一种非织造复合吸水芯体及生产设备与生产方式的制作方法
本发明涉及无纺布,尤其是涉及一种非织造复合吸水芯体及生产设备与生产方式。
背景技术:
1、纸尿裤、隔尿垫和卫生巾等卫生用品的主要吸水部分由吸水芯体做成,目前,吸水芯体多采用洒落式工艺,随机地将高吸水性树脂、绒毛浆等吸水性材料铺洒于无纺布上,并使用粘合剂将上下无纺布包覆粘合成型。这种吸水芯体的生产方法会使高吸水性材料嵌入性较差,分布不均匀,且吸水树脂在吸水膨胀后容易导致绒毛浆断裂和起坨等问题。公开号为cn1038312b,一种复合吸水芯体及其制备方法,复合吸水芯体包括面层、芯层和底层,所述芯层由下而上顺次包括第一连接层、第一吸水层、增强层、第二吸水层和第二连接层,所述第一吸水层、第二吸水层均由高分子吸水颗粒组成,所述第一连接层中均匀渗有高分子吸水颗粒,所述增强层中也均匀渗有高分子吸水颗粒;所述第一连接层、第二连接层分别由含有粉状热熔胶或es纤维的木浆纤维组成,所述第一吸水层、第二连接层分别由高分子吸水颗粒组成,所述增强层由长纤维膨松无纺布组成。该复合吸水芯体其耐用性不足,且制作工艺相对复杂,虽然吸水能力高,但保水效果较差。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种吸水保水效果佳的非织造复合吸水芯体及生产设备与生产方式。
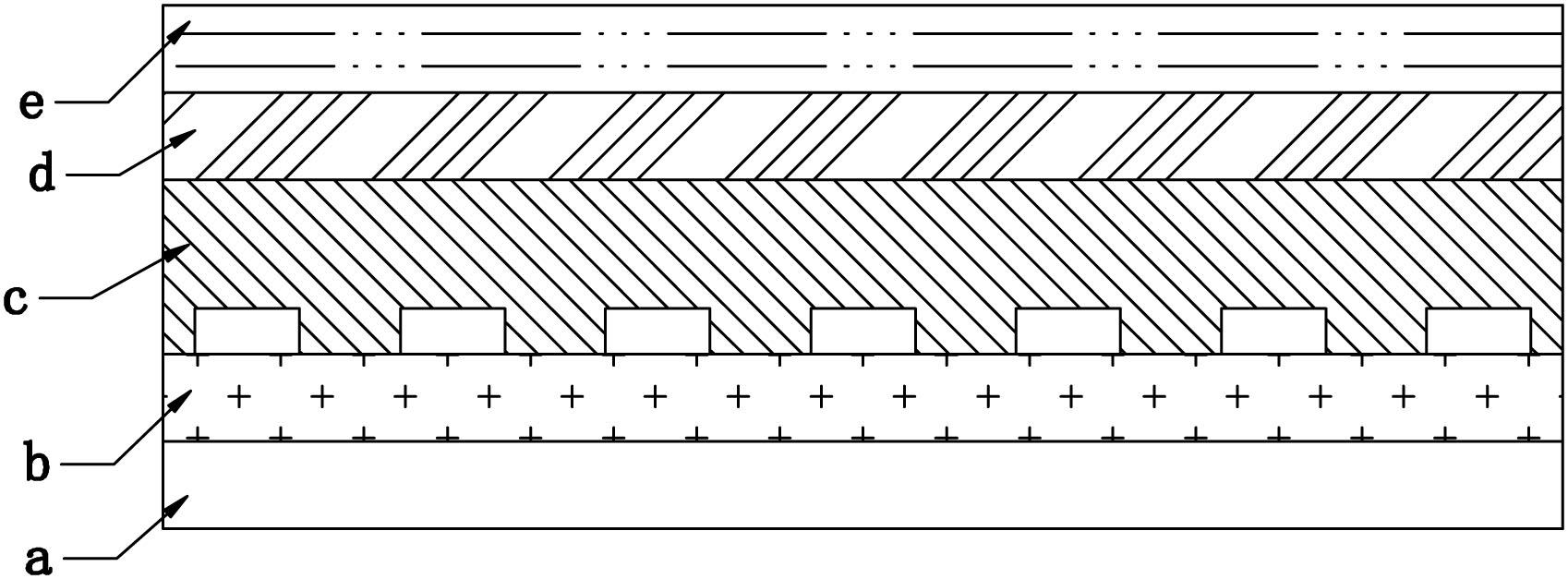
2、为实现上述目的,本发明提供的方案为:一种非织造复合吸水芯体,包括由下至上依次设置的疏水纺粘层、疏水熔喷层、蓬松吸水层、疏导层、亲水非织造层,其中,所述蓬松吸水层顶面排布有sap,所述疏水熔喷层用于阻隔蓬松吸水层的sap漏出。
3、本发明的有益效果为:具有强力保水能力,该吸水芯体通过设置五层结构,疏水纺粘层、疏水熔喷层、蓬松吸水层、疏导层、亲水非织造层,其中,利用蓬松吸水层容纳sap,以提高蓬松吸水层的吸水保水能力,配合疏水熔喷层,有效阻隔蓬松吸水层的sap漏出,从而提高整体的吸水保水能力,且可使本发明的吸水芯体使用寿命长,实现制造出非织造的复合吸水芯体;同时,疏水熔喷层、蓬松吸水层拒均可减小热熔胶的使用量,防止热熔胶用量过大造成发硬,亲水非织造层可以作为医疗防护服的内衬,柔软舒适无刺激,可吸收人体汗液,提高舒适性。
4、进一步地,所述疏水纺粘层、疏水熔喷层、蓬松吸水层、疏导层、亲水非织造层之间通过热轧或超声波复合。
5、进一步地,所述亲水非织造层为亲水纺粘无纺布、纺熔无纺布、热风布中的一种。本发明采用上述结构后,通过选用不同的布制造出亲水非织造层,从而设计出不同吸水保水效果的芯体。
