一种营养膳食胶囊外壳成型工艺的制作方法
本发明涉及胶囊外壳成型,具体为一种营养膳食胶囊外壳成型工艺。
背景技术:
1、空心胶囊由药用明胶加辅料精制而成的帽、体两节胶囊壳组成,主要用于盛装固体及液体药物,如自制散剂、保健品、药剂等,为服用者解决了难入口、口感差的问题,真正实现了良药不再苦口,首先胶囊的形状细长,易于吞服。在膳食胶囊外壳生产过程中,涉及到壳体加热干燥工序,空心胶囊壳体输送到加热箱中,胶囊壳体在热气环境中被烘热干燥,由于热气流运动的不规律性,传统技术是所有胶囊壳体共同加热,这样胶囊壳体加热过程中可能出现加热不均匀和局部干燥缓慢的问题,对加热干燥机构进行改进研发,来提升整个烘热干燥工作质量,对制药领域具有重要意义,为此我们提供了一种营养膳食胶囊外壳成型工艺。
技术实现思路
1、本发明的目的在于提供一种营养膳食胶囊外壳成型工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种营养膳食胶囊外壳成型工艺,包括以下步骤:
3、步骤一:溶胶,将原料注入到溶胶池中,搅拌器充分搅拌和加热原料液体,直至溶胶混料均匀;
4、步骤二:蘸胶制坯,输送机构控制控制板移动,控制板上的单元柱插入到溶胶池中,单元柱没入到溶胶液中的规定深度后提起控制板,单元柱底端裹有胶囊壳;
5、步骤三:干燥,坯架输送进入干燥箱,随后坯架下落盖在烘热架上,烘热架持续对胶囊壳烘热干燥,干燥完毕后坯架上升,随后坯架输送离开干燥箱;
6、步骤四:拔壳切割,拔壳机构将胶囊壳从单元柱上取下来,随后切割机构将胶囊壳端部边缘不规则部分切割下来,剩余部分的成品胶囊壳被收集送走。
7、优选的,所述步骤三中的烘热架上方分布有坯架,坯架包括所述步骤二中的控制板、单元柱和胶囊壳,所述控制板底部固定有多个均匀分布的单元柱,每个单元柱底端套有胶囊壳。
8、优选的,所述烘热架包括制动装置、隔热板、烘热单元和管道部,所述制动装置支撑控制隔热板,所述隔热板上方连接有多个均匀分布的烘热单元,隔热板的底部连接有管道部,管道部和烘热单元相连接,每个胶囊壳对应凸出到一个烘热单元中,制动装置上固定有多个平行分布的横撑杆,每个横撑杆对应连接一排烘热单元。
9、优选的,所述制动装置包括l型底板、中层架、第一制动板、凹折框和第二制动板,所述l型底板的上方分布有中层架,中层架包括横板和横板一侧固定的两个凹折板,l型底板的两侧通过设置两排滚轮支撑中层架,中层架的一端固定有第一制动板,第一制动板滑动穿过l型底板上开设的方孔,中层架固定在凹折框下方,第二制动板的一端固定在隔热板上,第二制动板滑动穿过凹折框上开设的方孔,凹折框的两端均设置一排滚轮,且凹折框通过两排滚轮支撑隔热板的两侧边缘,横撑杆一端固定在l型底板上。
10、优选的,所述管道部包括l型进水管、l型出水管、集成出水管和集成进水管,每个l型出水管一侧平行分布有一个l型进水管,且l型进水管和l型出水管共同连接一排烘热单元,所有l型出水管的一端和一个集成出水管固定连通,所有l型进水管的一端和一个集成进水管固定连通。
