一种防水和透气的鞋类的制作方法
1.本技术涉及透气和防水鞋类的制造。本技术还涉及一种用于制造鞋类的方法。
背景技术:
2.本领域已知的是,鞋的舒适度不仅与合脚的解剖配置有关,而且还与鞋的内部到外部的最佳透气性有关。透气材料通常是这样的皮革或等同产品的天然材料,然而,在雨天或潮湿天气的存在下,这些材料不能确保良好的防水,并且确实可以相当容易的吸收水,这些水也可以渗透用于组装的缝合接缝。
3.这个问题的一个解决方案是提供鞋类鞋面的分层结构,其中一个或多个层可以是透气的,而另一层可以是不透液体的,同时仍然是透气的。这种类型的层可以称为功能层,其例如由如wl gore的制造商提供,呈gore-tex材料的形式,该gore-tex材料是具有孔的层状材料,使得液体分子不能渗透,并且因此是透气的和不透水的层。
4.关于鞋类的这种分层结构的挑战是附接层涉及缝合,而缝合为水提供通道并降低柔性。
5.因此,需要一种鞋类,其包括高效地将透气膜连接到内底的缝线,内底具有鞋内底所需的柔性。
技术实现要素:
6.本发明涉及一种包括鞋面(u)和鞋底(s)的鞋类,
7.其中,所述鞋面包括膜(mem)和至少一个外层(ol),
8.其中,所述膜(mem)附接至所述外层(ol),并且所述膜(mem)附接至内底(is),
9.其中,所述膜(mem)通过将所述膜的下端(lmem)缝合(sti)到所述内底(is)的周边而附接到所述内底(is),
10.其中,所述缝合(sti)的缝线的最小长度(l)为至少1.0mm,
11.其中,所述膜(mem)是防水透气膜,
12.其中,所述内底(is)附接至所述鞋底(s)。
13.本发明的鞋类鞋面具有优于现有技术的鞋类的若干优点,其涉及将包括透气防水膜和外层的鞋类鞋面附接到内底的缝线的缝线长度。
14.本技术使能够获得高效地将透气膜连接到内底的缝线,内底具有鞋内底所需的柔性并且还例如允许例如pu的足够渗透以将鞋类鞋面附接到鞋类鞋底。
15.此外,应注意的是,对于内底缝合,所施加的缝线长度使能够在缝合期间不折叠膜地进行缝合,并且因此避免在缝合期间将膜折叠到内底上。这在相对小的缝线长度下是可能的,因为缝合膜的人可以利用膜的柔性并且还确保不会出现大的褶皱。大的褶皱可能损害膜和鞋底之间的最终和期望的密封。
16.在本文中,内底应被称为鞋底的一部分,当内底缝合到鞋面时,内底被施加以形成用于容纳用户足部的袜状物。该鞋底可以是一些被称为斯创贝尔(strobel)鞋底,但是在本
上下文中,内底在功能上被理解为鞋底的一部分,其形成到鞋底的锚接(anchor)锚接接合部。特别注意的是,在实践中内底的缝合是在将鞋底胶结或直接注射到鞋面之前执行的。在本文中,缝合不是这两种类型工艺的一部分。因此,在本发明范围内,另外的鞋底可以作为鞋类的基本上零散且可更换的部分插入鞋类,而不损害上述对内底是什么的理解。
17.这样的鞋底可以包括内底、外底和另外的可选的鞋底层或构件的组合。在这个特定当前情形下,由于内底对鞋底的持久附接,内底可以被认为是鞋底的一部分。应当注意的是,在本技术中其他地方应用的定义也可以出于逻辑原因将内底作为鞋面的一部分或作为鞋底和鞋面两者的一部分。
18.本发明的实施例的优点可以是,膜的下端可以借助于将鞋面粘结到鞋底的粘结剂或借助于由dip工艺注射到鞋面的鞋底材料来密封到鞋底。
19.根据本发明的优选实施例,该密封可以通过不使用另外的密封部件(诸如衬垫等)而获得。
20.因此,在本发明的实施例中,鞋类是无衬垫的。
21.缝线
22.在本发明的实施例中,所述缝合(sti)的缝线长度(l)为1.5mm,诸如至少3mm、诸如至少5mm、诸如在1.0mm至12mm之间、诸如1mm至10mm、诸如1.5mm至9mm、诸如1.5mm至8mm、诸如4mm至7mm、诸如在5mm至7mm之间、诸如在6mm至7mm之间、诸如在6mm至7mm之间。
23.在本发明的实施例中,所述缝合(sti)的缝线长度(l)为2至6mm。
24.在本发明的实施例中,所述缝合(sti)的缝线长度(l)小于15mm,诸如小于12mm、诸如小于10mm。
25.在本发明的实施例中,所述缝合(sti)的缝线长度(l)小于10mm,诸如小于8mm、诸如小于7mm。
26.在本发明的实施例中,所述缝合(sti)的缝线长度(l)在1-5针/cm之间,诸如在2-4针/cm之间、诸如3针/cm。
27.在本发明的实施例中,所述缝合(sti)的缝线宽度(w)为至少2mm,诸如至少4mm、诸如在2mm至10mm之间、诸如3mm至10mm、诸如3mm至9mm、诸如3mm至8mm、诸如在5mm至7mm之间。
28.在本发明的非常有利的实施例中,根据本发明的实施例,更宽延伸的内底的使用有助于更长的缝线长度。更长的缝线长度有助于更高的鞋面的柔性、更少的折叠和更少的线的使用。
29.如果在缝合到斯创贝尔鞋底期间对膜有任何损坏,则可以在附接外底时,通过pu或胶水来防水。
30.根据本发明的实施例,缝线长度应被理解为在缝合方向上从一个缝线顶部到下一个缝线顶部的长度。
31.缝线长度也可以被测量为每厘米针数(stitches pr.cm)。
32.根据本发明的实施例,缝线宽度应被理解为在缝合横向方向上从顶部到顶部的总宽度。为了进一步解释缝线长度(l)和缝线宽度(w),请参考相关附图的描述。
33.根据本发明的实施例,当所述膜(mem)通过非线性渐进缝合附接到所述内底(is)时,所述缝合(sti)的缝线长度(l)可以确定为外部缝线长度(lout)和/或内部缝线长度(linp)。
34.因此,可以实现的是,可以以更大的准确度来建立有效的缝线长度,例如,以确保有效的缝线长度将大于最小值和/或有效的缝线长度将小于预定的最大值,例如,如上文关于缝线长度的规定。可以鉴于膜材料和/或内底材料的特性来确定这样的一个值或多个值,例如以避免由于缝线孔太近而对材料造成任何损坏或不利影响或例如以避免由于缝线在缝合的某些部分处(例如在跟部和/或鞋头部分处)太宽地间隔而令膜和内底的不满意的结合,其中缝合以相对大的弯曲方式进行。此外,膜材料或内底材料的折叠对例如防水性可能是有害的,以这种方式可以避免膜材料或内底材料的折叠。
35.应注意,在一些应用中,例如取决于制造的鞋的类型,仅依靠两种缝线长度(即外部缝线长度(lout)和内部缝线长度(linp))中的一种就够了。此外,应注意的是,了解了与特定鞋类有关的外部缝线长度(lout)和/或内部缝线长度(linp)后,可以通过调整例如斯创贝尔缝合装置缝合一定缝线长度(例如2mm)以实际方式来满足限制,从而将得知与特定鞋类相关的外部缝线长度(lout)和/或内部缝线长度(linp)将满足要求,例如,外部缝线长度(lout)将至少为1.0mm。
36.此外,应注意的是,代替应用参数:缝线长度l为x mm,可以使用参数:每cm的缝线的数量,因为对于本领域技术人员来说,这将是清楚的。然而,当确定外部缝线长度lout和/或内部缝线长度linp的缝线长度时,后者可能不太适合。
37.在本发明的一个实施例中,所述膜(mem)通过锚接粘合剂(aa)附接到所述外层(ol)。
38.如果在缝合到内底期间对膜造成任何损坏,则这种损坏可以通过在将鞋底附接到鞋面的过程期间施加的粘合剂来补偿/使其防水。
39.缝合技术
40.在本发明的一个实施例中,所述缝合的缝线被制成双股缝线。
41.在本发明的一个实施例中,所述缝合的缝线被制成单股缝线。
42.在本发明的一个实施例中,所述缝合仅使用一股线。
43.根据本发明的实施例,斯创贝尔缝合技术可以仅使用上线(upper thread)。
44.根据本发明的实施例,上线和顶线(top thread)可以互换使用。根据本发明的实施例,下线(lower thread)和底线(bottom thread)可以互换使用。
45.根据本发明的实施例,缝合的缝线还可以被制成缝合技术,诸如例如人字针步(zig-zag)、疏缝(tacking)、明辑线(topstitching)、间边线(edgestitching)、折边固定线缝(staystitching)和/或贴底车缝(understitching)。
46.在本发明的一个实施例中,所述缝合的缝线是在斯创贝尔缝纫机上制造的。
47.在本发明的一个实施例中,所述斯创贝尔缝纫机是过拷边(overlocking)或包缝(overseaming)斯创贝尔缝合机。
48.针/线
49.在本发明的实施例中,针尺寸可以在90至120之间的尺寸中。为了将膜缝合到内底,可以优选使用较小尺寸的针,诸如90。
50.针的功能是在材料上产生孔,带动针线穿过材料,形成一个线圈,然后将针线穿过线圈。
51.用于缝纫机的针典型地包括:上部,针踵和针柄;下部包括针杆、前槽、针眼和针
尖。针尖穿透材料并且可以依赖于应用或待缝合的材料类型而具有各种形式。针尖可以具有定尖/矛形尖(set/spear point)、球尖或楔形尖。
52.根据本发明的实施例,用于缝合的线(th)可以包括棉和/或聚酯,并且线的尺寸可以例如是10/3wt至120/3wt之间的线尺寸,其中60/3wt线可以是优选的。
53.针和线应彼此最佳地配合。如果针对于线太小,则线将不会自由地穿过针眼,并且生产中可能导致昂贵的线断裂。此外,在胶结期间,太粗的针可能在dip期间阻挡pu,或在粘结期间阻挡粘合剂的渗透。