6、本发明还包括复合吸水芯体生产设备,包括用于生产疏水纺粘层的第一机组、用于生产疏水熔喷层并将疏水熔喷层与疏水纺粘层复合的第二机组、用于生产蓬松吸水层的第三机组、用于放卷疏导层的第四机组、用于放卷亲水非织造层并将亲水非织造层与其他结构叠合的第五机组、用于复合多层结构的第六机组。本发明通过设置第一机组、第二机组、第三机组,分别实现制作出疏水纺粘层、疏水熔喷层、蓬松吸水层,并将疏水纺粘层、疏水熔喷层、蓬松吸水层依次复合,然后通过第五机组、第六机组,实现将疏水纺粘层、疏水熔喷层、蓬松吸水层、疏导层、亲水非织造层复合。
7、进一步地,所述第一机组包括纺丝机组、第一成网机、第一压合辊,所述纺丝机组包括纺粘通道,所述纺粘通道下方设置所述第一成网机,所述纺粘通道的出料端设置第一压合辊。本发明采用上述结构后,实现成型疏水纺粘层。
8、进一步地,所述第二机组包括第一熔喷模头、引导板、第二成网机、两第二压合辊、第一热轧机,所述第一熔喷模头正下方设置所述引导板,所述引导板、第二成网机、两第二压合辊、第一热轧机沿输送方向依次设置,所述引导板横截面呈弧形结构,所述引导板用于将第一熔喷模头喷出的熔喷纤维引导输送第二成网机上,两所述第二压合辊用于压合疏水纺粘层与疏水熔喷层,所述第一热轧机用于复合疏水纺粘层与疏水熔喷层。本发明采用上述结构后,实现成型疏水熔喷层,并将疏水纺粘层与疏水熔喷层复合。
9、进一步地,所述第三机组包括第二熔喷模头、引导辊、第三成网机、涂胶辊、振动给料箱、振动电机、布料辊、两第三压合辊,所述引导辊、第三成网机、涂胶辊、布料辊、两第三压合辊沿输送方向依次设置,所述引导辊设置于第二熔喷模头正下方,所述第二熔喷模头用于向第三成网机喷出并丝状的熔喷纤维,所述布料辊表面成形有给料圆网,所述布料辊正上方设置所述振动给料箱,所述振动电机设置于振动给料箱外侧壁上。本发明采用上述结构后,实现成型蓬松吸水层,以及两第三压合辊用于将疏水纺粘层和疏水熔喷层的复合体与蓬松吸水层压合。
10、进一步地,所述第三机组还包括挡料板,所述振动给料箱外侧壁上设置所述挡料板,所述挡料板呈弧形结构,所述挡料板包裹布料辊的后半侧用于防止sap退出布料辊。
11、进一步地,所述第四机组包括用于放卷疏导层的第一放卷机、用于引导疏导层输送的多条第一导布辊。本发明采用上述结构后,实现导出预加工的疏导层。
12、进一步地,所述第五机组包括放卷亲水非织造层的第二放卷机、用于引导亲水非织造层输送的多条第二导布辊、用于将亲水非织造层与其他结构叠合的两第四压合辊,所述第二放卷机、多个第二导布辊、两第四压合辊依次设置。本发明采用上述结构后,实现将五层结构叠合。
13、进一步地,所述第六机组包括用于复合多层结构的第二热轧机。本发明采用上述结构后,实现复合五层结构以形成本发明的复合吸水芯体。
14、本发明还包括复合吸水芯体生产方式,包括以下步骤:
15、s1.纺丝机组向第一成网机输送纺粘纤维,第一成网机将纺粘纤维成形为疏水纺粘层,然后通过第一压合辊将疏水纺粘层预压服贴在第一成网机上,再将形成的疏水纺粘层输送至两第二压合辊之间;
16、s2.第一熔喷模头喷出熔喷纤维,然后通过引导板引导至第二成网机上形成疏水熔喷层,再依次通过两第二压合辊与第一热轧机将疏水纺粘层与疏水熔喷层复合;
17、s3.第二熔喷模头喷出并丝状的熔喷纤维,然后通过第三成网机形成熔喷布,再通过涂胶辊对熔喷纤维进行涂胶;
18、s4.振动电机带动振动给料箱振动,使sap均匀下落至给料圆网,然后通过布料辊的转动将sap均匀排布于步骤s3的熔喷布上,形成蓬松吸水层,再通过两第三压合辊将步骤s2的复合体与蓬松吸水层压合;
19、s5.第一放卷机放卷疏导层,第二放卷机放卷亲水非织造层,然后通过第四压合辊将步骤s4的复合体、疏导层、亲水非织造层叠合,再通过第六机组固结复合。
技术特征:
1.一种非织造复合吸水芯体,包括由下至上依次设置的疏水纺粘层(a)、疏水熔喷层(b)、蓬松吸水层(c)、疏导层(d)、亲水非织造层(e),其特征在于:所述蓬松吸水层(c)顶面排布有sap,所述疏水熔喷层(b)用于阻隔蓬松吸水层(c)的sap漏出。
2.根据权利要求1所述的一种非织造复合吸水芯体,其特征在于:所述疏水纺粘层(a)、疏水熔喷层(b)、蓬松吸水层(c)、疏导层(d)、亲水非织造层(e)之间通过热轧或超声波复合。
3.根据权利要求2所述的一种非织造复合吸水芯体,其特征在于:所述亲水非织造层(e)为亲水纺粘无纺布、纺熔无纺布、热风布中的一种。
4.一种如权利要求1所述的复合吸水芯体生产设备,其特征在于:包括用于生产疏水纺粘层(a)的第一机组(1)、用于生产疏水熔喷层(b)并将疏水熔喷层(b)与疏水纺粘层(a)复合的第二机组(2)、用于生产蓬松吸水层(c)的第三机组(3)、用于放卷疏导层(d)的第四机组(4)、用于放卷亲水非织造层(e)并将亲水非织造层(e)与其他结构叠合的第五机组(5)、用于复合多层结构的第六机组(6)。
5.根据权利要求4所述的一种复合吸水芯体生产设备,其特征在于:所述第一机组(1)包括纺丝机组(11)、第一成网机(12)、第一压合辊(13),所述纺丝机组(11)包括纺粘通道,所述纺粘通道下方设置所述第一成网机(12),所述纺粘通道的出料端设置第一压合辊(13)。
6.根据权利要求5所述的一种复合吸水芯体生产设备,其特征在于:所述第二机组(2)包括第一熔喷模头(21)、引导板(22)、第二成网机(23)、两第二压合辊(24)、第一热轧机(25),所述第一熔喷模头(21)正下方设置所述引导板(22),所述引导板(22)、第二成网机(23)、两第二压合辊(24)、第一热轧机(25)沿输送方向依次设置,所述引导板(22)横截面呈弧形结构,所述引导板(22)用于将第一熔喷模头(21)喷出的熔喷纤维引导输送第二成网机(23)上,两所述第二压合辊(24)用于压合疏水纺粘层(a)与疏水熔喷层(b),所述第一热轧机(25)用于复合疏水纺粘层(a)与疏水熔喷层(b)。
