覆膜支架及其制备方法与流程
1.本发明涉及医疗器械技术领域,特别涉及一种覆膜支架及其制备方法。
背景技术:
2.冠状动脉穿孔是经皮冠状动脉介入手术(简称pci)中一个极为严重的并发症,若不及时处理可危及患者生命。冠状动脉穿孔是指在pci手术中,血管发生撕裂,导致造影剂或血液从动脉撕裂处泄漏至血管外,致使患者短时间内发生心脏压塞、冠状动脉心室瘘、心肌梗死、急诊cabg等,其常可危及患者生命。近期汇总分析显示,严重冠状动脉穿孔的死亡率可高达20%,急诊手术中发生冠状动脉穿孔的死亡率甚至达40%。尤其是近年来随着pci手术数量的增加,新的pci技术的发展和应用(慢性闭塞病变介入技术、药物洗脱支架、可降解支架等),以及人口老龄化趋势,冠状动脉穿孔的发生率有增加趋势。
3.相比较而言,覆膜支架在临床上治疗穿孔方面的安全性比较高,使用较为广泛。覆膜支架是在金属支架表面覆盖特殊膜性材料的支架,既保留了金属支架的功能,又具有膜性材料的特性,能够处理穿孔、动脉瘤等复杂病变。覆膜支架目前大多应用在外周血管,如升主动脉、腹主动脉等血管的病变中,血管尺寸一般较大。而针对冠状动脉的穿孔问题,由于血管尺寸较小,且穿孔常伴有冠状动脉粥样硬化等并发症,对覆膜支架的需求更大,更急切。但是,用于冠状动脉的覆膜支架存在种种问题,如profile值大,支架与覆膜的结合能力较差等缺点。
技术实现要素:
4.本发明的目的在于提供一种覆膜支架及其制备方法,所制备的覆膜支架具有较低的profile值,且覆膜与支架本体间的结合能力强。
5.为实现上述目的,根据本发明的一个方面,提供了一种覆膜支架的制备方法,包括:
6.将纤维或织物结合到支架本体的表面以得到覆膜,并利用外力使所述覆膜的一部分嵌入所述支架本体的空隙中;
7.执行压握工艺,对所述覆膜和所述支架本体同时进行压握,并使所述覆膜的一部分折叠压握于所述支架本体的空隙中。
8.可选地,利用外力使所述覆膜的一部分嵌入所述支架本体的空隙中的具体步骤包括:将所述支架本体套设于表面有孔洞的芯轴上,向所述芯轴的内腔施加所述外力。
9.可选地,向所述芯轴的内腔施加所述外力的步骤包括:
10.向所述芯轴的内部通入或抽出气体,使所述芯轴的内外产生压差,在压差的作用下,使结合到支架本体上的一部分覆膜陷入所述支架本体的空隙中;或者,
11.向所述芯轴的内部通入带与覆膜上电荷特性相反的电荷载体,使所述芯轴的外部产生静电场,在静电场的作用下,使结合到支架本体上的一部分覆膜陷入所述支架本体的空隙中。
12.可选地,所述气体在通入所述芯轴时还经过加热,加热的温度高于覆膜的玻璃化转变温度,并低于覆膜的熔融温度。
13.可选地,将由静电纺丝或熔体纺丝工艺成型得到的纤维沉积到支架本体的表面以得到覆膜,并具体包括以下步骤:
14.将所述支架本体套设于表面有孔洞的芯轴上,并在所述芯轴的上方设置纤维发生装置;
15.利用所述纤维发生装置通过静电纺丝或熔体纺丝技术成型得到纤维;
16.在成型纤维的过程中,驱动所述芯轴转动,使成型后的纤维沉积到随所述芯轴转动的支架本体的表面上。
17.可选地,在纤维沉积到支架本体之前,还包括对纤维进行加热。
18.可选地,通入所述芯轴的气体为非活性气体。
19.可选地,所述覆膜的材料为聚氨酯、聚对苯二甲酸-1,3丙二醇酯、聚烯烃弹性体、多糖、天然橡胶、胶原、聚己内酯、聚乳酸、聚乙醇酸、聚乙二醇、聚乙交酯以及聚对二氧环己酮中的一种,或者这些材料的共聚物或共混物。
20.可选地,所述覆膜形成无规则交织的孔状结构,孔隙率为5%~20%。