11、优选的,所述烘热单元包括l型顶板、中筒、副控环和烘热部,所述副控环内齿圈和内齿圈一侧固定的l型板,副控环的l型板一端固定在l型顶板上,l型顶板一端固定在横撑杆上,且l型顶板另一端固定有中筒,单元柱带动胶囊壳从中筒中穿过,中筒的底端连接有烘热部,烘热部分布在副控环的内齿圈中,且烘热部和副控环传动连接,隔热板支撑控制烘热部,烘热部分别与l型出水管和l型进水管连接。
12、优选的,所述烘热部包括控制体、制动盘、l型随动柱、j型管件、气盒和螺旋散热管,所述螺旋散热管的两个端部均贯穿隔热板的壳体,且螺旋散热管一端和l型出水管固定连通,且另一端和l型进水管固定连通,l型随动柱一端固定在螺旋散热管上,且另一端固定在制动盘上,制动盘和控制体中部对接,控制体一端和中筒连接,且另一端固定有气盒,气盒一侧固定有j型管件,副控环的内齿圈传动j型管件。
13、优选的,所述控制体包括l型板和l型板一端固定的环体,控制体的环体活动套在中筒外部,控制体的l型板中部开设圆孔,且圆孔中套接有制动盘。
14、优选的,所述j型管件包括齿轮、风轴、v型架、风扇和j型管,所述j型管中分布有齿轮、风轴、v型架和风扇,所述j型管一端和气盒固定连通,v型架支撑风轴,风轴一端固定有齿轮,齿轮和副控环的内齿圈啮合,风轴的另一端固定有风扇。
15、优选的,所述气盒形状为板盒,且板盒一侧壳体上开设一排板孔,另一侧壳体上贯穿有j型管的端口,v型架的端部固定在j型管的内壁上,风轴套接在v型架上开设的通孔中,j型管的壳体上开设供副控环内齿圈通过的弧形板孔。
16、与现有技术相比,本发明的有益效果是:
17、1.每个胶囊壳的周围均有一个烘热单元进行独立烘热干燥,这样相较于传统技术中的集中烘热,独立烘热可以保证每个胶囊壳被高质量烘热干燥,避免烘热不均匀影响胶囊壳的成品质量。
18、2.本发明通过控制隔热板画圈式运动,进而控制所有的螺旋散热管环绕运动,螺旋散热管环绕胶囊壳过程中,气盒吹出的气流携带螺旋散热管上散出的热量冲击到胶囊壳上,从而使胶囊壳快速干燥。
技术特征:
1.一种营养膳食胶囊外壳成型工艺,其特征在于,包括以下步骤:
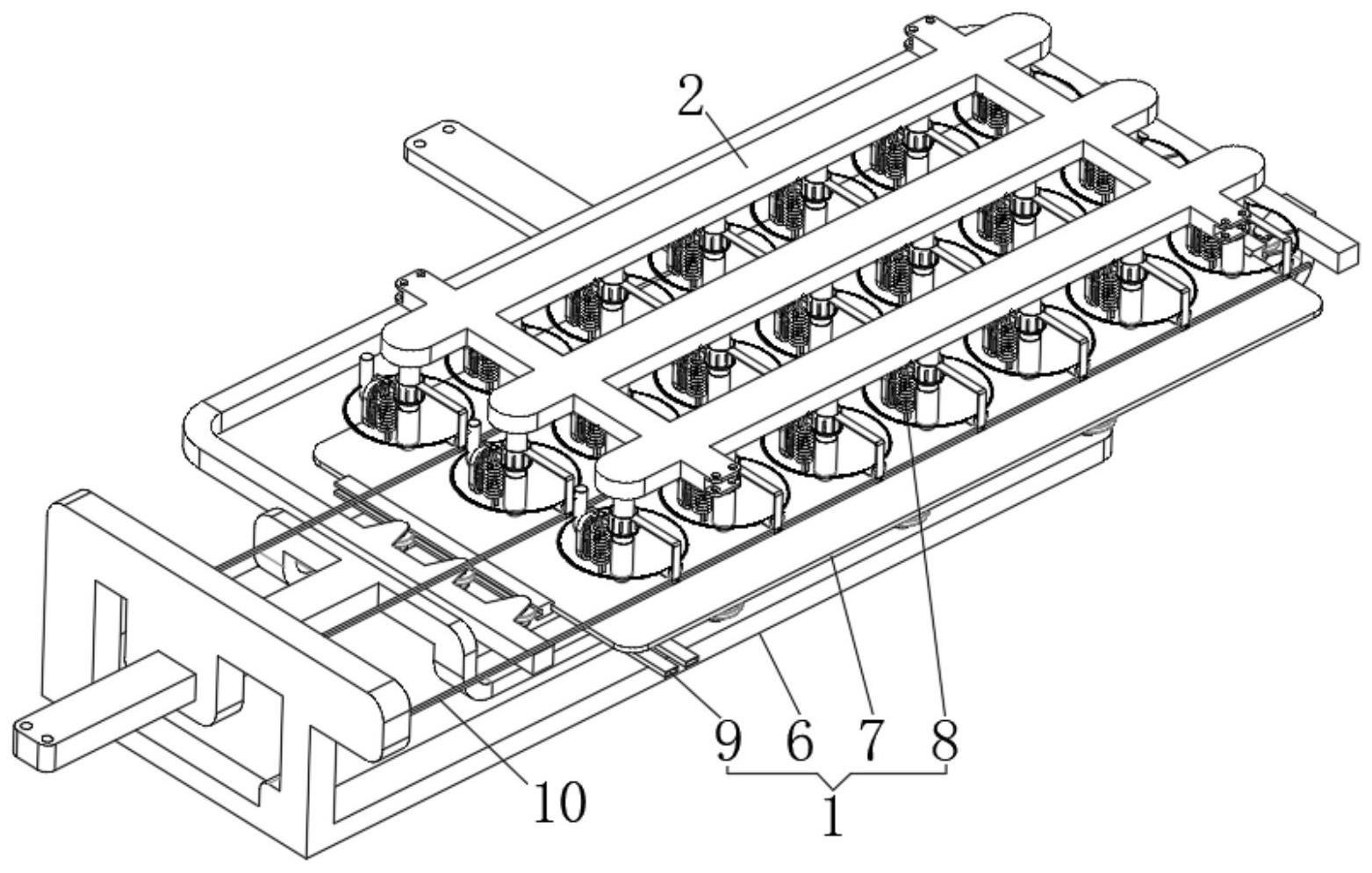
2.根据权利要求1所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述步骤三中的烘热架(1)上方分布有坯架(2),坯架(2)包括所述步骤二中的控制板(3)、单元柱(4)和胶囊壳(5),所述控制板(3)底部固定有多个均匀分布的单元柱(4),每个单元柱(4)底端套有胶囊壳(5)。
