真空冷冻消融针的制作方法
本技术涉及癌瘤治疗用的冷冻消融针,具体涉及一种真空冷冻消融针,可以单独作为针用,也可以放入针头内使用。
背景技术:
1、冷冻消融技术是在x光、b超、ct或腔镜引导下将消融针穿入癌瘤组织,将癌瘤组织冷却至-160℃左右,在癌细胞内迅速降温,形成胞内冰晶,导致组织内肿瘤细胞脱水和破裂,并破坏肿瘤内小血管而致缺氧,死亡的肿瘤组织可作为抗原,促进机体发生抗肿瘤免疫反应,具有定位精准、消融精准、创伤小、痛苦轻、疗效确切、适应症广等优点,大大降低了手术风险和并发症。
2、冷冻消融针的针尾利用软管连通着冷冻消融设备,冷冻消融设备向着针内输送液氮,针头将液氮打入癌细胞或者肿瘤细胞位置处,冷冻消融针在作用于人体时,其针头组件的针管应绝热良好,冷冻消融针的手柄和针管连接部位往针尖方向至少2/3处不应出现结霜,为满足不结霜的条件,就需要使针管内部真空夹层具有良好的真空保持度。
3、传统的冷冻消融针采用的是无氧铜管直接对其内部的真空夹层抽真空,最后通过冷压钳压封无氧铜管,实现内部真空,达到真空绝热的作用。
4、但是,现在的真空冷冻针大部分依靠进口,国内制造出来的一是真空密封度不够,造成针表面结霜,影响使用,影响病人手术。而是造得比较复杂化,比如cn201910751316.7的弯型可调冷冻消融针,比如cn202111329707.3的真空壁位置可调的冷冻消融针,可调结构会影响真空泄漏,太复杂了影响操作性,并不太实用。
技术实现思路
1、为解决上述技术问题,本实用新型的目的在于真空冷冻消融针,结构简单,内外层在真空环境下焊接完成,密封效果好,使用简单。
2、为了实现上述目的,本实用新型的技术方案如下:
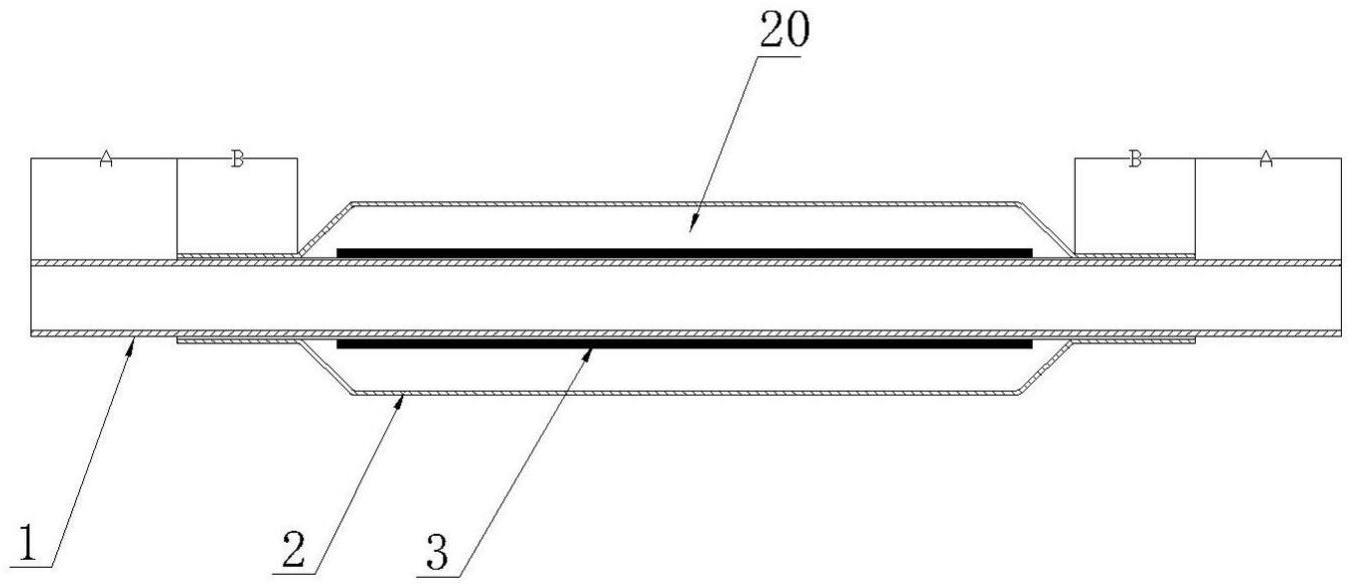
3、真空冷冻消融针,包括液氮输送针内管和真空负压夹层管,液氮输送针内管焊接在真空负压夹层管的内部,液氮输送针内管和真空负压夹层管以过渡配合的方式且利用真空钎焊技术焊接在一起,并且液氮输送针内管的长度长于真空负压夹层管的长度,在真空负压夹层管的两端头设有缩口台阶,真空负压夹层管内设有真空区,真空区内的真空度是5.0×10-4pa。
4、优选的,液氮输送针内管和真空负压夹层管之间还设有夹层支撑,夹层支撑的长度短于真空负压夹层管的长度。夹层支撑的作用是防止液氮输送针内管和真空负压夹层管相互靠在一起,避免在焊接时外层塌陷变形。夹层支撑的厚度为0.08mm。既能保证支撑强度,也能保证焊接时的基础稳定性,还能确保液氮输送针内管和真空负压夹层管相互支撑的稳定性,使得真空负压夹层管不会因为液氮输送针内管的变形而变形,真空负压夹层管的真空稳定性,就能确保整个针外壁不会结霜。
5、优选的,所述夹层支撑采用绝热隔冷的合成材料,隔绝温度在-200°~﹢1000°之间。结合真空层能防止液氮在输入通过的时候针外壁结霜后,形成流道堵塞等现象的情况出现。
6、优选的,液氮输送针内管、真空负压夹层管和夹层支撑在真空炉里面焊接而成,焊接炉里面的真空度为5.0×10-4pa。