21.可选地,将所述芯轴的转速调整到1200rpm~2000rpm的范围,使纤维沉积到支架本体上形成沿支架本体周向分布的取向结构。
22.根据本发明的另一个方面,提供一种覆膜支架,采用任一项所述的覆膜支架的制备方法制备而成。
23.根据本发明的又一个方面,提供一种覆膜支架,包括支架本体以及与所述支架本体相结合的覆膜,所述覆膜支架于压握状态时,所述覆膜的一部分嵌入所述支架本体的空隙中。
24.可选地,所述覆膜由纤维或织物结合到支架本体的表面而成,且所述纤维结合在支架本体上时形成沿支架本体周向分布的取向结构。
25.可选地,所述覆膜嵌入所述支架本体的深度不超过支架本体的厚度,且不低于支架本体厚度的1/4。
26.与现有技术相比,本发明提供的覆膜支架及其制备方法具有如下优点中的至少一个:
27.上述制备方法所制备的覆膜支架,其覆膜与支架本体间的结合能力强,覆膜与支架本体间的结合效果好。这是因为纤维本身容易与支架本体结合,结合能力好,而且纤维又被外力吸附至支架本体的空隙中,再经过压握后,陷入空隙的纤维又被夹紧在空隙中,不易脱落。这样的方式,增大了覆膜与支架本体间的接触面积,能够使覆膜与支架本体充分贴合,相比于常规的缝合或粘接技术,无需引入缝合点或是额外的粘结剂,即可实现覆膜与支架本体的贴合,贴合效果好,有效地降低了输送过程中覆膜从支架本体上脱落的风险。而且,由于覆膜的一部分结构嵌入在支架本体表面的空隙中,减小了覆膜支架的profile(截面直径)值,从而提升了覆膜支架通过病变的能力。
28.所述覆膜优选在支架本体上形成无规则交织的孔状结构,其孔隙率优选为5%~20%。孔状结构可以提升覆膜表面的粗糙度,不仅增加覆膜与支架本体的结合力,而且还可以增加覆膜与血管壁的贴合能力。
29.纤维优选沉积到支架本体上形成沿支架本体周向分布的取向结构。与无规则取向相比,周向分布的取向结构有利于增加覆膜的径向强度,提升覆膜支架的径向支撑性能,而且也有利于覆膜沿着支架本体径向进行伸缩。
附图说明
30.本领域的普通技术人员将会理解,提供的附图用于更好地理解本发明,而不对本发明的范围构成任何限定。附图中:
31.图1是本发明优选实施例提供的在支架本体上成型覆膜的截面示意图;
32.图2是本发明优选实施例提供的覆膜支架压握后的截面示意图;
33.图3~图5分别是本发明优选实施例的覆膜支架成型方式示意图。
34.附图标记说明如下:
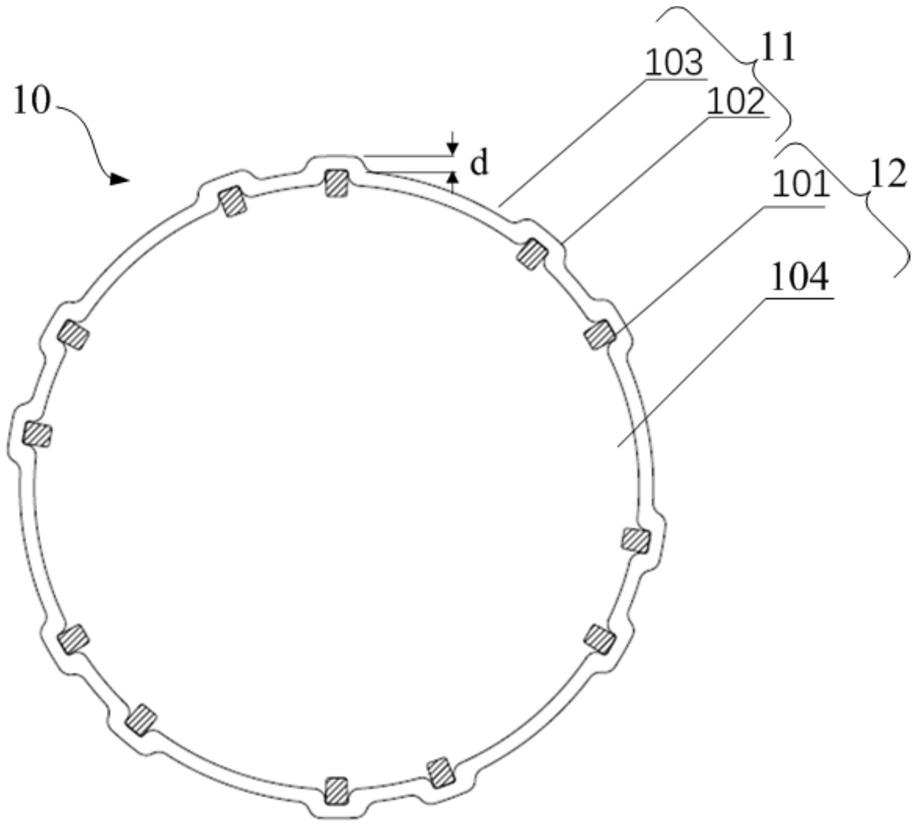
35.10-覆膜支架;11-覆膜;102-其余部分;103-内凹部分;12-支架本体;101-实心部分;104-空隙;31-纤维发生装置;32-喷丝头;33-纤维;34-加热装置;35-正电荷;21-芯轴;22、25-气体;23-箭头;24-负电荷。
36.附图中相同或相似的附图标记代表相同或相似的部件。
具体实施方式
37.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
38.另外,以下说明内容的各个实施例分别具有一或多个技术特征,然此并不意味着使用本发明者必需同时实施任一实施例中的所有技术特征,或仅能分开实施不同实施例中的一部或全部技术特征。换句话说,在实施为可能的前提下,本领域技术人员可依据本发明的公开内容,并视设计规范或实作需求,选择性地实施任一实施例中部分或全部的技术特征,或者选择性地实施多个实施例中部分或全部的技术特征的组合,借此增加本发明实施时的弹性。
