一种激光打孔工位烟支故障检测方法、系统、终端及介质与流程
本发明涉及激光打孔,更具体地说,它涉及一种激光打孔工位烟支故障检测方法、系统、终端及介质。
背景技术:
1、在线激光打孔系统包括激光发射装置和卷接机组。卷接机组包括打孔轮和拨烟轮。双倍长烟支被安置于打孔轮的轮槽上,并随着打孔轮运动。打孔轮与拨烟轮之间的间隙略小于烟支直径,打孔轮和拨烟轮两者配合搓转烟支,以使双倍长烟支于打孔轮和拨烟轮间,在保持位置不变的情况下烟支绕轴心自转360°。在双倍长烟支自转过程中,激光发射装置产生束脉冲激光,在双倍长烟支上均匀的打2圈小孔。
2、在卷接机组高速运转过程中,若打孔轮或拨烟轮表面有清洁问题、烟支本身直径控制有问题或者烟支有缺陷时,导致搓转过程中烟支产生乱序,从而在激光打孔设备紧凑的工位内部产生影响后续烟支通过、烟支夹塞到激光打孔部件内部、烟支堵塞在激光打孔加工工位等现象,最终影响烟支打孔效果、设备生产效率、致使打孔不合格烟支流入市场、甚至带来打孔工位起火、烟支阴燃等安全问题。
3、目前,卷接机组上搓转烟支处安装有光电传感器,通过光电传感器检测烟支是否在自转工位处,若烟支不在自转工位处,就认为烟支乱序等故障现象发生。但是,在卷烟机高速运转过程中,光电传感器检测效果差且误判严重。
技术实现思路
1、本发明的目的在于提供一种激光打孔工位烟支故障检测方法、系统、终端及介质,达到提高检测效果并降低误判几率的目的。
2、本发明通过下述技术方案实现:
3、第一方面,提供了一种激光打孔工位烟支故障检测方法,包括以下操作步骤:
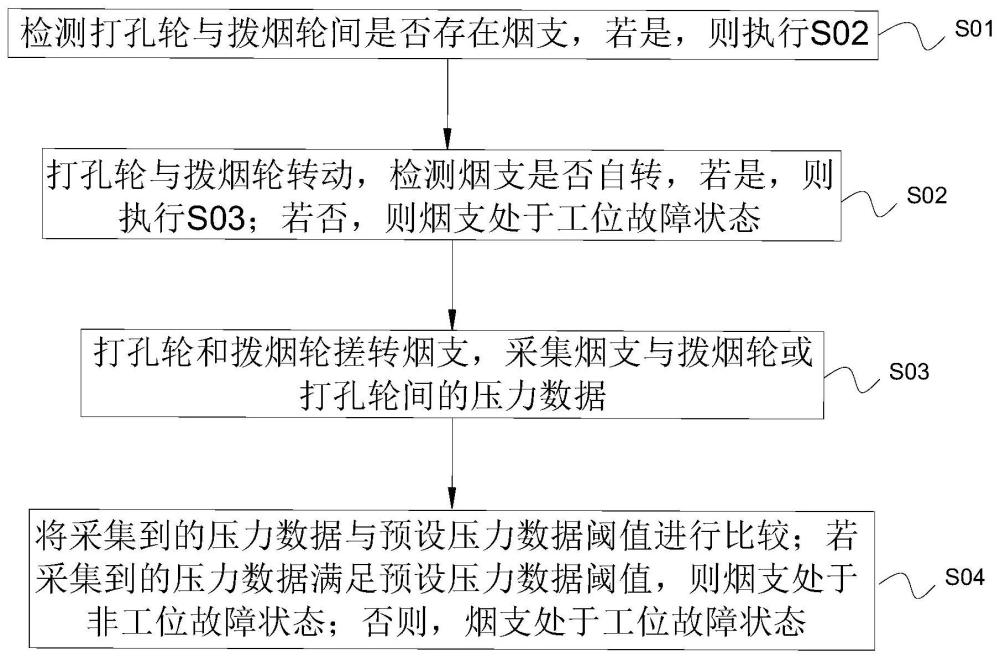
4、s1.检测打孔轮与拨烟轮间是否存在烟支,若是,则执行s2;
5、s2.打孔轮与拨烟轮转动,检测烟支是否自转,若是,则执行s3;若否,则烟支处于工位故障状态;
6、s3.打孔轮和拨烟轮搓转烟支,采集烟支与拨烟轮或打孔轮间的压力数据;
7、s4.将采集到的压力数据与预设压力数据阈值进行比较;若采集到的压力数据满足预设压力数据阈值,则烟支处于非工位故障状态;否则,烟支处于工位故障状态。
8、可选的,所述压力数据包括第一压力值和第二压力值;
9、在烟支两端拨烟轮同步搓转烟支时,同时采集烟支一端与烟支一端上拨烟轮或打孔轮间的第一压力值,以及烟支另一端与烟支另一端上拨烟轮或打孔轮间的第二压力值。
10、可选的,所述将采集到的压力数据与压力数据阈值进行比较前,还包括:
11、将所述第一压力值与第二压力值进行比较;若所述第一压力值与第二压力值相同,则烟支处于非工位故障状态;否则,烟支处于工位故障状态。
12、可选的,执行所述s1前,还包括:
13、在烟支被放置于打孔轮上轮槽内前,采集轮槽的图像信息;
14、将采集到的图像信息与预设轮槽图像模板进行匹配;若匹配成功,则打孔轮上轮槽处于非故障状态;否则,打孔轮上轮槽处于故障状态。
15、第二方面,提供了一种激光打孔工位烟支故障检测系统,,该激光打孔工位烟支故障检测系统用于执行如第一方面中所述的激光打孔工位烟支故障检测方法,包括:
16、第一检测模块,用于执行s1,以检测打孔轮与拨烟轮间是否存在烟支;
17、第二检测模块,用于在第一检测模块检测到打孔轮与拨烟轮间存在烟支时,执行s2,以检测在打孔轮与拨烟轮转动时,烟支是否自转,若烟支未自转,则烟支处于工位故障状态;
18、第一采集模块,用于在第二检测模块于打孔轮与拨烟轮转动状态下,检测到烟支自转时,执行s3,以采集打孔轮和拨烟轮搓转烟支时,烟支与拨烟轮或打孔轮间的压力数据;
19、第一比较模块,用于执行s4,以将采集到的压力数据与预设压力数据阈值进行比较;若采集到的压力数据满足预设压力数据阈值,则烟支处于非工位故障状态;否则,烟支处于工位故障状态。
20、可选的,所述压力数据包括第一压力值和第二压力值;
21、所述第一采集模块包括第一采集单元和第二采集单元;
22、在烟支两端拨烟轮同步搓转烟支时,所述第一采集单元用于采集烟支一端与烟支一端上拨烟轮或打孔轮间的第一压力值,所述第二采集单元用于同时采集烟支另一端与烟支另一端上拨烟轮或打孔轮间的第二压力值。
