝自动称重机构,结合翻转机构将称重好的烟丝通过料盘翻转后倒入压料仓内,再通过压实机构将烟丝压成圆柱状,大大降低了烟丝充填难度,提高充填效率;
19、2、本实用新型通过将烟丝称重后再进行充填,确保了卷烟重量的精确性,有效避免烟丝过多造成浪费;同时烟丝压实后再推入空烟管内,可大大提高烟卷填充的均匀度。
技术特征:
1.一种填烟丝机自动称重压实机构,其特征是,包括:
2.根据权利要求1所述的一种填烟丝机自动称重压实机构,其特征在于:所述称重装置还设有支撑凸起,安装在所述支撑板上,所述支撑凸起为两个凸起锥体,所述底托上开设有两个圆孔与所述支撑凸起相配合。
3.根据权利要求1所述的一种填烟丝机自动称重压实机构,其特征在于:所述压料仓由左仓板和右仓板组成,所述左仓板和右仓板的内底面设有弧形,安装后形成所述弧形底托;所述支架前端设有一导向块,所述导向块设有一与所述弧形底托相通的通槽管,所述烟丝成型套伸入所述导向块的通槽管内,架设在所述弧形底托上方。
4.根据权利要求3所述的一种填烟丝机自动称重压实机构,其特征在于:所述压板连接座上方设有导向套安装板,所述导向套安装板上装有一导向套,所述通槽管的外侧上端面设有导向柱,所述导向柱与导向套相配合。
5.根据权利要求3所述的一种填烟丝机自动称重压实机构,其特征在于:所述右仓板的上部开设有斜口,所述料盘翻转后,正位于所述斜口的上方。
6.根据权利要求1所述的一种填烟丝机自动称重压实机构,其特征在于:所述烟丝压接槽的上端两边缘设有锯齿边,所述锯齿边的齿尖前斜朝向烟丝推出方向。
技术总结
本技术公开了一种填烟丝机自动称重压实机构,包括料盘机构、称重装置、翻转装置、抖料装置、压实升降滑台、压板、压料仓和成型送料装置;称重装置称重,翻转装置带动抖料装置和料盘机构上升再旋转90度,抖料气缸往复动作将烟丝抖落至压料仓内;压实升降滑台带动压板下压将烟丝压实成圆柱状,成型套移动滑台带动烟丝成型套向前移动至外部填充出料机构内进行填烟丝作业。本技术通过设置烟丝自动称重机构,结合翻转机构将称重好的烟丝通过料盘翻转后倒入压料仓内,再通过压实机构将烟丝压成圆柱状,大大降低了烟丝充填难度,提高充填效率;同时烟丝压实后再推入空烟管内,可大大提高烟卷填充的均匀度。
技术研发人员:蓝建斌,包承伟,王大锋,黄斌,马青山
受保护的技术使用者:帕斯卡(东莞)电子科技有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!