3.根据权利要求2所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述烘热架(1)包括制动装置(6)、隔热板(7)、烘热单元(8)和管道部(9),所述制动装置(6)支撑控制隔热板(7),所述隔热板(7)上方连接有多个均匀分布的烘热单元(8),隔热板(7)的底部连接有管道部(9),管道部(9)和烘热单元(8)相连接,每个胶囊壳(5)对应凸出到一个烘热单元(8)中,制动装置(6)上固定有多个平行分布的横撑杆(10),每个横撑杆(10)对应连接一排烘热单元(8)。
4.根据权利要求3所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述制动装置(6)包括l型底板(11)、中层架(12)、第一制动板(13)、凹折框(14)和第二制动板(15),所述l型底板(11)的上方分布有中层架(12),中层架(12)包括横板和横板一侧固定的两个凹折板,l型底板(11)的两侧通过设置两排滚轮支撑中层架(12),中层架(12)的一端固定有第一制动板(13),第一制动板(13)滑动穿过l型底板(11)上开设的方孔,中层架(12)固定在凹折框(14)下方,第二制动板(15)的一端固定在隔热板(7)上,第二制动板(15)滑动穿过凹折框(14)上开设的方孔,凹折框(14)的两端均设置一排滚轮,且凹折框(14)通过两排滚轮支撑隔热板(7)的两侧边缘,横撑杆(10)一端固定在l型底板(11)上。
5.根据权利要求3所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述管道部(9)包括l型进水管(16)、l型出水管(17)、集成出水管(18)和集成进水管(19),每个l型出水管(17)一侧平行分布有一个l型进水管(16),且l型进水管(16)和l型出水管(17)共同连接一排烘热单元(8),所有l型出水管(17)的一端和一个集成出水管(18)固定连通,所有l型进水管(16)的一端和一个集成进水管(19)固定连通。
6.根据权利要求5所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述烘热单元(8)包括l型顶板(20)、中筒(21)、副控环(22)和烘热部(23),所述副控环(22)内齿圈和内齿圈一侧固定的l型板,副控环(22)的l型板一端固定在l型顶板(20)上,l型顶板(20)一端固定在横撑杆(10)上,且l型顶板(20)另一端固定有中筒(21),单元柱(4)带动胶囊壳(5)从中筒(21)中穿过,中筒(21)的底端连接有烘热部(23),烘热部(23)分布在副控环(22)的内齿圈中,且烘热部(23)和副控环(22)传动连接,隔热板(7)支撑控制烘热部(23),烘热部(23)分别与l型出水管(17)和l型进水管(16)连接。