54.如果针对于线太大,则会存在线圈形成的不良控制,这可能导致跳针,在织物中产生对于缝线来说太大的孔,并且可能沿着缝合线损坏织物。
55.根据本发明的实施例,缝纫的孔还在dip期间为pu提供孔以渗透或在胶结期间粘合剂渗透。
56.根据本发明的实施例,该线可以比用于鞋类鞋面的缝线的其他类型的线更细。
57.粘合剂特性和示例
58.在本发明的实施例中,所述锚接粘合剂(aa)具有至少50摄氏度(诸如至少60摄氏度、诸如至少70摄氏度、诸如至少80摄氏度、诸如至少90摄氏度、诸如至少100摄氏度、诸如至少110摄氏度、诸如至少120摄氏度、诸如至少130摄氏度、诸如至少140摄氏度)的熔点。
59.在本发明的实施例中,所述锚接粘合剂(aa)具有在30-200摄氏度之间(诸如在50-180摄氏度之间、诸如在70-160摄氏度之间、诸如在90-140摄氏度之间、诸如在100-120摄氏度之间)的熔点。
60.在本发明的一个实施例中,所述锚接粘合剂(aa)的干燥时间是最大5小时,诸如4小时、诸如3小时、诸如2小时、诸如1小时、诸如45分钟、诸如30分钟。
61.在本发明的一个实施例中,所述锚接粘合剂(aa)的结合时间小于5小时,诸如4小时、诸如3小时、诸如2小时、诸如1小时、诸如45分钟、诸如30分钟。
62.在本发明的一个实施例中,所述锚接粘合剂(aa)是非水基粘合剂。
63.在本发明的一个实施例中,所述锚接粘合剂(aa)是水基粘合剂。
64.在本发明的一个实施例中,所述锚接粘合剂(aa)是热活化的。
65.在本发明的一个实施例中,所述锚接粘合剂(aa)是液体。
66.在本发明的一个实施例中,所述锚接粘合剂(aa)是薄膜。
67.在本发明的一个实施例中,所述锚接粘合剂(aa)是胶带。
68.在本发明的一个实施例中,所述锚接粘合剂(aa)是双组分粘合剂。
69.在本发明的一个实施例中,所述锚接粘合剂(aa)是冷胶。
70.在本发明的一个实施例中,所述锚接粘合剂(aa)是以下粘合剂中的至少一种:
71.环氧树脂、甲基丙烯酸甲酯、有机硅粘合剂、氨基甲酸酯(urethane)。
72.根据本发明的实施例,锚接粘合剂可以存在于连续层中、或者作为“多孔”或非连续粘合剂层存在,这既有利于充分粘合,也有利于透气或通过层的某种水分传输。
73.将锚接粘合剂施加到皮革部分上可以是预层压的形式。
74.根据本发明的实施例,粘合剂可以依赖于材料的类型。
75.粘附过程
76.在本发明的实施例中,所述膜(mem)通过锚接粘合剂(aa)工艺附接到所述外层
(ol)。
77.在本发明的实施例中,所述锚接粘附(aa)工艺包括加热。
78.在本发明的实施例中,所述锚接粘合剂(aa)工艺包括加热的周期,并且其中所述加热的周期为至少5秒,诸如至少7秒、诸如至少9秒、诸如至少13秒。
79.在本发明的实施例中,所述锚接粘合剂(aa)工艺包括加热的周期,并且其中所述加热的周期为5秒-15秒之间,诸如7秒-13秒之间、诸如7秒-10秒之间。
80.在本发明的实施例中,所述锚接粘附(aa)工艺包括加热,并且其中所述加热在90-160摄氏度之间,诸如在100-140摄氏度之间。
81.在本发明的实施例中,所述锚接粘附(aa)工艺包括加热,并且其中所述加热为至少90摄氏度,诸如至少110摄氏度、诸如至少130摄氏度。
82.在本发明的实施例中,所述锚接粘附(aa)工艺包括施加压力。
83.在本发明的实施例中,所述锚接粘附(aa)工艺包括至少在所述锚接粘合剂的再活化期间或之后施加压力,并且将所述外层与所述膜一起压制,并且其中所述压力是至少2bar,诸如至少3bar、诸如至少4bar。
84.在本发明的实施例中,所述锚接粘附(aa)工艺包括施加压力,并且其中所述压力在2bar-7bar之间,诸如在3bar-5bar之间。
85.在本发明的实施例中,所述锚接粘附工艺包括施加热量和压力。
86.在本发明的实施例中,所述锚接粘附工艺包括施加热量和压力,其中所述加热在90-160摄氏度之间,并且所述压力施加在2bar-7bar之间。
87.锚接方案
88.在本发明的实施例中,所述膜(mem)借助于锚接粘合剂(aa)沿着所述外层下端的周边的至少一部分进一步附接到所述外层(lol)下端。
89.在本发明的实施例中,所述膜(mem)继续借助于锚接粘合剂(aa)沿着所述外层(lol)下端的周边的整个部分进一步附接到所述外层(lol)下端。
90.外层
91.在本发明的实施例中,所述外层(ol)由皮革形成。
92.在本发明的实施例中,所述外层(ol)由织造或非织造纺织品形成。
93.在一个或多个实施例中,外层可以是鞋面的最外层。
94.外层是面向外部环境的材料,并且可以是有美感的材料,诸如例如皮革材料、针织、聚合物、帆布或在鞋类制造中应用的其他类型的材料。外部材料赋予鞋类特定的外观或具有特定的功能,诸如颜色、弹性、刚度、重量或其他特性。这些材料通常是液体可渗透的材料。
95.外层可以是纺织层、皮革层、牛皮层、针织层、聚合物和/或帆布或可以用作鞋面的最外层的任何类型的层,其中另一层可以提供鞋类的外部外观。外层可以是外层的最外层,然而,外层还可以包括其他层或覆盖其他层的处理,作为用于例如增强、保护或美学外观的额外外层。
96.外层通常指与穿用者的脚分开的层,该层由透气防水膜与鞋类穿用者的脚分开。外层因此相对于防水透气膜被指定,而另外的层或结构可以因此被添加到鞋类外层的外侧上,而不影响对外层定义的理解。
97.外层可以例如进一步包括在外层指向远离防水透气膜的一侧上的压花、附着物和标识。
98.同样地,外层可以进一步包括涂层、浸润或甚至在远离防水透气膜的外层的顶部上的进一步的层。
99.dip
100.在本发明的实施例中,所述鞋底被注射模制到所述鞋面上。
101.对于直接注射生产(dip)工艺,包括附接内底的鞋面放置在鞋楦上,其中鞋楦与鞋面放置在模具中,并且随后诸如液体聚氨酯(pu)的液体鞋底材料被注射入模具中,以实现鞋面与鞋底的牢固附接。
102.此外,耐用且可靠的锚接使得通过直接注射工艺制造鞋类是有吸引力的,因为用于成型外底的材料的发泡将不会膨胀入膜与外层之间在鞋面的下端处的空间。
103.根据本发明的实施例,鞋底可以是多部件鞋底,并且可以具有聚合物材料,聚合物材料可具有不同密度、弹性、刚度、耐磨性或其他性质,以便提供期望类型的鞋类。
104.在本发明的实施例中,所述鞋底的材料是聚合物材料。
105.在本发明的实施例中,所述鞋底的材料是聚合物材料,可选地聚氨酯(pu)、可选地热塑性聚氨酯(tpu)、或包含具有不同性质的不同部分的聚合物材料的多部件鞋底。
106.粘结
107.在本发明的实施例中,鞋面(u)粘结到鞋底(s)。
108.在本发明的实施例中,鞋面(u)至少通过粘合剂粘结到鞋底(s)。
109.根据本发明的实施例,鞋底可以通过使用粘合剂附接到鞋面,其中粘合剂可以是热熔粘合剂、双组分粘合剂或类似物。
110.鞋类鞋面
111.根据本发明的实施例,鞋类鞋面可以是适用于任何鞋类类型并且可以是例如鞋、靴、高尔夫球鞋、运动鞋的鞋面。
112.根据本发明的实施例,鞋面可以包括至少两个鞋类部件,并且可以是例如
113.鞋头(toe cap)和前帮(vamp),
114.前帮和鞋舌,
115.前帮和鞋腰(quarter),
116.鞋腰和外后衬(outer counter),
117.饰面(facing)和鞋腰。
118.内底
119.在本发明的实施例中,所述缝合(sti)通过缝线将所述膜的下端(lmem)附接到所述内底(is),而不穿孔所述外层的下端(lol)。
120.在本发明的实施例中,所述缝合(sti)通过防水密封来密封,所述防水密封形成鞋类内底(is)的防水底部密封的至少一部分。
121.在本发明的实施例中,所述内底到所述膜的下端的附接是防水的,并且形成密封所述鞋类的至少所述内底(is)和所述鞋面(u)的下部的防水底部密封(wbs)的至少一部分。
122.在本发明的实施例中,借助于缝合(sti)来执行所述内底到所述膜的下端的附接。
123.在本发明的实施例中,所述缝合(sti)通过防水密封来密封,所述防水密封形成密
封所述鞋类的至少所述内底(is)和所述鞋面(u)的下部的防水底部密封(wbs)的至少一部分。
124.应当注意的是,关于防水底部密封,这种密封在现有技术上是可靠的,因为防水密封直接施加到膜的下端上,而不是例如经由例如网/网状物将其施加到膜上。这种通过其他机械结构施加粘合剂使得期望的密封难以执行,因为难以预测或检查粘合剂实际上是否已经通过网状物并且在网状物的另一侧形成均匀的密封。换句话说,通过网状物将粘合剂施加到膜的工艺不是非常适合于现有技术水平的密封工艺。
125.在本发明的实施例中,内底的厚度为至少0.1mm,诸如至少0.5mm、诸如至少1mm、诸如在0.1mm至10mm之间、诸如在0.5mm至9mm之间、诸如在1mm至8mm之间、诸如在2mm至7mm之间、诸如在3mm至6mm之间。
126.在本发明的实施例中,所述内底是斯创贝尔(strobel)鞋底。
127.在本发明的实施例中,所述内底包括非织造材料。
128.在本发明的实施例中,所述内底包括织造材料。
129.在本发明的实施例中,所述内底材料包括泡沫。
130.膜