23、可选的,该激光打孔工位烟支故障检测系统,还包括第二比较模块,该第二比较模块用于将所述第一压力值与第二压力值进行比较;若所述第一压力值与第二压力值相同,则烟支处于非工位故障状态;否则,烟支处于工位故障状态。
24、可选的,该激光打孔工位烟支故障检测系统,还包括第二采集模块和匹配模块;
25、于所述第一检测模块执行所述s1前:
26、所述第二采集模用于在烟支被放置于打孔轮上轮槽内前,采集轮槽的图像信息;
27、所述匹配模块用于将所述第二采集模采集到的图像信息与预设轮槽图像模板进行匹配;若匹配成功,则打孔轮上轮槽处于非故障状态;否则,打孔轮上轮槽处于故障状态。
28、第三方面,提供一种计算机终端,包含存储器、处理器及存储在存储器并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如第一方面中所述的激光打孔工位烟支故障检测方法。
29、第四方面,提供一种计算机可读介质,其上存储有计算机程序,所述计算机程序被处理器执行可实现如第一方面中所述的激光打孔工位烟支故障检测方法。
30、本发明与现有技术相比,具有如下的优点和有益效果:
31、①该方法能够实时监测打孔工位的运行状态,及时发现并识别出烟支的故障情况,提高了生产效率和产品质量,以及生产过程的监控效率和准确性。
32、②通过检测烟支是否自转和压力数据是否在正常范围内,可以在故障发生初期就进行预警,有助于实现预防性维护,以减少因设备故障导致的烟支损坏和浪费,降低了生产成本。
33、③通过对压力数据的监测和分析,可以及时发现打孔轮和拨烟轮等机械设备的磨损情况,便于进行预防性维护,延长设备寿命。同时,可以确保烟支打孔的质量稳定,降低因压力异常导致的打孔不良,从而提高产品的整体质量。
34、④达到提高检测效果并降低误判几率的目的。
技术特征:
1.一种激光打孔工位烟支故障检测方法,其特征在于,包括以下操作步骤:
2.根据权利要求1所述的激光打孔工位烟支故障检测方法,其特征在于:
3.根据权利要求2所述的激光打孔工位烟支故障检测方法,其特征在于,所述将采集到的压力数据与压力数据阈值进行比较前,还包括:
4.根据权利要求1所述的激光打孔工位烟支故障检测方法,其特征在于,执行所述s1前,还包括:
5.一种激光打孔工位烟支故障检测系统,其特征在于,该激光打孔工位烟支故障检测系统用于执行如权利要求1-4中任一项所述的激光打孔工位烟支故障检测方法,包括:
6.根据权利要求5所述的激光打孔工位烟支故障检测系统,其特征在于:
7.根据权利要求6所述的激光打孔工位烟支故障检测系统,其特征在于:
8.根据权利要求5所述的激光打孔工位烟支故障检测系统,其特征在于:
9.一种计算机终端,包含存储器、处理器及存储在存储器并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现如权利要求1-4中任意一项所述的激光打孔工位烟支故障检测方法。
10.一种计算机可读介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行可实现如权利要求1-4中任意一项所述的激光打孔工位烟支故障检测方法。
技术总结
本发明提供一种激光打孔工位烟支故障检测方法、系统、终端及介质,涉及激光打孔技术领域,其主要技术方案:包括以下操作步骤:S1.检测打孔轮与拨烟轮间是否存在烟支,若是,则执行S2;S2.检测在打孔轮与拨烟轮转动时,烟支是否自转,若是,则执行S3;若否,则烟支处于工位故障状态;S3.采集打孔轮和拨烟轮搓转烟支时,烟支与拨烟轮或打孔轮间的压力数据;S4.将采集到的压力数据与预设压力数据阈值进行比较;若采集到的压力数据满足预设压力数据阈值,则烟支处于非工位故障状态;否则,烟支处于工位故障状态。可以在故障发生初期就进行预警,有助于实现预防性维护,以减少因设备故障导致的烟支损坏、浪费。同时,提高检测效果并降低误判几率。
技术研发人员:王泽坤,高振华,谢杨,王锡强,何亮
受保护的技术使用者:成都顺泽智科技有限责任公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!