一体成型的医用双腔增强管道及其制备方法与流程
本发明属于针织,具体涉及一种一体成型的医用双腔管增强管道及其制备方法。
背景技术:
1、危急重患者在护理过程中气管处常产生过多分泌物,需要及时清除,由于患者心肺功能弱,使用吸痰单腔管容易中断供氧,造成低氧血症的发生,而双腔气管导管两个腔体分别连接吸痰装置与供氧装置,能够在吸痰的同时实现供氧,是临床中常用的气管导管。常见导管材料为乳胶、硅胶或聚氯乙烯等材质,多为疏水性材料,使用时会产生较大摩擦力,特别是管体的第一腔管与第二腔管分叉部位容易受到撕扯力影响导致破损,使用寿命短,因此,对双腔导管的进一步研究具有重大意义。
2、针织结构纺织品具有顺应性高、线圈稳定性好、结构设计灵活多变等特点,已广泛应用于各种生物医疗领域。根据成形编织原理可以分为单筒型和分支筒型,能够满足多种医用管状纺织品的需求。目前,对于多腔管状针织物的研究应用较少,小直径管状织物的开发存在一定生产难度。
技术实现思路
1、本发明是为了解决现有的气管导管以乳胶、硅胶或聚氯乙烯等材料为原料制备时摩擦力较大易破损、导致使用寿命短的问题,提供了一种由无缝针织技术制备得到一体成型医用双腔增强管道的织造方法。
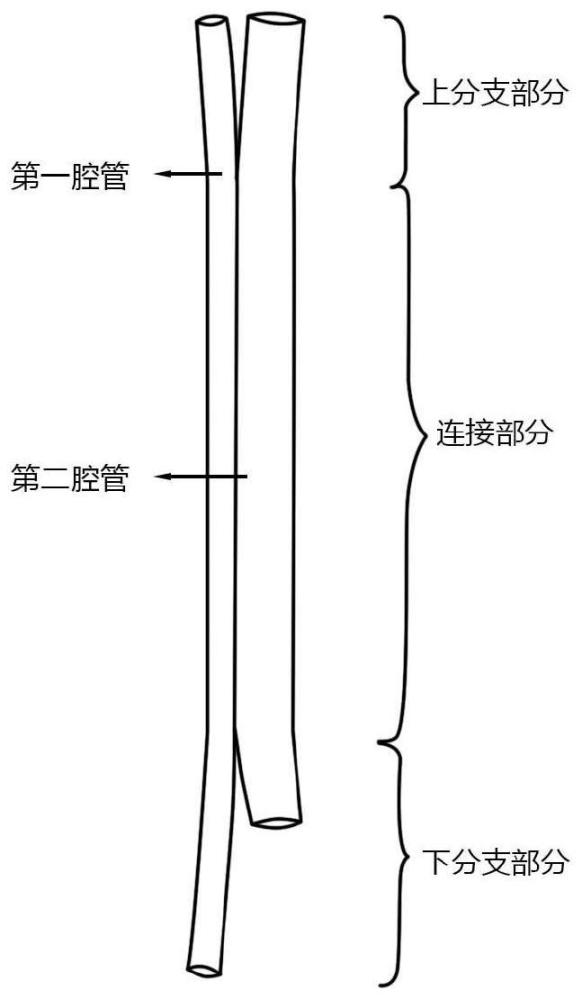
2、本发明采用如下技术方案: 一种一体成型的医用双腔增强管道,其特征在于:包括独立的第一腔管和第二腔管,双腔增强管道从上至下包括:上分支部分、连接部分和下分支部分,所述第一腔管和第二腔管的上分支部分相互分离,所述第一腔管和第二腔管下分支部分相互分离,所述连接部分中第一腔管和第二腔管的管壁相连接,双腔增强管采用经编无底无缝技术编织而成,主要由变化薄组织、变化编链组织、变化薄组织的缝合组织和变化薄组织的侧缝连接组织构成。
3、进一步的,所述第一腔管和第二腔管的外径为5-15mm。
4、进一步的,所述第一腔管的长度为48-52cm,第一腔管比第二腔管长5-10cm。
5、一体成型的医用双腔增强管道的编织方法:包括如下步骤:
6、(1)采用双针床贾卡经编机进行编织,前后针床各有两把反向垫纱的半机号贾卡梳,组成一把满机号梳栉,分别为位于前针床的梳栉jb1.1和梳栉jb1.2,位于后针床的梳栉jb2.1和梳栉jb2.2,均满穿75d涤纶复丝;
7、(2)第一腔管和第二腔管的筒管由复合贾卡组织编织而成,变化薄组织与变化编链组织横、纵向一隔一相间组合形成网孔结构:梳栉jb1.1和梳栉jb1.2在前针床编织成圈,编织管身前片,梳栉jb2.1和梳栉jb2.2在后针床编织成圈,编织管身后片;
8、(3)第一腔管的左侧侧缝与第二腔管的右侧侧缝以及上、下分叉部位内部侧缝采用变化薄组织的侧缝连接组织:梳栉jb1.1、梳栉jb1.2和梳栉jb2.1、梳栉jb2.2同时在前针床和后针床成圈编织腔管连接前后片形成侧缝;