39.为使本发明的目的、优点和特征更加清楚,以下结合附图对本发明作进一步详细说明。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。如在本说明书中所使用的,单数形式“一”、“一个”以及“该”包括复数对象,除非内容另外明确指出外。如在本说明书中所使用的,“多个”的含义通常包括二个或二个以上,除非内容另外明确指出外。如在本说明书中所使用的,术语“或”通常是以包括“和/或”的含义而进行使用的,除非内容另外明确指出外。术语“轴向”通常是指平行于覆膜支架的轴线方向,“径向”通常是指与轴向垂直并指向轴线的方向。还应理解的是,本发明在各个实施例中重复参考数字和/或字母。该重复是处于简单和清楚的目的,并且其本身不指示所讨论的各种实施例和/或配置之间的关系。还将理解的是,当元件被称为
“
连接”另一个元件时,其可以直接连接至另一个元件,或者可以存在一个或多个中间元件。
40.如背景技术,发明人发现,现有用于冠状动脉的覆膜支架依然存在profile值大的问题,导致覆膜支架通过病变能力差。不仅于此,支架本体与覆膜间的结合能力也差,容易导致覆膜与支架本体在输送过程中分离,存在覆膜从支架本体上脱落的风险。发明人进一步发现,现有技术中,支架与覆膜通常是粘接或者缝合,这样的结合方式,不仅profile值大,而且支架本体与覆膜间的贴合效果差。为了减小覆膜支架的profile值,减小支架的壁厚会降低覆膜支架的支撑性能。减小覆膜的厚度易出现覆膜破裂或扩张撕裂的风险。雅培jostent graftmaster采用双侧支架对覆膜进行夹持,以提升覆膜与支架本体间的结合能力,但这样做会增大覆膜支架的profile值。因此,现有技术中并没有较好地解决上述技术问题。
41.为此,本发明提出一种覆膜支架及其制备方法,既能减小覆膜支架的profile值,又能同时提升支架本体与覆膜间的结合能力。具体的,本发明提供的覆膜支架的制备方法包括如下步骤:首先,将纤维或织物与支架本体表面结合以得到覆膜,且结合过程中或结合后,利用外力使所述覆膜的一部分嵌入支架本体的空隙中,可得到图1所示压握前的覆膜支架10;然后,执行压握工艺,对覆膜和支架本体同时进行压握,并使所述覆膜的一部分折叠压握于所述支架本体的空隙中,可得到图2所示压握后的覆膜支架。应理解,纤维是指由连续或不连续的细丝组成的物质;织物是指由纤维通过交叉、绕结或连结构成的平软片块物。
42.图1是本发明优选实施例提供的在支架本体上成型覆膜的截面示意图。如图1所示,在纤维或织物结合到支架本体的过程中,纤维或织物沿着支架本体12的外表面分布形成覆膜11,且结合过程中或结合后,在外力作用下,有些覆膜(定义为内凹部分103)向内凹陷至支架本体12的空隙104中,覆膜凹陷的深度d优选不超过支架本体12的厚度,更优选,覆膜凹陷的深度d不低于支架本体厚度的1/4。具体的,覆膜11的内凹部分103嵌入支架本体12的空隙104中,而覆膜11的其余部分102贴合在支架本体12的实心部分101上(本文中,实心部分101定义为支架杆)。应知晓,支架本体12上的空隙104有大有小,也可以是一样大,对此没有限定,因此,嵌入支架本体的内凹部分103的尺寸也会存在差异。
43.在支架本体12上成型覆膜11之后,还需要进一步压握覆膜11和支架本体12,以缩小覆膜支架的profile值,便于输送。本发明的覆膜支架10可压握在球囊上,后续通过球囊进行扩张。本领域技术人员可采用常规的压握技术对本发明的覆膜支架10进行压握,得到图2所示的处于压握状态的覆膜支架10。
