一种焊接塑柄针灸针及其制作方法与流程
本发明涉及医疗器械领域,更具体地说是一种焊接塑柄针灸针及其制作方法。
背景技术:
1、目前中医用针灸针是属于微型医疗器械,针体的直径小到0.10mm,且针柄2mm左右。因此塑柄针灸针针体和针柄连接得牢固性一直以来制约着业界的安全操作。常规的方法是将针体的端头弯曲,用强力将针体弯曲部分拉入针柄内,使针体固定于针柄内,达到一定的牢度指标。尽管针体塞于针柄内,由于针柄内径大于针体的直径,其端头有间隙的、有缺口,针体和针柄之间缺乏有效的连接,存在着较多的安全隐患。而且,由于塑柄的内孔不能做到很小,较细针体压弯穿入后牢度不够,此方式只能用于粗针体,并且粗针体为了保证牢度,压弯较大,导致穿入后塑柄有些弯曲,针体倾斜等问题。
2、针对以上问题,目前市场上还有两种塑柄针灸针,一种是挤塑柄点胶塑柄针灸针,另一种是注塑柄一次成型的塑柄针灸针,市场大多数使用的是挤塑柄点胶塑柄针灸针。
3、本申请申请人也曾递交了专利号为2019105858651的专利申请,公开日为2019年9月24日,是通过紫外光固化胶水点胶方式使针体和针柄进行装配连接,由于这种紫外光固化胶水需要有一定的粘稠度,因此流动性受到限制,对从塑管柄口点胶进入塑管柄口内的胶水量和胶水渗入塑管柄口内的深浅存在着不均匀的问题,从而导致胶水固化以后对针体在里面的牢度也存在不均匀性;同时点胶本身也会导致胶水在塑管柄口外部的溢出造成污染,常常发现胶水固化干燥不透,生产过程中存在塑管柄与塑管柄之间粘连现象:而且这种紫外光胶水通常成本较高。同时,对于一次成型的注塑方式制造的注塑塑柄针灸针,虽然塑柄和针体的牢固度和均匀性都得到了大幅度的提高和改善,但是由于受到设备投资成本较高和生产效率较低,因此目前市场的需求量不能得到充分地放大,非常有限。
技术实现思路
1、1.发明要解决的技术问题
2、针对现有技术中通过点胶方式固定塑柄和针体的塑柄针灸针存在的牢度质量问题和其它种种不足,本发明提供了一种焊接塑柄针灸针及其制作方法,通过在针体设置凹部,在塑管柄管壁制作成型孔后形成凸部,凹部和凸部协同配合,将针体牢固的连接在塑管柄中,且制作简单、成本低。
3、2.技术方案
4、为达到上述目的,本发明提供的技术方案为:
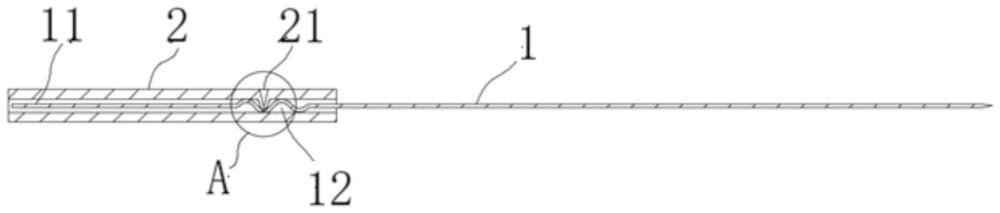
5、一种焊接塑柄针灸针,包括针体和塑管柄,塑管柄内壁经高温形成焊点,焊点凸起后形成凸部,所述凸部将针体固定连接于塑管柄内部;塑管柄的制作方式不限于挤塑、注塑等工艺生成。充分利用塑管柄的本身相对比较容易定位熔融的塑料材质,在其内侧形成固定针体的凸部,操作简单,固定连接的牢固性强。
6、进一步的技术方案,凸部处的塑管柄形成径向的成型孔。
7、进一步的技术方案,针体的固定端局部周面为经拉毛、磨砂或压扁处理后的拉毛、磨砂或压扁面,拉毛、磨砂或压扁面一般设置在与凸部连接处,以增加与凸部的连接面,提高牢固度。
8、进一步的技术方案,针体设置有凹部;所述凸部凸起在凹部中,将针体牢固固定在塑管柄中,即使是连接不牢固,也可以形成阻挡位,阻挡针体脱出塑管柄。
9、进一步的技术方案,凸部为塑管柄管壁受局部高温塌陷或挤压后形成,根据塑管柄相应的塑料材质的熔点选择相应的温度对为塑管柄的局部管壁进行加热处理后,该局部熔融塌陷或受挤压后即可形成凸部。
10、进一步的技术方案,凸部将凹部局部或全部包覆,进一步提高针体和塑管柄固定连接的牢固性。
11、进一步的技术方案,凸部为超声波加热、电加热、微波加热或摩擦生热式焊接生成,根据不同的塑料和管壁厚度选择相应的加热方式,可降低相应的制作成本。
12、进一步的技术方案,凹部设置于针体的固定端,优选尾部,以提高针体的工作端长度;尾部呈波浪或锯齿形,相应的凹部为1个或1个以上,方便在塑管柄上选择受热位点,也可以形成多道阻挡位。
13、进一步的技术方案,凸部为1个或1个以上,多位点受热形成凸部,可进一步提高连接的牢固性,连接不牢时,也可以形成多道阻挡位。
14、进一步的技术方案,凸部为在塑管柄周向形成的条状、弧状或环状,将连接面由点及线再及面,以提高凸部与凹部的固定连接面。