131.在一个或多个实施例中,膜可以是防水且透气的功能层。防水且透气的功能层在本领域中是公知的,诸如,来自w.l.戈尔(w.l.gore&associates)、辛帕特克斯(sympatex)、科斯莫(cosmo)、欧德瑞(outdry)、科思创(covestro)、雷斯皮隆(respilon)、舍勒(schoeller)或威廉(wilhelm)的商用gore-层压板。
132.在本发明的实施例中,所述膜(mem)的厚度为至少0.01mm,诸如至少0.1mm、诸如在0.3mm至5mm之间、诸如在0.5mm至4mm之间、以及诸如在1mm至3mm之间。
133.在本发明的实施例中,所述膜(mem)的厚度在0.01mm和5mm之间,并且内底(is)的厚度在0.1mm至10mm之间。
134.在本发明的实施例中,所述膜(mem)和所述内底(is)关于所述厚度是不同的。
135.在本发明的实施例中,所述膜(mem)的厚度和所述内底(is)的厚度相差至少0.01mm,诸如至少0.1mm、诸如至少0.3mm、诸如至少0.5mm、诸如至少2mm、诸如至少4mm、诸如至少6mm、诸如至少8mm、诸如至少10mm。
136.根据本发明的实施例,膜可包括若干层。
137.要包括或附接到膜的其他层包括在膜层的一侧或两侧上的织物。这样的层可以例如被包括用于强度目的:用于减小表面张力的膜上的层或处理,用于提供颜色的层和/或例如衬里。在后一种情况下,鞋类衬里可以因此形成在描述中被称为膜的部分。
138.其他
139.在本发明的实施例中,所述防水膜的下部具有比在所述水平面中的所述外部材料的面积更小的周边面积。
140.在本发明的实施例中,所述外层的下端(lol)仅部分地围绕周边粘附到所述膜的下端(lmem)。
141.在本发明的实施例中,所述外层的下端(lol)围绕基本上整个周边粘附到膜的下端(lmem)。
142.在本发明的实施例中,所述鞋类鞋面包括衬里。
143.除了防水膜之外,鞋类鞋面还可以包括与整个足部接触的内衬。内衬的优点是覆盖鞋的内部接缝、加强鞋类并延长鞋的使用寿命。衬里可以是不同的材料,诸如皮革、织物或合成衬里。
144.无缝线距离(stfd)
145.在本发明的实施例中,穿孔和与所述膜(mem)的下端接合的所述缝合(sti)的缝线是以到所述外层的下端(lol)的距离制成的,该距离大于无缝线距离(stfd),无缝线距离(stfd)为至少1mm,诸如至少2mm。
146.在本文中,当与膜的下端和外层的下端连接应用时,无缝线距离是指从外层不与膜层重叠的地方的距离。换句话说,该距离将在最终产品中被发现是从内底和膜之间的缝合到外层进一步包括外层的距离。应当注意的是,膜部分将某种程度隐藏在鞋面的下端处,因为膜的该部分需要在强度方面增强,这是因为在鞋类结构的该部分中的外层不会直接保护或增强膜。在实践中,通过将膜延伸到最终鞋类的鞋面的部分之下以容纳用户的脚并将其锚接到下面的鞋底,膜将被鞋底覆盖。替代地或与其组合,膜可以从鞋面锚接到的鞋底的侧面得到保护。在这两种情况下,膜将被鞋面的下部下方的鞋底、和/或被从下方延伸并且从侧面部分地覆盖鞋面的最低部分的鞋底的各部分隐藏和保护。
147.本文中的无缝线距离被给予最大值,这意味着不应使给定位置处的距离更短,除非施加特定补充措施以便密封潜在受损的外层。
148.在本发明的实施例中,无缝线距离(stfd)在1mm和20mm之间,诸如1mm和10mm、诸如在1mm和6mm之间。
149.无缝线距离(stfd)和无标记距离
150.在本发明的实施例中,穿孔和与所述膜(mem)的下端接合的所述缝合(sti)的缝线是以距所述外层的下端(lol)为至少1mm,诸如至少2mm的无缝线距离制成的,并且其中由缝纫机的进给机构在缝合到内底(is)期间提供的标记具有小于10mm(诸如小于6mm、诸如小于3mm)的横向距离(mfd)。
151.在本文中,进给机构也可以被称为送布牙(feed dog)或缝纫机的功能上等同的部分,其在内底缝合到膜期间提供膜和内底材料的进给运动。根据所施加的膜,这样的进给可以留下标记或甚至损坏膜的防水的能力,并且这样的损坏必须通过所施加的防水密封来阻止,从而将密封区域延伸到不仅缝合区域,而且延伸到在膜缝合到内底期间受缝纫机的进给机构影响的膜的部分。
152.应当注意的是,原则上从进给标记的所谓的横向距离可以是负的,因为注意到,当从向外朝向外层的膜的一侧制成标记时,如果进给机构意外地或有意地与外层接合,这种标记将在外层中形成。在这种情形下提到的横向距离也可以在说明书中被称为无标记距离。
153.该特征允许设置相对靠近外层开始的位置(从鞋面的下端看),这使得能够提供安全、耐用且非常成本高效的防水和透气鞋类。
154.在本发明的实施例中,穿孔和与所述膜(mem)的下端接合的所述缝合(sti)的缝线是以距外层的下端(lol)为至少1mm,诸如至少2mm的无缝线距离制成的,并且其中由缝纫机的进给机构在缝合到内底(is)期间提供的标记具有小于10mm(诸如小于6mm、诸如小于3mm)的横向距离(mfd),并且其中标记ma被提供在鞋底已经附接或将要附接的鞋面的侧面上。
155.粘结/粘附外层lol
156.在本发明的实施例中,所述外层的下端的至少3mm粘结/粘附到所述鞋底(s)。
157.在本发明的实施例中,所述外层的下端的4至15mm粘结/粘附到鞋底(s),诸如外层的下端的5至12mm粘结/粘附到鞋底(s)。
158.在本发明的实施例中,在粘结到所述鞋底(s)之前,所述外层的下端的至少4mm被粗糙化,并且其中所述外层由皮革形成。
159.在本发明的实施例中,在将所述鞋面(u)粘结到所述鞋底(s)之前,所述外层的下端的至少4mm与所述第一粘合剂(fad)预粘附。
160.在本发明的实施例中,所述透气膜(mem)至少在所述鞋类的上端或下端(lend)处附接到所述外层(ol)。
161.在有利的实施例中,膜的顶端以耐用的方式附接,例如通过缝合或粘附到外层,同时在鞋面的下端处附接到外层,其围绕膜的下周边的离散点、离散区域或连续围绕整个周边。在膜的下端到外层处的附接应当是无缝线的,以便避免难以密封的膜的穿透。
162.在本发明的实施例中,所述透气膜(mem)在所述鞋面(u)的下端处附接到所述外层(ol)。
163.在本发明的实施例中,所述透气膜(mem)通过锚接粘合剂(aa)在所述鞋面(u)的下端处附接到所述外层(ol)。
164.在本发明的实施例中,所述透气膜(mem)还通过围绕所述外层(ol)的下端的周边粘附的粘合剂(lad)而在所述鞋面(u)的下端处附接到外层(ol)。
165.加固件
166.在本发明的实施例中,所述膜的下端至少部分地设置有加固件(rm),并且其中将所述内底(is)附接到所述膜(mem)的缝合(sti)至少部分地包封所述加固件(rm)。
167.根据本发明的有利实施例,加固件被附接在膜的下端,部分地或围绕膜的下端的整个周边。加固带可以例如缝合或粘附到膜上。应当注意的是,该部件可以例如是带或绳,只要它可以用作用于当鞋面被安装在鞋楦上时在膜中缝合的支撑件。通过由缝合“包封”加固件,加固带将确保与膜中的缝线相关的穿孔不会断裂或伸长到不可接受的程度。
168.加固件(例如,带)可以设置在膜的内部和/或外部,即,在面向鞋类的内部的一侧上,并且在面向远离鞋类的内部的膜的外侧上。
169.在本发明的实施例中,借助于在附接表面区域处的所述锚接粘合剂(aa)将所述膜(mem)附接到所述外层(ol),其中所述附接表面小于所述外层的内部区域的20%,诸如小于所述外层的10%。
170.在本发明的实施例中,所述鞋面(u)包括鞋面顶端(utend),鞋面中间区域(uina)和鞋面下端(ulend),其中所述鞋面(u)至少部分地由所述膜(mem)和所述外层(ol)提供,并且其中所述膜(mem)附接到鞋面顶端(utend)和鞋面下端(ulend)。
171.在本发明的实施例中,所述鞋面(u)至少部分地由所述膜(mem)和所述外层(ol)提供,其中所述外层包括外层顶端(tol)、外层中间层端(oil)和外层下端(lol),并且其中所述膜(mem)附接到所述外层下端(lol)和所述外层顶端(tol)。
172.在本发明的实施例中,所述膜(mem)与所述外层下端(lol)和所述外层顶端(tol)的附接构成所述总鞋面区域的50%以下。
173.膜的附接至不超过总外层区域的50%,诸如小于40%、诸如小于30%应当被理解为膜附接到外层的顶端和外层的下端,并且在鞋面的顶端和鞋面的下端之间的中间区域中没有膜的附接。
174.在本发明的实施例中,在所述鞋面中间区域(uina)中没有附接装置。
175.在本发明的实施例中,所述鞋面中间区域(uina)是非附接区域。
176.在本发明的实施例中,所述鞋面中间区域(uina)是非附接区域,并且其中所述非附接区域是连续的。
177.在外层的中间区域中没有附接的优点可以是,与例如通过例如胶、膜等将鞋面和膜完全附接的层合物相比,鞋面的透气性更高。
178.在鞋面中间区域中不具有附接装置的另一个优点是粘合剂区域随后被例如鞋底覆盖,并且因此不需要提供鞋面的透气性。这意味着,非常有利的是,可以使用任何粘合剂,例如,在制造鞋类期间可以使用更坚固的粘合剂而不损害鞋面的透气性。
179.在本发明的实施例中,所述膜(mem)借助于锚接粘合剂(aa)附接到所述鞋面外层下端(lol)。