7.根据权利要求6所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述烘热部(23)包括控制体(24)、制动盘(25)、l型随动柱(26)、j型管件(27)、气盒(28)和螺旋散热管(29),所述螺旋散热管(29)的两个端部均贯穿隔热板(7)的壳体,且螺旋散热管(29)一端和l型出水管(17)固定连通,且另一端和l型进水管(16)固定连通,l型随动柱(26)一端固定在螺旋散热管(29)上,且另一端固定在制动盘(25)上,制动盘(25)和控制体(24)中部对接,控制体(24)一端和中筒(21)连接,且另一端固定有气盒(28),气盒(28)一侧固定有j型管件(27),副控环(22)的内齿圈传动j型管件(27)。
8.根据权利要求7所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述控制体(24)包括l型板和l型板一端固定的环体,控制体(24)的环体活动套在中筒(21)外部,控制体(24)的l型板中部开设圆孔,且圆孔中套接有制动盘(25)。
9.根据权利要求7所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述j型管件(27)包括齿轮(30)、风轴(31)、v型架(32)、风扇(33)和j型管(34),所述j型管(34)中分布有齿轮(30)、风轴(31)、v型架(32)和风扇(33),所述j型管(34)一端和气盒(28)固定连通,v型架(32)支撑风轴(31),风轴(31)一端固定有齿轮(30),齿轮(30)和副控环(22)的内齿圈啮合,风轴(31)的另一端固定有风扇(33)。
10.根据权利要求9所述的一种营养膳食胶囊外壳成型工艺,其特征在于:所述气盒(28)形状为板盒,且板盒一侧壳体上开设一排板孔,另一侧壳体上贯穿有j型管(34)的端口,v型架(32)的端部固定在j型管(34)的内壁上,风轴(31)套接在v型架(32)上开设的通孔中,j型管(34)的壳体上开设供副控环(22)内齿圈通过的弧形板孔。
技术总结
本发明涉及胶囊外壳成型技术领域,具体为一种营养膳食胶囊外壳成型工艺,包括以下步骤:步骤一:溶胶,步骤二:蘸胶制坯,步骤三:干燥,坯架输送进入干燥箱,随后坯架下落盖在烘热架上,烘热架持续对胶囊壳烘热干燥,干燥完毕后坯架上升,随后坯架输送离开干燥箱,步骤四:拔壳切割,每个胶囊壳的周围均有一个烘热单元进行独立烘热干燥,这样相较于传统技术中的集中烘热,独立烘热可以保证每个胶囊壳被高质量烘热干燥,避免烘热不均匀影响胶囊壳的质量,通过控制隔热板画圈式运动,进而控制所有的螺旋散热管环绕运动,螺旋散热管环绕胶囊壳过程中,气盒吹出的气流携带螺旋散热管上散出的热量冲击到胶囊壳上,从而使胶囊壳快速干燥。
技术研发人员:罗雪源,罗以杰,谷忠
受保护的技术使用者:耐康生物科技(广东)集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!