钛合金VAR熔炼搅拌强度的控制方法及控制装置与流程
本发明属于钛合金材料加工,涉及钛合金var熔炼搅拌强度的控制方法,还涉及钛合金var熔炼搅拌强度的控制装置。
背景技术:
1、钛合金具有密度小、比强度高、耐腐蚀性好、耐热性能优良等特点,在航天、航海等领域的应用越来越多。在优质钛合金铸锭的生产过程中,一般需要经过混料、电极压制、多次熔炼等一系列流程,其中铸锭第一次熔炼的主要目的是提高铸锭成分宏观均匀性和去除原材料中的部分杂质。在一次熔炼过程中,合适的搅拌参数可以有效促进熔液流动以及杂质元素的上浮,因此搅拌强度对铸锭的质量至关重要。
2、目前,相关的搅拌强度控制方案中,主要是依靠尝试不同搅拌参数然后进行解剖分析的方法,并根据剖析结果调整搅拌参数,实验周期长、成本大,并且由于材料的差异性以及分析误差可能导致铸锭的质量较低。
技术实现思路
1、本发明的目的是提供钛合金var熔炼搅拌强度的控制方法,有效提高铸锭成分宏观均匀性并去除原材料中的杂质,提升铸锭的质量,同时缩短搅拌强度的调试周期,降低试错成本。
2、本发明的另一目的是提供钛合金var熔炼搅拌强度的控制装置。
3、本发明所采用的技术方案是,钛合金var熔炼搅拌强度的控制方法,具体步骤如下:
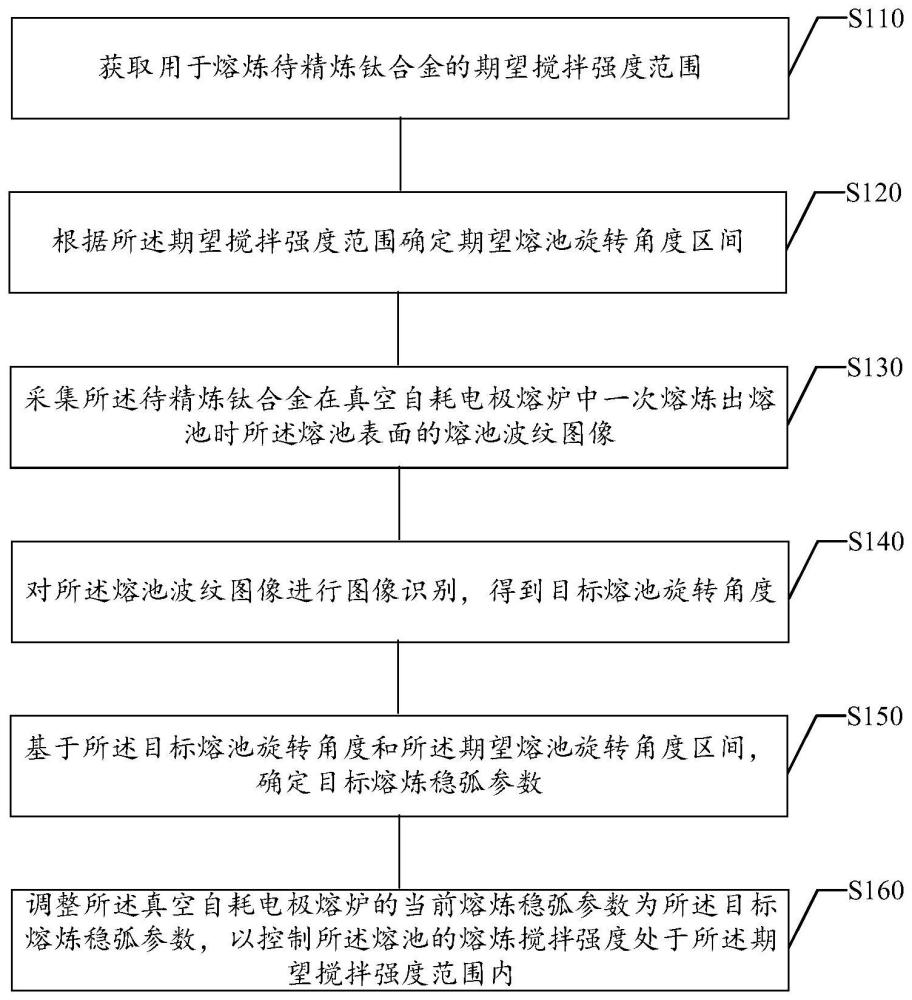
4、步骤1.获取用于钛合金var一次熔炼的期望搅拌强度范围;
5、步骤2.根据期望搅拌强度范围确定期望熔池旋转角度区间;
6、步骤3.采集钛合金在真空自耗电弧炉中一次熔炼熔池表面的熔池波纹图像;
7、步骤4.对熔池波纹图像进行图像识别,得到目标熔池旋转角度;
8、步骤5.基于目标熔池旋转角度和期望熔池旋转角度区间,确定目标熔炼稳弧参数;
9、步骤6.调整真空自耗电弧炉的当前熔炼稳弧参数为目标熔炼稳弧参数,以控制熔池的熔炼搅拌强度处于期望搅拌强度范围内。
10、本发明的特点还在于:
11、步骤1具体为:
12、步骤1.1.获取待炼钛合金的熔炼属性参数和真空自耗电弧炉对应的坩埚内径;熔炼属性参数至少包括钛合金熔炼时熔池深度、钛合金熔液密度和钛合金熔液黏度;
13、步骤1.2.根据熔炼属性参数和坩埚内径确定熔池搅拌功率密度,并将熔池搅拌功率密度作为期望搅拌强度范围。
14、步骤1.2中,熔池搅拌功率密度计算如下:
15、p=npρn3d5
16、
17、
18、
19、
20、
21、
22、其中,ε为搅拌功率密度,单位为w/kg;p为搅拌功率,单位为w;m为钛合金熔炼时熔池重量,单位为kg;np为功率转化系数;ρ为钛合金熔液密度,单位为kg/m3;n为熔池搅拌转速,单位为s-1;d为坩埚的内径,单位为m;re为雷诺数;z为熔池深度,单位为m;μ为钛合金熔液黏度,单位为pa·s;α、β为中间参数。
23、步骤2具体为:获取预先测算得到的转换系数;根据步骤1的期望搅拌强度范围以及转换系数确定期望熔池旋转角度区间。
24、期望熔池旋转角度区间计算公式为:
25、θ=k×ε
26、其中,θ表示期望熔池旋转角度区间,即熔池波纹与坩埚切角之间的夹角区间,k表示转换系数,为常数,取值范围为1×105~4×105。
27、步骤2中,期望熔池旋转角度区间为30°~50°。
28、步骤4具体为:将步骤3的熔池波纹图像进行图像划分,得到多个图像块;基于各图像块中的图像纹理特征筛选得到属于熔池波纹的图像区域;根据属于熔池波纹的图像区域确定熔池波纹与坩埚切角之间的夹角,并将熔池波纹与坩埚切角之间的夹角作为目标熔池旋转角度。
29、步骤5具体为:确定步骤4中目标熔池旋转角度与步骤2中期望熔池旋转角度区间的边界值之间的差值数据;根据差值数据确定目标熔炼稳弧参数。
30、步骤6中,将目标熔炼稳弧参数作为控制与待精炼钛合金同类型的钛合金的熔炼搅拌强度的熔炼稳弧参数。
31、本发明所采用的另一技术方案是,钛合金var熔炼搅拌强度的控制装置,包括:
32、期望搅拌强度获取模块,用于获取用于熔炼待精炼钛合金的期望搅拌强度范围;
33、期望熔池旋转角度确定模块,用于根据期望搅拌强度范围确定期望熔池旋转角度区间;
34、熔池波纹图像采集模块,用于采集待精炼钛合金在真空自耗电弧炉中一次熔炼出熔池时熔池表面的熔池波纹图像;
35、目标熔池旋转角度确定模块,用于对熔池波纹图像进行图像识别,得到目标熔池旋转角度;
36、熔炼稳弧参数确定模块,用于基于目标熔池旋转角度和期望熔池旋转角度区间,确定目标熔炼稳弧参数;
37、熔炼搅拌强度调整模块,用于调整真空自耗电弧炉的当前熔炼稳弧参数为目标熔炼稳弧参数,以控制熔池的熔炼搅拌强度处于期望搅拌强度范围内。
38、本发明的有益效果是:
39、本发明的钛合金var熔炼搅拌强度的控制方法,一方面,通过期望搅拌强度范围,确定期望熔池旋转角度区间,通过观察熔池波纹图像得到目标熔池旋转角度,并通过熔池旋转角度实现对搅拌强度的调整,可以有效提高铸锭成分宏观均匀性并去除原材料中的杂质,提升铸锭的质量;另一方面,根据确定的目标熔池旋转角度,可一次性找到合适的搅拌参数即目标熔炼稳弧参数,不需要重复尝试不同的搅拌参数并解剖分析铸锭,有效缩短搅拌强度的调试周期,降低试错成本;
40、本发明的钛合金var熔炼搅拌强度的控制装置,获取用于熔炼待精炼钛合金的期望搅拌强度范围,根据期望搅拌强度范围确定期望熔池旋转角度区间;采集待精炼钛合金在真空自耗电弧炉中一次熔炼出熔池时熔池表面的熔池波纹图像,并通过对熔池波纹图像进行图像识别,得到目标熔池旋转角度,进而基于目标熔池旋转角度和期望熔池旋转角度区间,确定目标熔炼稳弧参数,最后调整真空自耗电弧炉的当前熔炼稳弧参数为目标熔炼稳弧参数,以控制熔池的熔炼搅拌强度处于期望搅拌强度范围内。
技术特征:
1.钛合金var熔炼搅拌强度的控制方法,其特征在于,具体步骤如下:
2.根据权利要求1所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,所述步骤1具体为:
3.根据权利要求2所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,步骤1.2中,所述熔池搅拌功率密度计算如下:
4.根据权利要求1所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,所述步骤2具体为:获取预先测算得到的转换系数;根据步骤1的所述期望搅拌强度范围以及所述转换系数确定期望熔池旋转角度区间。
5.根据权利要求4所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,所述期望熔池旋转角度区间计算公式为:
6.根据权利要求1或4所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,步骤2中,所述期望熔池旋转角度区间为30°~50°。
7.根据权利要求1所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,步骤4具体为:将步骤3的所述熔池波纹图像进行图像划分,得到多个图像块;基于各所述图像块中的图像纹理特征筛选得到属于熔池波纹的图像区域;根据所述属于熔池波纹的图像区域确定熔池波纹与坩埚切角之间的夹角,并将所述熔池波纹与坩埚切角之间的夹角作为目标熔池旋转角度。
8.根据权利要求1所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,所述步骤5具体为:确定步骤4中所述目标熔池旋转角度与步骤2中所述期望熔池旋转角度区间的边界值之间的差值数据;根据所述差值数据确定目标熔炼稳弧参数。
9.根据权利要求1所述的钛合金var熔炼搅拌强度的控制方法,其特征在于,所述步骤6中,将所述目标熔炼稳弧参数作为控制与待精炼钛合金同类型的钛合金的熔炼搅拌强度的熔炼稳弧参数。
10.钛合金var熔炼搅拌强度的控制装置,其特征在于,包括:
技术总结
本发明公开的钛合金VAR熔炼搅拌强度的控制方法,步骤为:获取期望搅拌强度范围,并根据期望搅拌强度范围确定期望熔池旋转角度区间;采集钛合金在一次熔炼熔池的熔池波纹图像;对熔池波纹图像进行图像识别,得到目标熔池旋转角度;基于目标熔池旋转角度和期望熔池旋转角度区间,确定目标熔炼稳弧参数;调整真空自耗电弧炉的当前熔炼稳弧参数为目标熔炼稳弧参数,以控制熔池的熔炼搅拌强度处于期望搅拌强度范围内。本发明的钛合金VAR熔炼搅拌强度的控制方法及控制装置,能有效提高铸锭成分宏观均匀性并去除原材料中的杂质,提升钛合金铸锭的质量同时降低获取合理熔炼参数的成本。
技术研发人员:刘向宏,赵根安,付杰,贾杰,赵熠,王凯旋,和永岗,杜予晅,冯勇
受保护的技术使用者:西部超导材料科技股份有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!