180.在本发明的实施例中,所述膜(mem)借助于锚接粘合剂(aa)附接到所述鞋面外层下端(lol),并且所述膜(mem)借助于附接布置(atta)附接到所述鞋面顶端(tol)。
181.在本发明的实施例中,所述膜(mem)借助于锚接粘合剂(aa)附接到所述鞋面外层下端(lol),并且所述膜(mem)借助于粘合剂和/或缝合附接到所述鞋面顶端(tol)。
182.在本发明的实施例中,所述膜(mem)借助于锚接粘合剂(aa)附接到所述鞋面外层下端(lol),并且所述膜(mem)借助于缝合附接到所述鞋面顶端(tol)。
183.在本发明的实施例中,所述附接的外层(ol)和所述膜(mem)是非层压板。
184.在本发明的实施例中,所述膜(mem)包括促进防水和透气性的至少一个功能层,并且其中所述膜具有面向所述外层的保护层和面向鞋类内部的衬里。
185.在本发明的实施例中,所述膜(mem)包括促进防水和透气性的至少一个功能层,并且其中,所述膜具有面向外层的保护层和面向鞋类内部的衬里,并且其中在所述鞋底(s)和所述膜的下端(lmem)之间的所述膜的密封在所述膜的保护层和鞋底之间形成。
186.在本文中的密封也可以被称为如在鞋类领域中所理解的抑制水桥(suppressing water bridge)。
187.此外,本发明涉及一种用于制造鞋类的方法,所述鞋类包括鞋面(u)和鞋底(s),其中所述鞋面包括膜(mem)和至少一个外层(ol),其中所述膜(mem)附接到所述外层(ol)并且所述膜(mem)附接到内底(is),其中所述膜(mem)通过将所述膜的下端(lmem)缝合(sti)到所述内底(is)的周边而附接到所述内底(is),其中,所述缝合(sti)的缝线的最小长度为1.0mm,其中所述膜(mem)是防水透气膜,其中所述内底(is)附接至所述鞋底(s)。
188.此外,本发明涉及根据权利要求91的方法,其中所述膜(mem)通过根据权利要求1-90中任一项的锚接粘合剂(aa)附接到外层(ol)。
189.鞋底和外底可以互换使用。
附图说明
190.现在将参照附图对本发明进行描述,其中
191.图1图示了本发明范围内的实施例构思的横截面,
192.图2图示了在本发明范围内的另一实施例构思的横截面,
193.图3图示了在附接到鞋底之前的鞋楦处的图1的鞋面的横截面,
194.图4图示了在其已经被dip到鞋底之后的图1的鞋面的横截面,
195.图5图示了在其被粘结到鞋底之后的图1的鞋面的横截面,
196.图6图示了根据图1或图4的dip的鞋类的纵向方向上的横截面,
197.图7图示了根据图1或图5的粘结鞋类的纵向方向上的横截面,
198.图8a-d图示了在本发明的实施例的范围内将膜锚接至外层的不同方式,
199.图9示出了在本发明的实施例的纵向方向上的横截面;
200.图10示出了跟面(heel cap)hc和鞋头(toe cap)tc的3d定位,
201.图11a至图11a示出了在本发明范围内的鞋头和跟面的示例性设计的简单原理,
202.图12图示了鞋类的鞋头端的横截面,
203.图13a和图13b图示了鞋面的制造过程的一部分,
204.图14a和图14b图示了鞋面的3d视图,
205.图15至图17图示了应用于表征本发明的实施例案的特征的不同定义,
206.图18a-d图示了内底is与粘结合鞋类的鞋面u和鞋底s的附接原理,
207.图19a和图19b图示了在本发明范围内的另一实施例,
208.图20图示了在本发明的实施例范围内将膜锚接到外层的不同方式,而不需要应用鞋头或跟面粘附部件,
209.图21图示了根据本发明的实施例的防水底部密封件的原理,
210.图22图示了根据本发明的实施例的控制无缝线距离和无标记距离的原理,
211.图23图示了鞋类物品的可能的截面图,并且更详细地图示了鞋面,
212.图24图示了鞋类的纵向方向上的可能的横截面并且图示了附接膜,
213.图25图示了本发明范围内的鞋类的可能的截面图,并且图示了鞋面的各层的示例;
214.图26a和26b图示了本发明的实施例,并且图示了膜的附接的位置的示例;以及
215.图27图示了根据本发明的实施例的缝线长度的确定的另一种方式。
具体实施方式
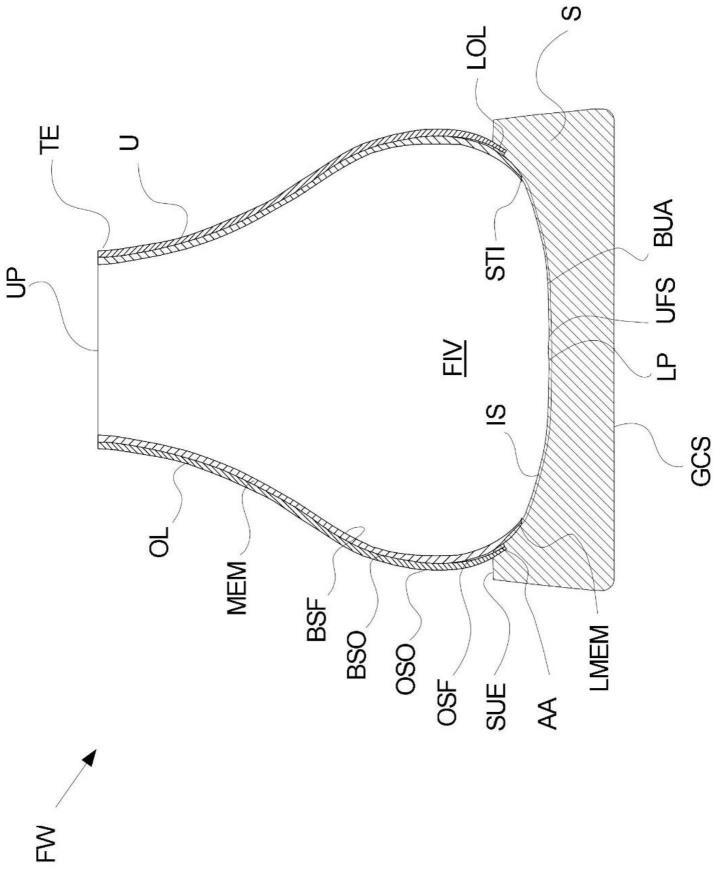
216.图1示出了鞋类fw物品(诸如鞋)的截面图,其包括鞋面u和鞋底s,其中鞋面u定义足部插入体积fiv。鞋面u包括外层ol和防水透气膜mem,其中外层ol是鞋面u的外层,并且膜mem位于外层ol和足部插入体积fiv之间。鞋面还可以包括内衬(未示出),该内衬可以是单独的层,例如,皮革或纺织品,其是透气的。衬里还可以作为膜的一部分添加,例如包括层压到膜的一个或多个纺织品的膜。膜还可以包括面向外层的另一层织物。在本文中,该层可以用作增强层或促进随后粘附到其他鞋类层或部件的层。
217.外层ol包括两个表面;面向鞋面u的足部插入体积fiv的表面osf,以及面向外且在面向足部插入体积fiv的表面bsf的相反方向上的表面oso。
218.膜mem包括两个表面;面向鞋面u的足部插入体积fiv的表面bsf,以及面向外层表面osf的表面bso。
219.鞋面u可包括多于两个层,其中可提供第三层、第四层或后续层。然而,膜mem应当定位在足部插入体积fiv和鞋面的最外层之间,以防止液体进入足部插入体积。另外的层和/或附件当然可以应用在本发明范围内。
220.鞋面u具有上部up和下部lp,其中下部lp邻接鞋底s的面向上表面ufs。鞋底s具有鞋底上边缘sue。鞋底可以包括若干部件和层(未示出)。
221.鞋底s进一步具有地面接触表面gcs,当鞋类fw物品由用户穿用时,地面接触表面gcs旨在与地面接触。根据一个或多个实施例,鞋底s可以包括中底,在中底和地面之间加有外底的情况下,或位于地面和中底之间的鞋底部分的任何其他形式的情况下,地面接触表面gcs可以是面向外底的表面。因此,术语地面接触表面可以由术语面向地面表面代替。
222.外层ol具有鞋面表面的延伸经过鞋底上边缘sue的下端lol,并且优选地向下方向朝向鞋面的底部bua延伸,并且膜的下端lmem和外层的下端lol两者形成鞋面u和鞋底s被接合的区域的一部分。膜的下端还围绕内底is的周边连接到内底is。内底可以可选地借助于缝合连接,并因此形成鞋面的一部分。这也可以被称为斯创贝尔缝合(strobel stitching)。应当注意,除非另有说明,否则缝合是可选的,并且将内底连接到鞋面的其他装置可以例如借助于粘附来应用在本发明范围内。
223.如在图1中可以看到的,外层的下端lol可以延伸比膜mem的下端lmem更短的鞋面u的距离。
224.图1还图示了鞋类的顶部边缘te,并且应当被理解为鞋类的上边缘。顶部边缘可以位于鞋帮(collar)的顶部上。
225.图示的鞋类原则上可以被制造为粘结鞋类(即,其中鞋底s被粘结到预制的鞋面u),和由直接注射制造的鞋类(即,其中鞋底通过直接注射工艺模制到鞋面上)。这两个工艺相对于常规鞋类是已知的,但是应当注意,该方法需要在本发明的情形中应用的特定和独特的修改。
226.可以在本发明的实施例的范围内应用的其他方法可以包括将橡胶硫化到鞋面上、浇铸的鞋底或例如直接在鞋面的下端上进行3d打印。
227.关于鞋面和鞋底的附连,如果外层是头层皮层,则上述制造方法可以优选地包括粗糙化(rough)步骤。因此,外层的下端lol的至少一部分应当被粗糙化以便例如附接到待使用的胶合剂或dip材料。
228.在外层ol和膜mem重叠的区域中,它们可以通过锚接粘合剂aa附接。锚接粘合剂aa用于将膜固定到围绕膜的下端的外层ol的目的,从而确保膜在鞋内不折叠。粘合剂还充当用于确保当鞋底s通过粘结附接时粘合剂不会在膜mem和外层ol之间行进太多的手段。如果鞋是借助于直接注射制备的,则鞋底s将借助于直接注射工艺附接到鞋面。在这种情况下,锚接粘合剂应进一步发挥作用,优选地作为围绕鞋面的下端的整个周边的连续锚接或其连续锚接的一部分,从而确保用于直接注射的材料不会以不期望且不可预测的方式在膜和外层之间前进或发泡。
229.本发明的上述实施例可以用作本发明下面的不同方面的参考。然而,应当注意的是,目的是实现一种鞋类,该鞋类在鞋面的下端(即,膜的下端lmem和外层的下端lol)上是防水的。只要其在外层的下端之上,这种防水性要求有多高可以取决于鞋类设计。外层ol和膜也应该是透气的。
230.防水性从膜的下端上方是完全需要的并且包括鞋面的下部,包括鞋底s。应当注意,鞋类fw的下端处的防水性主要被设计成保持鞋类防水的内侧。换句话说,外层和膜的组合必须确保对水从那里透入足部插入体积fiv的防水性。对于鞋面的下部lp与鞋底s相结合可以有一点不同,因为透过鞋底的透气性并不是绝对要求,但是水不能进入足部插入体积fiv是必须的。这意味着当建立鞋底结构时在设计方面存在自由度。鞋底的一部分,例如,下部可以因此是不防水的,只要鞋底s或内底is的一部分包括防水屏障,该防水屏障可以防止水从鞋类fw的外部通过透过膜的下端lmem与内底is和/或鞋底s之间的关键过渡的鞋底s进入足部插入体积fiv。
231.因此,在另一个实施例中,这种防水屏障的一部分可以通过应用防水鞋底来实现,该防水鞋底以防水方式连接到鞋面的膜。
232.因此,应当注意,根据本发明的实施例,鞋面u和s/内底is都被应用为透气和防水的,而本发明的另一个有吸引力的实施例是对于鞋面(至少鞋面的下部)是防水的和透气的,并且仅对于鞋底和/或鞋内底是防水的。