44.图2为本发明优选实施例提供的覆膜支架压握后的截面图。如图2所示,压握后,覆膜11的内凹部分103在支架本体12的空隙104中进一步形成褶皱,根据空隙104的大小,褶皱可以是单层,也可以是多层。例如在一些大的空隙104中,内凹部分103可以形成2个或2个以上的褶皱;在一些小的空隙104中,内凹部分103可以形成单个褶皱。这些褶皱被牢固地夹紧在空隙104中不会脱落。压握后的覆膜支架10的profile值小,支架本体12与覆膜11间的结合能力强。而且,支架本体12扩张后,覆膜11也能够顺利扩张,封堵效果不会受到影响,同时覆膜11具有弹性,具备一定的径向束缚力,覆膜11在支架本体12上不产生滑移,贴合效果好,而且径向束缚力也不会影响支架的扩张。
45.采用上述制备方法所制备的覆膜支架10,其覆膜11与支架本体12间的结合能力强,覆膜11与支架本体12间的结合效果好。这是因为纤维本身容易与支架本体结合,结合能
力好,而且结合到支架本体12上的一部分覆膜11又被外力吸附至支架本体表面的空隙中,再经过压握后,陷入空隙的覆膜又被夹紧在空隙中,不易脱落。这样的方式,增大了覆膜11与支架本体12间的接触面积,能够使覆膜11与支架本体12充分贴合,相比于常规的缝合或粘接技术,无需引入缝合点或是额外的粘结剂,即可实现覆膜与支架本体的贴合,贴合效果好,有效地降低了输送过程中覆膜从支架本体上脱落的风险。而且,由于覆膜的一部分结构嵌入在支架本体表面的空隙中,减小了覆膜支架的profile值(profile值即是压握状态下的截面直径),从而提升了覆膜支架通过病变的能力。
46.进一步地,为了确保覆膜11能够在支架杆之间折叠压握,优选地,覆膜的厚度范围为20μm~150μm。通过实践证明,当覆膜后的支架本体12的外径为1.5mm~2.2mm时,将该覆膜支架压握在球囊上后,覆膜支架的外径可缩小到0.8mm~1.4mm,压握后覆膜支架的profile值小,有利于通过细小的血管病变。进一步在37℃模拟体液中进行模拟输送,输送过程中,支架本体12与覆膜11能够保持良好的贴合,覆膜支架10的外径也能够扩张至2.5mm~4.5mm,扩张充分,同时覆膜11的外观也完整,也达到了充分扩张的目的,且也未产生位移。
47.进一步地,所述支架本体12为中空网状结构,其可以是编织支架,也可以是激光切割支架。对于激光切割来说,所述支架本体12可通过金属管材或非金属管材激光切割而成。或者,所述支架本体12可通过金属或非金属编织丝编织而成。由于支架本体12为中空网状结构,因此,可利用支架本体12上的网孔内嵌覆膜。
48.进一步地,所述覆膜11的材料优选为弹性高分子材料,弹性高分子材料可选自聚氨酯、聚对苯二甲酸-1,3丙二醇酯、聚烯烃弹性体、多糖、天然橡胶、胶原、聚己内酯、聚乳酸、聚乙醇酸、聚乙二醇、聚乙交酯、聚对二氧环己酮等中的一种,或者这些材料的共聚物或共混物。
49.进一步地,利用外力使所述覆膜的一部分嵌入所述支架本体的空隙中的具体步骤包括:将所述支架本体套设于表面有孔洞的芯轴上,向所述芯轴的内腔施加所述外力。在一些实施例中,向所述芯轴的内腔施加所述外力的方法可以是:向所述芯轴的内部通入或抽出气体,使所述芯轴的内外产生压差,在压差的作用下,使结合到支架本体上的一部分覆膜陷入所述支架本体的空隙中。在另一些实施例中,向所述芯轴的内腔施加所述外力的方法还可以是:向所述芯轴的内部通入带与覆膜上电荷特性相反的电荷载体,使所述芯轴的外部产生静电场,在静电场的作用下,使沉积到支架本体上的一部分覆膜陷入所述支架本体的空隙中。