15、进一步的技术方案,凸部为契合波浪或锯齿的形状,无缝凸起在凹部中,以进一步提高连接的牢固性。
16、一种上述焊接塑柄针灸针的制作方法,步骤为:
17、s1、将针体的尾部压弯出凹部,并将凹部穿入塑管柄中;
18、s2、将高温的焊具尖端在凹部所在的塑管柄对应部位径向刺入,对应部位的塑柄材料高温熔融,熔融材料被焊具尖端径向压入进塑管柄中,塑管柄内壁塌陷或受挤压后形成凸部,凸起在凹部中;
19、s3、将受热点的焊具尖端拔出,塑管柄冷却后,形成径向的成型孔。
20、上述步骤根据需要可调换顺序。
21、进一步的制作方法,步骤s2中,塑管柄内壁塌陷或受挤压形成的凸部压紧并包裹住凹部。
22、3.有益效果
23、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
24、(1)本发明的一种焊接塑柄针灸针及其制作方法,充分利用塑管柄的本身相对比较容易定位熔融的塑料材质,焊接部位有时留下成型孔,并在其内侧形成固定针体的凸部,操作简单,固定连接的牢固性强;
25、(2)本发明的一种焊接塑柄针灸针及其制作方法,针体压弯成波浪形时,可加大焊接牢固度;
26、(3)本发明的一种焊接塑柄针灸针及其制作方法,针体固定端的针尾可压弯成波浪形,焊接端接触至波浪形时,可利用其弹性特质进行微调移位,使焊接后形成的凸部与凹部更加契合;
27、(4)本发明的一种焊接塑柄针灸针及其制作方法,成本低,可不引入其它焊材的焊接方式,节约用料,环境友好;
28、(5)本发明的一种焊接塑柄针灸针及其制作方法,塑管柄的制作方式不限于挤塑、注塑等工艺方式生成。
技术特征:
1.一种焊接塑柄针灸针,包括针体(1)和塑管柄(2),其特征在于:所述塑管柄(2)内壁经高温形成凸部(22),所述凸部(22)与针体(1)固定连接。
2.根据权利要求1所述的一种焊接塑柄针灸针,其特征在于:所述凸部(22)处的塑管柄(2)形成径向的成型孔(21)。
3.根据权利要求1所述的一种焊接塑柄针灸针,其特征在于:所述针体(1)的固定端局部周面为拉毛面、磨砂面或压扁面。
4.根据权利要求1所述的一种焊接塑柄针灸针,其特征在于:所述针体(1)设置有凹部(12);所述凸部(22)凸起在凹部(12)中。
5.根据权利要求1所述的一种焊接塑柄针灸针,其特征在于:所述凸部(22)为塑管柄(2)管壁受局部高温塌陷或挤压后形成。
6.根据权利要求4所述的一种焊接塑柄针灸针,其特征在于:所述凸部(22)将凹部(12)局部或全部包覆。
7.根据权利要求4所述的一种焊接塑柄针灸针,其特征在于:所述凸部(22)为超声波加热、电加热、微波加热或摩擦生热式焊接生成。
8.根据权利要求4所述的一种焊接塑柄针灸针,其特征在于:所述针体(1)的固定端呈波浪或锯齿形,相应的凹部(12)为1个或1个以上。
9.根据权利要求8所述的一种焊接塑柄针灸针,其特征在于:所述凸部(22)为1个或1个以上。
10.根据权利要求8所述的一种焊接塑柄针灸针,其特征在于:所述凸部(22)为在塑管柄(2)周向形成的条状、弧状或环状。
11.根据权利要求10所述的焊接塑柄针灸针,其特征在于:所述凸部(22)为契合波浪或锯齿的形状,无缝凸起在凹部(12)中。
12.一种根据权利要求1至11任一所述焊接塑柄针灸针的制作方法,其特征在于,步骤为:
技术总结
本发明公开了一种焊接塑柄针灸针及其制作方法,属于医疗器械领域。本发明的一种焊接塑柄针灸针,包括针体和塑管柄,塑管柄内壁经高温形成焊点,焊点凸起后形成凸部,所述凸部将针体固定连接于塑管柄内部,凸部为超声波加热、电加热、微波加热或摩擦生热式焊接生成,充分利用塑管柄的本身相对比较容易定位熔融的塑料材质,在其内侧形成固定针体的凸部,操作简单,固定连接的牢固性强,解决了现有工艺中塑柄针灸针的针体和塑管柄通过点胶方式连接的牢度不足等技术问题,并且这种焊接工艺技术可以实现自动化大规模量产。
技术研发人员:王伟春
受保护的技术使用者:马鞍山邦德医疗器械有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!