233.外层
234.外层可以是织物/织物层、皮革层、牛皮层、针织层、聚合物、帆布或可以用作鞋面的最外层的任何类型的层,其中另一层可以提供鞋类的外部外观。
235.外层可以是外层的最外层,然而,外层还可以包括其他层或覆盖另一层的处理,作为用于例如强化、颜色、弹性、刚度、重量、保护或美学外观的额外外层。
236.示例皮革
237.可以在本发明范围内使用的皮革类型的示例可以是诸如全粒面或头层皮、压花粒面皮革、绒面皮(suede)和正绒面皮(nubuck)的类型。
238.原则上,皮革可以得自任何来源,包括牛皮、马皮、山羊皮、绵羊皮、袋鼠皮、爬行动物、鱼等。即便如此,优选地,皮革是哺乳动物或有袋动物皮革(即来自诸如牛或马的哺乳动物,或诸如袋鼠的有袋动物)。哺乳动物皮革最经常被使用。
239.就术语而言,顶部颗粒表面是动物的上部分或外部覆盖物,而剖层是在皮革制造/鞣制过程中通过剖层操作移除的下层。
240.全粒面是指在没有经过表面砂磨的情况下的头层皮。正绒面皮革(nubuck leather)具有通常通过磨软(buff)过程去除或改性的表面层。尽管皮革仍然具有天然纤维的明显网络和赋予皮革强度的皮质结构,但是非常顶部的颗粒表面被有效地去除。用于形成正绒面皮革的磨软工艺留下产生绒状感觉的蛋白质纤维。人工压花磨砂皮革可以产生表面纹理,但是通常压花步骤损坏蛋白质纤维并破坏绒状感觉。一旦顶部颗粒已经与例如用作全粒面或头层皮的生皮分离,就从生皮的纤维部分产生剖层皮革。与头层皮的可比较的厚度相比,剖层颗粒皮革可以具有降低的强度,因为纤维倾向于更加整齐。
241.膜
242.外层可以被提供为可以是液体和/或水汽可透的层,因为可以通过第一层的任何液体被透气防水膜阻止进入足部插入体积。
243.在一个或多个实施例中,膜可以是防水和透气的功能层。防水和透气的功能层在本领域中是公知的,例如,来自来自w.l.戈尔(w.l.gore&associates)、辛帕特克斯(sympatex)、科斯莫(cosmo)、欧德瑞(outdry)、科思创(covestro)、雷斯皮隆(respilon)、
舍勒(schoeller)或威廉(wilhelm)的商用层压板。
244.膜可以包括单层材料,或者可以包括设置在层压件中的两层或更多层材料,从而形成功能层组件。膜可以是任何层的形式,或为鞋面创建防水和透气层的层的层压体。层的水汽渗透性可以根据鞋类的具体用途来调节,使得对于一些用途,透气性可以比其他用途更大,例如徒步鞋与休闲鞋。
245.要包括或附接到膜的其他层包括在膜层的一侧或两侧上的织物。这样的层可以例如包括在用于强度目的的层、用于减小表面张力的层或膜上的处理、用于提供颜色和/或例如衬里的层。在后一种情况下,鞋类衬里可以因此形成在描述中被称为膜的部分。
246.在本发明的一个或多个实施例中,膜可以是与聚合物防水透气材料(ptfe)加上织物复合的一种纺织织物。膜。膜还可以被表征为更正式地称为eptfe的微孔膜扩张的特氟龙teflon(聚四氟乙烯),即,当不包括另外的层压织物等的厚度时,其例如以约0.01mm的厚度提供
247.防水膜可以包括其他层,并且厚度可以取决于所施加的层。在本发明的一些或多个实施例中,膜可以是例如0.3mm或0.6mm,并且在其他应用中,例如适用于寒冷天气的鞋,膜可以例如是2.5mm或更厚。
248.膜层的材料可以根据用途和使用的相关性而变化,其中,薄且柔性的膜可以是与运动鞋有关,且包括例如羊毛或类似层的膜可以适合于例如冬季靴。
249.根据本发明,透气膜、防水膜、透气防水膜和膜可以互换使用。
250.内底
251.内底是将鞋类鞋面结合到鞋类的其余部分,并且内底的材料依赖于鞋类结构的类型,并且材料可以是织造的、非织造的、织物、纺织品、帆布、皮革、膜、pu和/或泡沫材料,并且可以包括用于舒适性或功能性的附加材料。
252.根据本发明的实施例,鞋类制造还可以在没有内底的情况下制作。在这种情况下,仅对鞋底穿边(edging)和线绳“纵横交错(criss-cross)”,并且该方法也可以被称为“绳楦(string lasting)”。
253.根据本发明,内底和斯创贝尔鞋底可以互换使用。
254.内底可以通过斯创贝尔缝合技术缝合到膜的下端,该技术可以由斯创贝尔缝合机进行。
255.斯创贝尔缝合机的示例可以是例如斯创贝尔141-23ev单线包缝机。针型可以例如是针型134。
256.粘合剂
257.在本发明的实施例中,锚接粘合剂可附接到膜的表面区域,并且不部分地或完全地穿透膜。因此,膜的水和水汽不渗透性不受粘合剂的影响。因此,确保粘合剂不增加膜的水或水汽渗透性可能是重要的。粘合剂可以在外层和鞋面的膜之间提供防水密封。
258.在一个或多个实施例中,锚接粘合剂可以从外层的下端延伸,并且沿着下端方向的整个周边的外层延伸。
259.锚接粘合剂可以是粘合剂层,但是也可以是焊接接头、熔融接头或能够将外层附接到膜和/或将外层固定到膜的任何合适的粘合剂。
260.锚接粘合剂可以是外部和/或膜的一部分,例如,其中外层可以被熔化到膜,反之
亦然,或者各层可以彼此熔化。或者,锚接粘合剂可以是位于两层(例如粘合剂层)之间的单独部件。
261.在一个或多个实施例中,锚接粘合剂可以沿着膜的整个下端连续延伸。锚接粘合剂可以是防水密封/粘合剂,这意味着粘附能够防止水穿透鞋类的足部插入体积。
262.用于将外层和膜粘合在根据本发明所述下端处的锚接粘合剂aa可以是任何合适的粘合剂。
263.锚接粘合剂的示例可以例如是非水基粘合剂、水基粘合剂、热激活粘合剂、双组分粘合剂、冷胶。
264.锚接粘合剂的示例可以例如是环氧树脂、甲基丙烯酸甲酯、有机硅粘合剂、氨基甲酸酯。
265.根据本发明使用的粘合剂的示例可以是lolite aquace w-01、hemilin11019hemilin gpv和/或hemitm 49631。
266.根据本发明使用的锚接粘合剂aa可以是诸如液体、薄膜、可以粘附在一侧或两侧上的胶带的各种形式。
267.根据本发明的实施例,粘合剂可以存在于连续层中,或者以"多孔"或不连续的粘合剂层存在,既有利于充分粘合,也有利于呼吸或某种湿气穿过层的运输。
268.粘合剂施加到皮革部分可以是预层压的形式。
269.根据本发明的实施例,热熔粘合剂或热熔胶用于将鞋底附接到鞋面。
270.组件
271.在斯创贝尔缝合之后,鞋面被拉到可被专门设计用于鞋类的鞋楦la上。为了在楦制之前使鞋面有柔性,可以首先用例如汽蒸来处理鞋面。该处理使得鞋面更容易楦并且防止鞋面材料撕裂。
272.为了确保鞋底材料高效地结合到鞋面,鞋面可以首先在外层的下端处被粗加工或刮擦。
273.图2图示了在本发明范围内的图1所示的鞋类的变体。除非另有说明,否则所示实施例是根据图1的一般描述而形成和设计的。在该实施例中,鞋面u由外层ol和膜形成。膜mem至少通过粘合剂锚接aa锚接到外层ol。膜mem具有下端lmem,外层ol具有下端lol。膜lmen的下端和外层的下端lol例如借助于缝合sti附接到内底is。可以在本发明范围内应用其他附接方法或布置。内底is可以被认为是鞋面u的一部分。鞋面u进一步地被附接到鞋底s。本发明的现有实施例可以优选地借助于直接注射工艺dip制造。换句话说,鞋底s可以模制到鞋面上,并且在该过程中,鞋底材料可以在膜的下端lmem和外层ol的下端中穿过预制注射穿孔ip前进,从而附接至膜lmen的下端,并通过缝合在膜的下端lmem附接至内底is期间密封在膜的下端lmem打的穿孔。
274.图3示出了本发明的实施例中的鞋类物品的示例。所示的横截面可以例如被示出为图1的本发明的特定版本,其中横截面集中在图1的鞋面的部分,其中在膜lmen的下端与内底之间存在过渡。
275.图示的鞋面u被示出为安装在鞋楦la上。鞋楦la因此已经被引入足部插入体积fiv。外层的下端lol在楦制(last)之前已经用锚接粘合剂aa粘附到膜的下端lmem。
276.膜mem的下端lmem附接到内底is,并且内底is沿着膜mem的整个周边附接到膜mem
的下端lmem,以便为膜mem提供到鞋底s锚接处,鞋底s随后附接到鞋面u,而鞋面仍然被楦制。
277.锚接粘合剂aa确保当鞋楦la被引入足部插入体积fiv时,下端lmem不移动,并且其在使用期间但主要在附接到鞋底s期间部分地保持膜的位置。
278.内底is和膜mem之间的附接可以例如经由内底缝线sti(例如,斯创贝尔缝线)制成。当鞋楦la被引入足部插入体积fiv时,粘合剂aa确保外层ol的下端lol的位置保持在其位置,使得当鞋楦la伸出外层ol、膜mem和内底时,下端lol不显著地(向上、侧向或向下)移动。
279.在将鞋底s注射模制到鞋面u之前,外层的下端lol的定位确保膜lmem的背离鞋楦的下端的至少一部分暴露于其周围环境,以及内底is的下表面ls和外层ol的表面的至少一部分。这意味着,当鞋面u定位在模具(未示出)内、并且模具朝向外层的下端lol的表面封闭时,模制材料可以与外层的下端lol的表面、膜的下端emem以及内底的下表面直接接触。
280.如果鞋面u将要粘结到鞋底s,则相同的原理主要适用于上文所述。在这种情况下,要施加在鞋底s和鞋面u之间的粘结剂将被施加到外层的下端lol的外部区域、暴露的膜lmem的下端和内底is。