7.根据权利要求6所述的一种复合吸水芯体生产设备,其特征在于:所述第三机组(3)包括第二熔喷模头(31)、引导辊(32)、第三成网机(33)、涂胶辊(34)、振动给料箱(36)、振动电机(361)、布料辊(35)、两第三压合辊(38),所述引导辊(32)、第三成网机(33)、涂胶辊(34)、布料辊(35)、两第三压合辊(38)沿输送方向依次设置,所述引导辊(32)设置于第二熔喷模头(31)正下方,所述第二熔喷模头(31)用于向第三成网机(33)喷出并丝状的熔喷纤维,所述布料辊(35)表面成形有给料圆网(351),所述布料辊(35)正上方设置所述振动给料箱(36),所述振动电机(361)设置于振动给料箱(36)外侧壁上。
8.根据权利要求7所述的一种复合吸水芯体生产设备,其特征在于:所述第三机组(3)还包括挡料板(37),所述振动给料箱(36)外侧壁上设置所述挡料板(37),所述挡料板(37)呈弧形结构,所述挡料板(37)包裹布料辊(35)的后半侧用于防止sap退出布料辊(35)。
9.根据权利要求8所述的一种复合吸水芯体生产设备,其特征在于:所述第五机组(5)包括放卷亲水非织造层(e)的第二放卷机(51)、用于引导亲水非织造层(e)输送的多条第二导布辊、用于将亲水非织造层(e)与其他结构叠合的两第四压合辊(52),所述第二放卷机(51)、多个第二导布辊、两第四压合辊(52)依次设置。
10.一种如权利要求9所述的复合吸水芯体生产方式,其特征在于:包括以下步骤:
技术总结
本发明公开了一种非织造复合吸水芯体及生产设备与生产方式,其中,非织造复合吸水芯体包括由下至上依次设置的疏水纺粘层a、疏水熔喷层b、蓬松吸水层c、疏导层d、亲水非织造层e,蓬松吸水层c顶面排布有SAP,疏水熔喷层b覆盖蓬松吸水层c顶面用于阻隔SAP漏出;该吸水芯体通过设置五层结构,疏水纺粘层、疏水熔喷层、蓬松吸水层、疏导层、纺粘复合层,其中,利用蓬松吸水层容纳SAP,以提高蓬松吸水层的吸水保水能力,配合疏水熔喷层,有效阻隔蓬松吸水层的SAP漏出,从而提高整体的吸水保水能力,且可使本发明的吸水芯体使用寿命长,实现制造出非织造的复合吸水芯体。
技术研发人员:邓伟添,邓伟雄,陈文杰,李孙辉
受保护的技术使用者:广东必得福医卫科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!