7、优选的,缩口台阶的阶梯宽度等于真空钎焊焊接层尺寸。缩口台阶是现在制作管类零件的一种常见缩口工序,在本次设计的针上用到缩口工序便于夹层支撑的形成,使得整个长针在焊接时不会变形或者局部塌陷变形。
8、优选的,液氮输送针内管的其中一端头。直接当针使用,也可以是柱状,可以放在较粗的针头内,只做引导液氮使用。
9、液氮输送针内管及真空负压夹层管在冷胀冷缩环境下其形变量一致。意思是有了夹层支撑在中间起支撑加固的作用后,内管在输送低温液氮时,收到热胀冷缩的影响,那么液氮输送针内管在低温下变形不影响真空负压夹层管,并且焊接后经热胀冷缩后内外层钎焊焊接部分不撕裂,保证了真空负压夹层的完整性。
10、本实用新型与现有技术相比的有益效果是:此针设计结构简单,使用方便,操作难度小,利用真空钎焊焊接技术打破传统制造技术,打破真空冷冻消融针需要进口的依赖性,提高国内制造技术,还能降低此针的使用成本。
技术特征:
1.真空冷冻消融针,包括液氮输送针内管及真空负压夹层管,
2.根据权利要求1所述的真空冷冻消融针,其特征在于:液氮真空消融针内管和真空负压夹层管之间设有夹层支撑,夹层支撑的长度短于真空负压夹层管的长度。
3.根据权利要求2所述的真空冷冻消融针,其特征在于:所述夹层支撑采用绝热隔冷的合成材料,隔绝温度在-200°~﹢1000°之间。
4.根据权利要求3所述的真空冷冻消融针,其特征在于:夹层支撑的厚度为0.08mm。
5.根据权利要求4所述的真空冷冻消融针,其特征在于:液氮输送针内管、真空负压夹层管和夹层支撑在真空炉里面焊接而成,焊接炉里面的真空度为5.0×10-4pa。
6.根据权利要求1所述的真空冷冻消融针,其特征在于:缩口台阶的阶梯宽度等于真空钎焊融合层。
7.根据权利要求1~6任意一项所述的真空冷冻消融针,其特征在于:液氮输送针内管的其中一端头为锥形针头。
8.根据权利要求2~6任意一项所述的真空冷冻消融针,其特征在于:液氮输送针内管及真空负压夹层管在冷胀冷缩环境下其形变量一致。
技术总结
本技术涉及滤清器检测领域,具体涉及真空冷冻消融针,包括液氮输送针内管和真空负压夹层管,液氮输送针内管焊接在真空负压夹层管的内部,液氮输送针内管和真空负压夹层管以过渡配合的方式焊接在一起,并且液氮输送针内管的长度长于真空负压夹层管的长度,在真空负压夹层管的两端头设有缩口台阶,真空负压夹层管内设有真空区,真空区内的真空度是5.0×10<supgt;‑4</supgt;Pa,液氮输送针内管和真空负压夹层管之间还设有夹层支撑,夹层支撑的长度短于真空负压夹层管的长度。此针设计结构简单,使用方便,操作难度小,利用真空焊接技术打破传统制造技术,打破真空冷冻消融针需要进口的依赖性,提高国内制造技术,还能降低此针的使用成本。
技术研发人员:龚辉武
受保护的技术使用者:南充辉泓真空技术有限公司
技术研发日:20220914
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!