281.应当注意的是,当鞋面us安装在鞋楦la上时,缝合sti将被拉伸,并且与在膜的下端中的缝合sti的缝线相关联的穿孔将被拉伸到一定程度,使得即使当鞋面最初被安装在鞋楦上时内底是防水的,也会失去在膜的下端与内底is之间的过渡中所期望的防水性。这种防水性的缺乏将在随后的附接到鞋底期间得到补偿。
282.如果采用dip工艺,那么将鞋底s施加到鞋面u的结果如图4所示,其中鞋楦la已经被移除,并且鞋底s已经结合到鞋面u,以在膜的下端lmem的表面与形成鞋底s的防水材料之间形成密封。即使水可以例如经由外层的下端lol在鞋底的边缘下方通过,该密封防止液体可以通过并且确保足部插入体积fiv可以保持干燥,因为水不能通过膜的下端lmem和鞋底s的组合过渡形成的密封。密封应当优选地沿着膜的下端lmem的整个周边延伸,确保液体不能进入足部插入体积fiv。应注意的是,只要在模制期间已经提供了dip的鞋底s和膜的下端lmem之间的可靠附接,即使缝合sti的缝线在楦制期间已经膨胀,也获得了防水性。
283.图5再次参考图1图示了鞋面u的横截面,其中鞋面u被粘结到鞋底s。
284.此外,只要向外层的下端lol、膜的下端lmem和鞋底s适当地施加粘合胶合剂ac,此处密封就可以在膜的下端lmem和鞋底s之间获得。
285.在目前情形中,重要的是胶合剂是防水的。
286.现在鞋楦已经被移除,并且已经通过粘合胶合剂ac层将鞋底s结合到鞋面u,以在膜的下端lmem的表面和形成鞋底s的防水材料之间形成密封。即使水可以经由外层的下端lol在鞋底的边缘下方通过,该密封防止液体可以通过并且确保足部插入体积fiv可以保持干燥,因为水不能通过膜的下端lmem和鞋底s的组合过渡形成的密封。该密封应当优选地沿着膜的下端lmem的整个周边延伸,以确保液体不能进入足部插入体积fiv。
287.图6图示了在图1或图4的鞋类的纵向方向上的可能的横截面。在这种情况下,鞋面u与鞋底s用dip形成。鞋面u由外层ol和膜mem形成。外层的下端lol连接到鞋类的下端处的dip的鞋底s,并且膜的下端lmem和内底is也dip到鞋底s。在与鞋底s一起模制之前,通过缝合sti将膜的下端lmem和内底is缝合在一起。
288.如果外层的下端lol将外层粘附到膜mem,那么锚接粘合剂(未示出)已经围绕下端的整个周边被施加在外层的下端lol。
289.该图示仅用于说明例如图1的实施例,和/或图4的实施例应当在内底is和膜的下端lmem之间围绕附接的完整周边实现完全密封。
290.图7图示了在图1或图5的鞋的纵向方向上的可能的横截面。在这种情况下,鞋面u借助于粘合胶合剂ac与鞋底s粘合。鞋面u由外层ol和膜mem形成。外层的下端lol连接到鞋类的下端处的粘结鞋底s,并且膜的下端lmem和内底is也粘结到鞋底s。在鞋面u到鞋底s的粘结之前,膜的下端lmem和内底is已经通过缝合sti缝合在一起。
291.锚接粘合剂(未示出)已被施加在外层的下端lol处围绕周边的部分或围绕外层下端的完整周边,以将外层粘附在膜mem上。该图示仅用于说明例如图1的实施例,和/或图5的实施例应当在围绕内底is和膜的下端lmem之间的附接的完整周边形成完整的密封,并且dip的鞋底s或粘合胶合剂ac可形成密封布置的主要元件,以确保鞋类的下端、包括鞋底和到鞋面的过渡是防水的,并且鞋面由透气的鞋壁形成。
292.图8a-d图示了许多不同方式的锚接粘合剂,例如图1或图2的锚接粘合剂可以围绕外层的下端lol的周边施加。不同的实施例示出了当从上方看到鞋类时,图1和图2的锚接粘合剂的应用的不同原理。这些图示不是严格地从上面看到的,而是用来图示如先前在上述实施例中所描述的,可以将锚接粘合剂施加到外层的下端lol,可以在膜的下端lol的内(medial)侧和外(lateral)侧的两侧施加。在图8a中,鞋类的外侧和内侧的这种锚接粘合剂被施加在两条虚线中,并且由鞋类的鞋头端tend处的鞋头和鞋跟端处的跟面hc补充。鞋头tc和跟面hc定位在膜mem和外层ol之间并且粘附到膜和外层两者。鞋头和跟面可以有利地施加双面粘合剂,当将相应的鞋头或跟面定位在鞋类中时,该双面粘合剂可以被活化,以便提供鞋类的鞋头端tend和鞋跟端hend的稳定的3d结构。这样的3d功能是众所周知的,但是在本实施例中,鞋头tc和跟面进一步形成在从鞋类内部看到的将膜在下端锚接到外层的下端处的周向锚接粘合剂的一部分。应当注意的是,图8a的实施例适用于粘结鞋类,因为对于dip鞋类来说,优选的是连续的周向粘合剂锚接。
293.图8b图示了锚接粘合剂的另一种变体,其中锚接粘合剂aa在鞋头tc和跟面hc以及在下端lol处沿着外层的下周边的多条、此处为四条间断线处并借助于它们施加。该实施例对于鞋类的粘结实施例也是最相关的。
294.图8c示出了另一实施例,其中在粘合剂鞋头tv和跟面hc之间没有锚接粘合剂aa。因此,膜mem可以说是悬置在鞋头tc和跟面hc之间的鞋面上。
295.图8d图示了本发明的有利实施例,其中膜lmem的整个下周边通过粘合剂aa锚接到外层的下端lol。
296.由于锚接粘合剂的连续实施方式,该实施例适用于粘结鞋类和关于本发明较早的dip实施例所描述的dip制鞋类。因此,连续的粘合剂锚接确保在鞋底dip到鞋面期间,泡沫不会在外层ol和膜mem之间前进。
297.图20图示了本发明的另一实施例,其中,在膜lmem的完整的下周边和外层的下端lol之间施加一条连续的锚接粘合剂aa线。
298.由于锚接粘合剂的连续实施方式,该实施例适用于粘结鞋类和关于本发明较早的dip实施例所描述的dip制鞋类。因此,连续的粘合剂锚接确保在鞋底dip到鞋面期间,泡沫
不会在外层ol和膜mem之间前进。
299.图9示出了本发明的实施例的纵向方向的横截面,其中,鞋面(例如,图1或图2的鞋面u)包括外层ol和膜mem。
300.跟面hc和鞋头tc已经粘附在鞋类的鞋头端中的外层ol和膜mem之间,并且跟面hc已经粘附在鞋类的鞋跟端中的外层ol和膜mem之间。虚线图示了在外层的下端lol和膜mem之间的鞋类的内侧和外侧处的两条连续的锚接粘合剂aa线。跟面hc、鞋头tc和锚接粘合剂aa线一起提供围绕外层的下端lol的周边的膜的连续粘合剂锚接。
301.鞋头tc和跟面hc用于两个目的,即在鞋类的鞋头端和鞋跟端中提供3d形状,同时充当围绕周向粘合剂锚接aa的鞋头端和鞋跟端部的膜的下端的粘合剂锚接。
302.如上所述的鞋头和跟面在制造方面特别有吸引力,因为用于建立稳定形状的鞋头部和鞋跟部分中的附接在本领域中是公知的并且已经在许多鞋类生产商处的制造线中实现。鞋头和跟面与鞋类的改进的附接和安装作为膜的下端的粘合剂锚接的一部分可以相对容易地在制造线中实现,并且还应注意,当与鞋类的鞋头端和鞋跟端中的锚接粘合剂aa线的手动周向添加相比时,这种工艺相对有吸引力,并且与具有双面粘合剂的鞋头和跟面的应用相比可能有点复杂和困难。
303.因此,鞋头tc、跟面hc和粘合剂锚接aa线应当首先被施加到各层,并且就锚接线而言,然后在把膜的下端lmem总粘附到外层的下端lol之前被激活。
304.鞋类的下端,特别是鞋底s和与鞋面的下端的接合部的细节在该图示中未被描述,但参考上面的图6和图7,其中示出了本发明的dip版本和粘结版本。如上文在该图中所讨论的鞋头tc和跟面可以在本发明范围内被应用于图6和图7中。
305.图10进一步图示了示例性跟面hc和示例性鞋头tc在膜mem和外层ol之间的上壁内的3d定位,例如,如上图9中所应用。
306.两个实施例都是从鞋面u的侧面看的,鞋面的侧面最终是鞋面u的内侧。在所示的实施例中,膜已经部分地在膜lmen的下端的一部分处附接,并且一部分已经向读者折叠回以图示出将膜锚接到鞋面的线。
307.在该步骤之后,优选地通过缝合来附接鞋面到内底(未示出),以提供鞋面的袜状物。
308.随后,鞋面将被安装在用于进一步处理的鞋楦(未示出)上,包括通过dip工艺或通过粘结将鞋底附接到鞋面袜状物的内底。
309.图11a至图11d示出了在本发明范围内的鞋头tc和跟面hc的示例性设计的简单原理,例如,如应用在已经应用鞋头和跟面的上述实施例中。
310.图11a示出了在本发明范围内的鞋头tc的2d布局,并且图11b示出了横截面中的鞋头帽tc,其示出了在层压件的两侧上的粘合剂dsa的双面施加。粘合剂层dsa可以优选地例如通过蒸汽、热或辐射来活化。
311.图11c示出了在本发明范围内的跟面tc的2d布局,并且图11d以横截面示出了跟面tc,其示出了在层压件的两侧上的粘合剂dsa的双面施加。粘合剂层dsa可以优选地例如通过蒸汽,热或辐射来活化。
312.图12示出了垂直于鞋类的纵向方向的鞋类的鞋头端的横截面。鞋类的鞋头端已经在内底上且在外层ol和膜mem之间安装有图11a和图11b的鞋头,并且鞋头已从2d结构成形
为3d结构。鞋头tc已经粘附到外层ol的内侧和膜mem的外侧。
313.图13a和图13b进一步图示出了例如先前关于图1和图2描述的鞋面的制造工艺的一部分,其中锚接粘合剂在形成周向粘合剂锚接aa的虚线处施加到膜的下端lmem和/或外层的下端lol。周向锚接aa图13a中的是连续的,且在图13b的实施例中是中断的。
314.图14a和图14b图示出了鞋面(例如,图1的鞋面)的3d视图,其中内底is已经用缝合sti缝合到膜的下端lmem,而没有穿孔外层的下端lol。