50.进一步地,可将静电纺丝或熔体纺丝工艺成型得到的纤维沉积到支架本体的表面以得到覆膜。更进一步地,静电纺丝工艺可为溶液静电纺丝或熔融静电纺丝。具体的实施方式为,先将支架本体套设在所述芯轴上,所述芯轴以一定速度转动并带动支架本体一起转动,与此同时,在芯轴上方的喷丝头将溶液或熔体,用纺丝泵连续、定量地而均匀地从喷丝头的毛细孔中挤出,而成为液态细流,再在空气、水或特定的凝固浴中固化成为纤维,纤维再逐步地沉积到随所述芯轴转动的支架本体上,使弹性高分子纤维不断地在支架本体表面上富集,得到覆膜。
51.进一步地,所述覆膜优选形成无规则交织的孔状结构,其孔隙率优选为5%~20%。此处,孔状结构可以提升覆膜表面的粗糙度,不仅增加覆膜与支架本体的结合力,而
且还可以增加覆膜与血管壁的贴合能力。
52.进一步地,弹性高分子纤维沉积到支架本体上优选形成沿支架本体周向分布的取向结构。与无规则取向相比,周向分布的取向结构有利于增加覆膜的径向强度,提升覆膜支架的径向支撑性能,而且也有利于覆膜沿着支架本体径向进行伸缩。更进一步地,可通过调整芯轴的转速,使纤维形成沿支架本体周向分布的取向结构。优选的,将芯轴的转速调整到1200rpm~2000rpm的范围,使纤维沉积到支架本体上形成沿支架本体周向分布的取向结构。
53.进一步地,覆膜在支架本体径向的断裂伸长率优选不低于300%,使覆膜在扩张过程中充分扩张而不会破裂。
54.本发明中,所述芯轴为中空圆柱结构,表面形成有镂空的孔洞,孔洞的作用是使芯轴内外连通,便于在向所述芯轴的内部施加所述外力时,所述外力能够通过孔洞作用于覆膜。芯轴上的孔洞不宜过大,也不宜过小,优选孔洞为圆形孔,孔的直径范围为0.1μm~2.0μm,该范围内的尺寸既方便加工,也可避免孔洞过小而造成堵塞的风险。优选地,芯轴上的孔隙率为20%~60%。在芯轴上形成孔洞的方式不做限定,不限于激光切割或者烧结。此外,所述芯轴的材料也不限定,包括但不限于不锈钢、钛合金、陶瓷或石英等。另外,所述芯轴的外径与支架本体的内径间的偏差优选不超过0.2mm。
55.在一些实施例中,当向所述芯轴的内腔通入气体,使支架本体的内外表面形成压差,而使结合到支架本体上的一部分覆膜被吸入支架本体的空隙中时,本发明对所通入的气流速度不作限定,气流的速度可根据覆膜厚度的变化而呈线性递增。应知晓的是,气流流速应确保不会导致芯轴变形为宜。所通入的气体种类不限定,优选的,气体为非活性气体,避免对覆膜产生化学损伤,非活性气体例如是氦气、氮气及氩气中的一种或多种组合。气体的流量范围可选为10m3/s。~100cm3/s,进一步可选为20m3/s~30cm3/s。进一步的,向所述芯轴的内腔所通入的气体是经过加热的,加热的温度优选高于覆膜的玻璃化转变温度,且低于覆膜的熔融温度,使覆膜材料在遇到加热后的气流后发生玻璃化转变,使得使覆膜收缩而更好地与支架本体贴合,提升支架本体与覆膜间的结合力。
56.在一些实施例中,当向所述芯轴的内部抽出气体时,可使芯轴的内腔形成负压,在负压作用下,使结合到支架本体上的一部分覆膜被吸入支架本体的空隙中,此时,本发明对负压大小不作限定,例如可选为0.04mpa~0.08mpa。实际操作中,可在纤维沉积到支架本体上之前,先打开真空泵,对芯轴进行抽吸,使芯轴内预先形成负压。
57.在一些实施例中,当向所述芯轴的内部通入带与覆膜上电荷特性相反的电荷载体时,在所述芯轴的外部构建一静电场,在静电场的作用下,使结合到支架本体上的一部分覆膜内凹入支架本体的空隙中,此时,优选所述电荷载体为气体,即,可向芯轴的内腔通入带电荷的气体,气体所带的电荷与覆膜上所带的电荷特性正好相反,形成静电场。可选的,覆膜带正电荷,所通入的气体带负电荷。