9、(4)连接部分采用变化薄组织的缝合组织分隔两腔管,梳栉jb1.1、梳栉jb1.2、梳栉jb2.1和梳栉jb2.2在前针床成圈的同时在后针床成圈,完成中间连接部分的缝合;
10、(5)第二腔管长度较第一腔管短,分别在第一腔管最下端和第二腔管距下端设计分割记号区域,下机后剪断,制备得到双腔增强管道。
11、进一步的,所述双针床贾卡经编机机号为e32-e36。
12、本发明的优点具体如下:
13、(1)本发明制备得到的双腔增强管道一体成型,无需缝纫,经编无底成形技术织造的织物网孔结构稳定、轻薄通透,不易脱丝,顺应性高,对导管弹性回复率影响小,同时实现了对双腔分叉位置的保护,减少了撕扯力的影响,提高了导管的使用寿命。
14、(2)本发明制备得到的管状织物无需地梳,通过经编成形技术设计不同的横向针数能够获得不同管径、不同形态的管筒,满足各种规格导管的特殊需求。
15、(3)本发明的双腔增强管道采用经编成形技术能够一次生产多件相同或不同筒径的管状织物,生产效率高,且降低了生产成本。
技术特征:
1.一种一体成型的医用双腔增强管道,其特征在于:包括独立的第一腔管和第二腔管,双腔增强管道从上至下包括:上分支部分、连接部分和下分支部分,所述第一腔管和第二腔管的上分支部分相互分离,所述第一腔管和第二腔管下分支部分相互分离,所述连接部分中第一腔管和第二腔管的管壁相连接,双腔增强管采用经编无底无缝技术编织而成,主要由变化薄组织、变化编链组织、变化薄组织的缝合组织和变化薄组织的侧缝连接组织构成。
2.如权利要求1所述的一体成型的医用双腔增强管道,其特征在于:所述第一腔管和第二腔管的外径为5-15mm。
3.如权利要求2所述的一体成型的医用双腔增强管道,其特征在于:所述第一腔管和第二腔管的外径不同。
4.如权利要求1所述的一体成型的医用双腔增强管道,其特征在于:所述第一腔管的长度为48-52cm,第一腔管比第二腔管长5-10cm。
5.如权利要求1所述的一体成型的医用双腔增强管道的编织方法,其特征在于:包括如下步骤:
6.如权利要求5所述的一体成型的医用双腔增强管道的编织方法,其特征在于:所述双针床贾卡经编机机号为e32-e36。
技术总结
本发明涉及一种一体成型的医用双腔增强管道及其制备方法,包含第一腔管和第二腔管,所述增强管道通过经编无底无缝技术编织而成,主体由贾卡复合组织形成网孔结构,部分贾卡导纱针在前后针床轮流垫纱将腔管分隔成两个不同管径的第一腔管和第二腔管,第一腔管和第二腔管上下两端分开,中段一体相连但不相通。本发明制备得到的双腔增强管道一体成型,结构稳定,顺应性好,能够实现对双腔管分叉部位的保护,减少撕扯力的影响,延长导管的使用寿命,通过调节织物横向针数,增强管道的管径尺寸变化灵活,适用于不同规格的导管需求。
技术研发人员:储开元,马丕波,储云明,姚思宏,储晶,董智佳
受保护的技术使用者:江苏华宜医用新材料有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!