315.图15图示了在本文中如何定义缝合sti的方向。该图示出了在通过dip工艺或粘结附接到鞋底之前从下面看到的鞋面(例如,图1的鞋面u)。
316.所图示的鞋面借助于sti缝合将膜mem的下端附接到内底is。已经示出了两个部分sec1和sec2以示出在目前情形下的缝合被理解为具有跟随内底is的周边的方向d。从图中可以容易地理解,方向如箭头所示将围绕内底的周边变化。因此,缝合的方向将由箭头d给出,并且缝合的方向应当在缝合的任何点处被确定为渐进式缝合图案的梯度的方向。换句话说,缝合的缝线长度将被确定为缝合的方向d上的缝线长度。取决于所施加的缝线图案,缝线长度可能在某种程度上变化,缝线长度取决于例如缝线长度是否在缝合的部分处确定,其中方向是相对前进为直线,或者是否缝合的前进方向是弓形的。缝线长度应当在缝合的部分处确定,该部分在相对直线上前进,即,例如在图所示的部分sec1中。
317.图16a和图16b基本上用于说明当在本发明范围内的膜和内底之间施加缝合时,缝线长度l和缝线宽度w的含义。
318.图16a示出了鞋面的底部,例如图1的鞋面和上图中所示的鞋面。示出了借助于线th将膜mem缝合到内底is的部分,并且缝线长度和缝线宽度由所示的箭头l和w给出。应当注意的是,缝线长度是本领域的明确定义的术语,并且本上下文中的定义是指与相应的缝合图案相关的这种理解。缝线可以以例如mm给出,并且在两个缝线顶部之间的纵向方向l上指定长度,并且将缝线宽度给出为宽度w。
319.图16b图示了确定本领域内的缝线长度(即,每厘米缝线)的替代和众所周知的方法。
320.图16c图示了对于常规的斯创贝尔或之字形缝合(zig zag stitching)可以如何确定缝线长度。从顶到顶的缝线长度l被图示为与两个缝线类型相连接,并且缝线宽度被确定为w。
321.图17图示了用于理解本发明的实施例的进一步的定义。
322.图27进一步图示了根据本发明的实施例的缝线长度l的确定。基本上,图27示出了如图15所示的鞋面,例如,在通过dip工艺或胶结附接到鞋底之前从下面看到的图1的鞋面u。因此,图示了鞋面已经借助于将sti缝合到膜mem的下端而附接到内底is。
323.如上所述,取决于所施加的缝线图案,缝线长度可以取决于例如缝线长度是否在缝合的部分处确定,其中方向d是相对前进为直线或者缝合的前进方向是弓形的还是弯曲的。如上面已经提到的,缝线长度通常应在缝合的部分处确定,其在相对直线上前进。
324.还应注意,如上所述,可以以例如mm给出缝线长度,并且在两个缝线顶部之间的纵向方向上指定长度。
325.如图27所示,两个圆形切口co1和c02以虚线示出,并且进一步示出为增强型式,以进一步示出缝线长度细节,例如,在缝合sti的凸部处的切口co1和在缝合sti的凹部处的切
口co2,这两种情况下缝合线以及因此在内底is和膜mem之间的过渡或结合都是弯曲的。
326.如放大视图中的切口co1所示,缝线长度将针对弯曲部分而不同,这取决于在内底is处的两个缝线顶部之间是否确定了缝线长度,其中在这种情形下的缝线长度将被指定为内部缝线长度linp;或者在膜mem处,其中在这种情形下的两个缝线顶部之间的缝线长度将被指定为外部缝线长度lout,并且其中外部缝线长度lout倾向于更大。如从图27的示意图中看出的,差异来自于膜材料的相对过剩,例如,在斯创贝尔缝合期间将导致膜材料的可能的堆积或折叠,这在缝合完成时可能给出延伸的外部缝线长度lout。此外,鞋面的楦制可能导致这些缝线长度差异的增强。
327.相应地,如放大视图中的切口c02所示,对于凹形弯曲部分缝线长度将不同,这取决于在内底is处的两个缝线顶部之间是否确定了缝线长度,其中在这种情形下的缝线长度将被指定为内部缝线长度linp;或在膜mem处其中在这种情形下的两个缝线顶部之间的缝线长度将被指定为外部缝线长度lout,并且其中内部缝线长度linp倾向于更大。如从图27的示意图中看出的,差异来自于与膜材料相比内底材料的相对过剩,例如,在斯创贝尔缝合期间将导致鞋内底材料的可能的堆积或折叠,这在缝合完成时可能给出延伸的内部缝线长度linp。此外,鞋面的楦制可能导致这些缝线长度差异的增强。
328.因此,在本发明的实施例中,缝合sti的缝线的长度l被确定为满足外部缝线长度lout和内部缝线长度linp中的一个或两个,例如,其中缝合sti的缝线的外部缝线长度lout和/或内部缝线长度linp的最小长度为至少1.0mm,其中外部缝线长度lout和/或内部缝线长度linp例如在1.0mm至12mm、诸如1mm至10mm、诸如1.5mm至9mm、诸如1.5mm至8mm、诸如4mm至7mm、诸如在5mm至7mm、诸如在2mm至4mm等之间,如在所附权利要求中进一步指定的。
329.因此,可以获得高效率地将透气膜连接到具有内底所需的柔性的内底的缝线,同时避免通过缝合对膜和/或内底的任何损坏。此外,可以以这种方式避免膜材料或内底材料的折叠,这可能不利于例如防水性。
330.图17示出了膜mem的下端和内底is的结合的部分。在本文中,请参考图16a的高亮部分。提供了一段距离,这里称为无缝线距离stfd,以指定缝合sti和不与外层ol重叠并且形成膜mem的下端的一部分的膜mem之间的距离。
331.该无缝线距离通常应大于1mm,并且优选地在1mm至20mm的间隔内。
332.图22图示了根据本发明的实施例的控制如关于上文图17解释的无缝线距离stfd和所谓的无标记距离mfd的原理。
333.除了图17的所有特征之外,图22还示出了在缝合到内底is期间,在膜mem中制成的标记ma。这些标记ma被设置成与外层ol的下端相距一定距离,如图中所示为无标记距离mfd。
334.在鞋面缝合到内底的工艺步骤期间,在鞋面的制造期间,通常由缝纫机制作标记。之所以会制作这些标记ma,主要是因为为了获得防水性而又能透气施加的膜通常非常薄。这种薄与膜的相对脆弱结合(即使进一步的织物层被层压到膜上)导致在该过程期间缝纫机将膜附接到内底时的变形或潜在地损坏。应注意,当与膜相比时,内底的厚度通常可能存在显著差异。然而,应注意的是,根据本发明的有利实施例,在对膜的缝合是由组合的鞋面和内底的图示侧制成的情况下,该距离可以保持非常短。应注意的是,缝合和所得标记在由图示侧(即,鞋面和内底的外侧)制成时,则当进料器将在外层下端设置标记而不是在膜中
形成标记时,外层将在缝合期间保护膜。这是有吸引力的,因为标记设置在外层ol下端的“下方”,例如,在由无缝线距离stfd定义的区域中,在鞋底到鞋面的附接期间可以被密封,其图示部分是(未示出)的一部分的。
335.缝合sti穿孔并与膜mem的下端接合的缝线可以有利地以距外层的下端lol为至少1mm(诸如至少2mm)的无缝线距离制成,并且其中由缝纫机的进给机构在缝合到内底is期间提供的标记具有小于10mm(诸如小于6mm、诸如小于3mm)的横向距离mfd,并且其中标记ma设置在鞋底已经附接或将要附接的鞋面的那一侧上。
336.图18a-d图示了根据本发明的有利实施例的粘结鞋类的内底(is)与鞋面(u)和鞋底(o)的附接的原理。
337.在图18a中示出了局部视图的鞋面的横截面。所描述的横截面被示出为图示内底is如何附接到鞋面u和鞋底s。在鞋类的有利实施例中,图示附接围绕内底is的完整周边执行。
338.图18a示出了形成鞋类外层的一部分的下部外层lol。外层通过锚接粘合剂aa附接到透气防水构件lmem的下端。此外,该图示出了内底is,膜lol的下端将要附接到该内底。
339.图18b示出了膜的下端lmem和外层的下端lol预先用第一粘合剂fad粘附。内底is同样施加有第三粘合剂tad。这两种粘合剂,第一粘合剂和第三粘合剂在实践中可以是相同类型的粘合剂,或者它们可以是不同的,只要它可以在下一步骤中粘附之前被活化。
340.图18c示出了鞋面预粘附的内底is和预粘附的下端,在此被视为膜的下端lmem和外层的下端lol的组件通过缝合sti缝合在一起。该缝合穿孔膜的下端lmem和内底is的周边。
341.此外,鞋底s(例如外底)设置有预粘附的第二粘合剂sad。
342.在图18d中,第一、第二和第三粘合剂fad、sad、tad已经被活化,并且鞋底s与鞋面的下端压在一起。第一粘合剂fad和第二粘合剂sad汇集以在膜lmen的下端与鞋底s之间形成组合的粘合剂,并且在外层的下端lol与鞋底s之间形成组合的粘合剂。以相同的方式,通过第三和第二粘合剂tad、sad在内底is和鞋底s之间形成组合的粘合剂。
343.应注意的是,由于在内底和外底的结合之前施加第一粘合剂,相对于最终产品中的缝合sti的缝线而提供的膜中的穿孔以可靠的方式被密封。还应注意的是,缝合的缝线通过粘合剂机械地支撑到外底,从而减少在使用期间膜的下端不必要伸展的风险。而且,如果通常在鞋楦上执行的上述过程导致与缝合有关的穿孔的拉伸,这样的扩张的穿孔可以在鞋底s的最终粘结到内底is期间有效地密封,从而导致完全防水的密封ws从内底延伸到膜被穿孔处或在附接鞋面处结束。因此,防水密封在本文中至少由膜的下端lmem、密封缝线和在缝合期间对膜的下端造成的可选的损坏的第一粘合剂fad、第二粘合剂sad、如果防水的外底、以及优选地还有第三粘合剂tad构成。