58.接下去结合附图和优选实施例对本发明的覆膜支架及其制备方法作进一步地说明,以更凸显上述实施例的特点和特征。
59.实施例1
60.本实施例中,支架本体12的材料为钴铬合金,并由管材激光切割而成。支架本体12的外径为1.8mm,厚度为80μm。覆膜11的材料为生物相容性聚氨酯,覆膜11的厚度为90μm。
61.如图3所示,本实施例提供一种成型设备,用于在支架本体12上制备覆膜11。所述成型设备包括可转动的芯轴21,以及位于芯轴21上方的纤维发生装置31。支架本体12用于套设在芯轴21上,并随芯轴21转动。芯轴21的转动轴线沿水平方向设置。芯轴21表面形成均匀分布的孔洞,孔洞大小为5μm,孔隙率为30%。纤维发生装置31用于将溶液或熔体,连续、定量且均匀地从喷丝头32的毛细孔中挤出,而成为液态细流,液态细流再在空气、水或特定的凝固浴中固化成为纤维33。纤维33再逐步地沉积到正在转动的支架本体12上,纤维33不断地在支架本体12的外表面上富集,并优选形成沿支架周向分布的取向结构,最终形成周向取向的覆膜11。
62.本实施例中,纤维发生装置31采用溶液静电纺丝技术生成纤维33。具体实施时,纤维发生装置31加入正电场并接入16kv的电压,静电纺丝溶液的制备过程为将聚氨酯溶解在四氢呋喃中形成纺丝溶液,纺丝溶液的质量分数为5.0wt%~10.0wt%,同时芯轴21以60rpm的速度旋转并接地。此外,所述成型设备还包括送气装置,用于向芯轴21内通入一定流量和速度的气体22,气体流量为10cm3/s~100cm3/s,在气体22的作用下,芯轴21的内部和外部产生压差,将沉积到支架本体表面的纤维33吸入支架本体的空隙中形成凹陷。
63.采用上述方式所制备的覆膜支架,覆膜11的凹陷深度d不小于支架本体厚度的1/3,且压握后的覆膜支架的profile值不高于1.2mm。补充说明的是,纤维33在排布过程中形成向内凹陷的形态,不会由于内置芯轴21的撤出而产生形态上的变化,故而这种制备方法是可靠且有效的。
64.实施例2
65.本实施例中提供的覆膜支架的制备方法与实施例一基本相同,以下仅针对不同点进行描述。
66.与实施例1不同的是,通入芯轴21的气体22为加热过的气体,加热温度高于覆膜11的玻璃化转变温度,且低于覆膜11的熔融温度。优点是,覆膜11在遇到加热后的气体22后,将会发生玻璃化转变,玻璃化转变后的覆膜11更容易与支架本体12结合,结合能力更强,且覆膜11更容易被吸入空隙中。可选的,气体22的加热温度为80℃。更进一步地,在实施例1中的覆膜成型完成后,可以再在覆膜支架的腔体中通入加热的气体,如加热温度也为80℃,气体流量为20cm3/s~30cm3/s,气流的作用时间优选不低于10min,以起到热定型的作用,较好的保持覆膜的形态。
67.同时,与实施例1不同的是,所述成型设备还包括加热装置,用于加热气体22。加热方式不作限定,可以在气体22通入芯轴21之前进行加热,也可以在气体22通入芯轴21之后进行加热。
68.采用这种方式所制备的覆膜支架,其覆膜的凹陷深度d不小于支架本体厚度的1/2,且压握后的覆膜支架的profile值不高于1.1mm。与实施例1相比,覆膜的凹陷深度更大,且压握后的尺寸更小。
69.实施例3
70.本实施例中提供的覆膜支架的制备方法与实施例一基本相同,以下仅针对不同点进行描述。
71.本实施例中,支架本体12的外径为2.0mm,厚度为90μm。覆膜11的厚度为80μm,覆膜11的材料选用聚乳酸和聚己内酯的共混物,共混质量比为3:1,再将其溶解于氯仿中形成纺
丝溶液,纺丝溶液的质量分数为6.0wt%~12.0wt%。本实施例中,所述成型设备还包括抽气装置(未图示),用于向芯轴21的内部抽出气体,以使芯轴21的内腔形成负压。所述抽气装置可包括真空泵,并通过管道与芯轴的内部连接,于芯轴21的两端进行抽气。
72.具体实施时,纤维发生装置31加入正电场并接入16kv的电压,芯轴21接地且旋转速度范围为100rpm~150rpm,在纤维沉积过程中,由所述抽气装置如图4中箭头23所示在芯轴的两端对芯轴21进行抽气,抽气所形成的负压范围为0.04mpa~0.08mpa。由此,在溶液静电纺丝过程中,纤维33不断地沉积到转动的支架本体12上,且在负压作用下,将沉积到支架本体表面的纤维33吸入支架本体的空隙中形成凹陷。
73.采用这种方式所制备的覆膜支架,其覆膜的凹陷深度d不小于支架本体厚度的1/2,且压握后的覆膜支架的profile值不高于1.2mm。
74.实施例4
75.本实施例中提供的覆膜支架的制备方法主要在静电纺丝工艺以及向所述芯轴的内部施加外力的方式与上述实施例不同,以下仅针对不同点进行描述。
76.本实施例中,支架本体12的材料为铂铬合金,支架本体12的外径为2.0mm,厚度为70μm。覆膜11的厚度为100μm,覆膜11的材料为聚烯烃弹性体,并采用熔融静电纺丝的纤维成型工艺。聚烯烃弹性体熔融前真空干燥12h,设置熔体在其熔融温度以上,在小型熔融静电纺丝机上进行纺丝。纤维发生装置31将纺丝熔体加热熔融,外设正电场并接入20kv的电压,芯轴21的转速为20rpm~30rpm并接地,优选设置加热装置34,对纤维33进行加热,防止纤维33冷却。加热装置34可以是电加热板或者是其他非接触式加热装置。此外,纤维33通过等离子风枪等方式在其表面引入正电荷35,同时芯轴21内通入带负电荷24的非活性气体25,其中气体25中不含水分,由此在电场力的作用下,将沉积到支架本体表面的纤维33吸入支架本体的空隙中形成凹陷。
77.采用这种方式制备的覆膜支架,其覆膜的凹陷深度d不低于支架本体厚度的1/4,覆膜结束后,再通过离子风枪去除静电,且压握后的覆膜支架的profile值不高于1.15mm。
78.应知晓的是,本发明的覆膜支架不仅仅适用于治疗动脉穿孔和动脉瘤,凡是人体管腔,如静脉、主腹动脉等需要隔绝、引流、支撑等作用时,均可采用本发明的覆膜支架。还应知晓的是,本发明除了可通过静电纺丝技术成型纤维外,也可通过熔体纺丝技术成型纤维,熔体纺丝技术的原理与静电纺丝技术的原理类似,本领域技术人员在上述实施例公开内容的基础上应当知晓如何通过熔体纺丝技术成型得到纤维,并通过相同或类似的手段将纤维沉积到支架本体上,对此,本发明不作详细叙述。此外,补充说明的是,在压握时,压握的温度需高于覆膜的玻璃化转变温度,且低于覆膜的熔融温度。
79.应理解,上述实施例具体公开了本发明优选实施例的特征,使得本领域技术人员可以更好地理解本发明。本领域技术人员应当理解,在本技术文件公开内容的基础上,容易将本发明做适当修改,以实现与本发明所公开的实施例相同的目的和/或实现相同的优点。本领域技术人员还应该认识到,这样的相似构造不脱离本发明公开的范围,并且在不脱离本发明公开范围的情况下,它们可以进行各种改变、替换和变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1