344.当在本发明范围内粘结鞋类时,可以应用本发明范围内的不同的有吸引力的实施例。因此,在上述实施例的制造过程中,在将第一粘合剂fad预粘附到膜的下端lmem和外层的下端lol并且将第三粘合剂tad预粘附到内底is之后,施加缝合sti。
345.在本发明范围内的工艺的替代实施例中,第一粘合剂和可选地还有第三粘合剂tad在缝合之后施加。在实践中,当鞋面已经定位在鞋楦(未示出)上时,粘合剂的这种应用可以有利地施加。
346.在预粘附的第一粘合剂fad、第三粘合剂tad和第二粘合剂sad重新活化之后,鞋底s鞋面u和鞋底s可以在压力下结合并且随后或通常在施压期间硬化。以这种方式,在鞋面已经被定位在鞋楦上之后,粘合剂可以被直接施加到缝线,并且穿透膜的下端的缝线已经扩张。
347.此外,在这种情况下,膜的下端具有缝合,尽管在鞋楦上的定位期间受力且非常可能被削弱,也可以被直接且可靠地支撑和固定。
348.只要第一粘合剂直接预粘合在膜的下端上,优选地包括在缝合上,从而在重新活化并附接到鞋底s时获得强度和密封,则可以在本发明范围内应用其他序列。
349.图21示出了根据上述图18a至图18d的方法提供的所得防水底部密封wbs。在本实施例中,防水底部密封wbs包括膜的下端lmem,三种预粘附粘合剂,第一粘合剂fad、第二粘合剂sad和第三粘合剂的组合。在所示的实施例中,防水底部密封wbs还包括防水鞋底s。
350.应当注意的是,防水底部密封wbs的不同配置也可以应用在本发明范围内。因此,应当注意的是,膜lmem、第一粘合剂fad、第二粘合剂sad本身可以形成防水的底部密封wbs。
351.在目前的上述配置中,更多或更少暗示鞋底s可以由不一定透气的防水材料制成。
352.这种配置可以例如通过在鞋底d、粘合剂和内底is中使用透气材料来获得。
353.还应当注意的是,上述实施例中图示的鞋类应包括如描述中所解释的防水透气膜,其下端lmem被示出。鞋面的其余部分当然也可以是防水的。
354.鞋类的其他部件未示出,尽管这些部件当然可以根据本发明的规定来应用。这样的另外的部件可以包括衬里、另外的鞋底部件、另外的鞋底嵌体等(未示出)。
355.在所示的实施例中,内底is可以总体上与绳楦(string lasting)交换,只要能够以可靠且可密封的方式将膜的下端lmem连接到防水鞋底或防水鞋底部分,从而仍然获得期望的防水底部密封wbs。然而,内底的应用是优选的。
356.图19a和图19b图示了在本发明范围内的另一实施例,例如根据图1的实施例,用于缝合被施加在膜的下端lmem和内底is处的情况下。图示的实施例是图16a的改进实施例,现在提供了加固件rm。如图19a所示,加固件可以是缝合或粘附到膜的下端lmem的带或绳。加固件优选地沿着膜mem下端的整个周边延伸。从读者的角度看,它可以定位在膜的图示侧,在膜的下方,或者可以定位在膜的两侧。
357.加固件rm用于提供连接内底is和膜mem的缝合的支撑的目的。缝合sti必须包封加固件rm,以便确保在膜mem的下端上的拉伸,特别是在鞋楦(未示出)上的鞋面的定位期间,被加固件rm抵消。
358.图23图示了本发明范围内的另一实施例,并且图示了图1的鞋类制品fw的可能的截面图。此处,鞋面层被更详细地描述,其中鞋面u包括鞋面顶端utend,鞋面中间区域uina和鞋面下端ulend。鞋面u由膜mem和外层ol提供,并且膜mem在鞋面顶端utend和鞋面下端ulend处附接到外层ol。
359.膜mem与鞋面顶端utend的外层ol的附接可以由附接布置atta(诸如粘合剂和/或缝合)促成。膜mem与鞋面下端ulend的外层ol的连接可以由诸如锚接粘合剂的粘合剂促成。
360.还应当理解的是,在鞋面中间区域uina中不存在附接布置,锚接粘合剂或膜mem到鞋面的外层ol的任何附接。鞋面中间区域uina的尺寸可以根据鞋类的设计、鞋类的尺寸等而变化。
361.图24图示了在本发明范围内的另一实施例,并且图示了在图1和图23的鞋类的纵向方向上的可能的横截面。鞋面u由外层ol和膜mem形成。外层的下端lol通过锚接粘合剂aa连接到膜的下端lmem,锚接粘合剂aa已经在外层的下端lol处被施加在外层的下端lol的整个周边上,以将外层粘附到膜mem。外层的顶端tol通过附接布置atta(例如,粘合剂和/或缝合)连接到膜tmem的顶部。该附接布置可以例如形成上周边uc。这里,还应当理解的是,在鞋面中间区域uina中不存在附接布置、锚接粘合剂或膜mem到鞋面的外层ol的任何附接。
362.图25图示了本发明范围内的另一实施例,并且图示了图1的鞋类的可能的截面图。在此,鞋面各层被更详细地描述,其中鞋面u包括:外层ol并且在中间具有功能层fun的膜;保护层,例如,在面向外层ol的一侧上的背衬织物bac;以及在远离鞋面u的外层ol的一侧上的衬里材料lin,该衬里由此形成在指向鞋类穿着者的足部方向上的图示鞋类的内部。该膜还可以由两层或三层以上组成,并且这些层可以是通过粘合剂或其他合适的方式附接的层压体,只要获得关于防水和透气性的整体功能即可。这些层还可以更松散地彼此附接,其中仅层的部分或区域被附接。这些层还可包括多于一层的膜。
363.图25中还图示了空间air,例如膜mem与外层ol之间的小距离,其中没有膜附接到外层。该空间被定义为外层ol和膜mem的保护层之间的距离。该空间在实践中可以某种程度变化,特别是当鞋类被穿着在足部上时,因为膜松散地悬置在附接布置atta和锚接粘合剂aa之间。当然,可以在所提及的附接布置atta和锚接粘合剂aa之间施加很少(未示出)的悬架区域或点。如图24中示出和解释的,很少或没有粘合剂(或类似的)将膜mem附接到鞋类的顶部中的附接布置atta和锚接粘合剂aa之间的外层ol。
364.衬里材料可以是具有强吸湿能力的材料,以最大化鞋类的舒适干燥内部环境。
365.背衬织物可以由诸如聚酰胺纤维的合成纤维编织的材料构成。
366.整个膜的重要部分是面向鞋底的膜的部分(此处为背衬织物)可与鞋底材料、粘合剂或施加到表面上的其它适当的密封剂密封。
367.图26a图示了本发明的实施例,并且示出了如图23-25所示的附接布置atta的位置的示例。附接布置atta可以是粘合剂和/或缝合,并且可以与鞋面顶部相距一定距离,这取决于鞋类fw的设计。
368.膜通过缝合sti而附接到内底is,然后缝合到内底的内袜状膜粘合或dip到鞋类的鞋底。
369.此外,如图26b所示,膜与到鞋面下端的外层ol的附接可以通过粘合剂(诸如形成下锚接粘合剂周边lac的锚接粘合剂aa)来促成。
370.锚接粘合剂的高度应当在本发明的优选实施例中为至少4mm和/或在4-20mm之间、诸如在5-15mm之间。下锚接粘合剂应当优选地具有上述高度,并且沿着整个的锚接粘合剂周边不断开,包括借助于粘合剂在鞋头和/或跟面上形成的锚接。
371.列表
372.fw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
鞋类
373.u
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
鞋面
374.s
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
鞋底
375.os
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
外底
376.fiv
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
足部插入体积
377.ol外层
378.mem膜
379.osf外层表面,面向足部插入体积
380.oso外层表面,面向外面
381.bsf膜表面,面向足部插入体积
382.bso膜表面,面向外表面osf
383.osf上部
384.lp下部
385.ufs面向鞋面的鞋底的表面
386.sue鞋底上缘
387.gcs鞋底地面接触表面
388.lol外层下端
389.lmem下端膜
390.aa锚接粘合剂
391.ip注射穿孔
392.mfd横向距离
393.sti缝合
394.is内底
395.la鞋楦
396.ac粘合胶合剂
397.tc鞋头
398.tend鞋头端
399.hc跟面
400.hend鞋跟端
401.dsa双面胶
402.sec1部分1
403.sec2部分2
404.th线
405.l长度
406.w宽度
407.stfd无缝线距离
408.ma标记
409.mfd无标记距离
410.fad第一粘合剂
411.sad第二粘合剂
412.tad第三粘合剂
413.wbs防水底部密封
414.rm加固件
415.lend下端
416.atta附接布置
417.etna鞋面中间区域
418.tol外层顶部
419.iol外层中间层
420.lin衬里材料
421.bac背衬材料
422.fun功能层
423.air空间
424.lac下锚接粘合剂周边
425.te顶部边缘
426.uc鞋面周边
427.u鞋面顶端
428.ulend鞋面下端
429.linp内部缝线长度
430.lout外部缝线长度
431.c01切口1
432.c02切口2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1