内窥镜镜体及其连接工艺的制作方法
本申请涉及内窥镜,特别是涉及内窥镜镜体及其连接工艺。
背景技术:
1、内窥镜装置是现代医学中进行疾病诊断和治疗不可缺少的设备,通常包含镜体部分和手柄部分。
2、目前的内窥镜的镜体部分具有呈细长形状的柔性插入部,插入部的前端是集成了图像传感器和光源的先端头,插入部内设有可对先端头的弯曲方向和弯曲程度进行控制的蛇骨件,医生在将插入部的先端头插入到被检体的体腔内后,可在不切开被检体的情况下获取患者体腔内的体内图像,减小患者负担。
3、为保证插入部的密封效果,防止先端头因进入液体而产生不良,需在蛇骨件安装时将其外皮与先端头的外表面及插入件的外表面用光学胶进行粘接。然而,光学胶粘接方式需要耗费大量人工及材料成本,且每次点胶之后需要光固化,效率较低,还易出现因点胶不匀或局部缺胶的情况影响密封效果的情况,可靠性较差。
技术实现思路
1、基于此,有必要针对上述光学胶粘接方式成本高、效率低、可靠性差的问题,提供一种内窥镜镜体及其连接工艺。
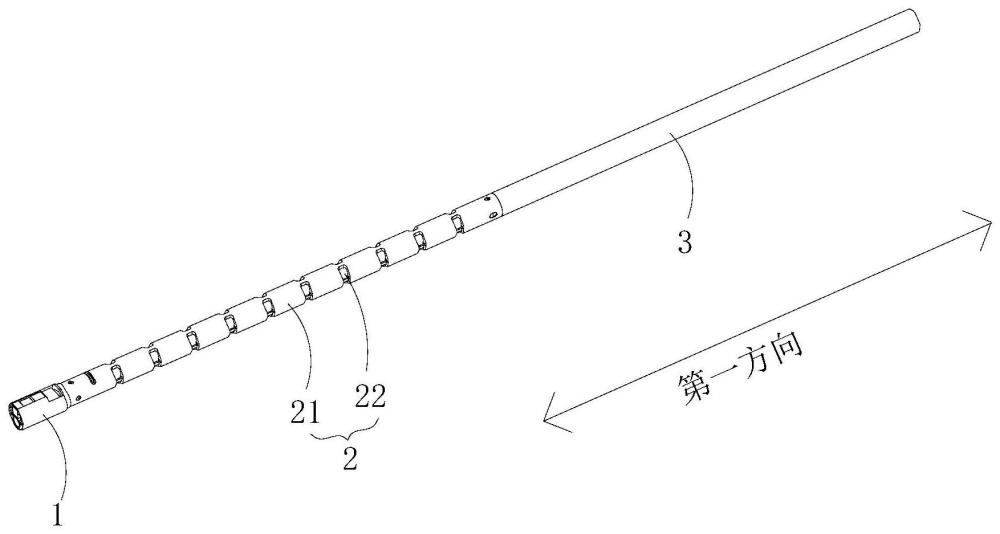
2、根据本申请的一方面,提供一种内窥镜镜体,包括先端头、蛇骨件和插入件,所述先端头和所述插入件沿第一方向间隔设置;
3、所述蛇骨件包括热塑部件和蛇骨部件,沿所述第一方向,所述蛇骨部件的两端分别与所述先端头和所述插入件连接,所述热塑部件环绕所述蛇骨部件的外周面设置,且所述热塑部件的两端分别包覆并熔接在所述先端头的外周面和所述插入件的外周面上。
4、在其中一个实施例中,所述热塑部件沿垂直于所述第一方向的截面形状为环形,所述先端头沿垂直于所述第一方向的截面外轮廓为圆形或椭圆形,所述插入件沿垂直于所述第一方向的截面外轮廓为圆形或椭圆形。
5、根据本申请的另一方面,提供一种内窥镜镜体的连接工艺,用于上述任意一项实施例中的内窥镜镜体的生产,包括以下步骤:
6、将蛇骨部件的两端分别与先端头和插入件连接;
7、将热塑部件套在蛇骨部件上,热塑部件的两端分别包覆在先端头的外周面和插入件的外周面上;
8、对蛇骨件与先端头接触的部分进行熔接,对蛇骨件与插入件接触的部分进行熔接。
9、在其中一个实施例中,所述对蛇骨件与插入件接触的部分进行熔接,包括:
10、使用热压治具对热塑部件与先端头接触的部分进行加热熔接。
11、在其中一个实施例中,所述使用热压治具对热塑部件与先端头接触的部分进行加热熔接,包括:
12、将热塑部件与先端头接触的部分放置于热压治具内,并使热塑部件相背离的两个第一侧面与热压治具接触;
13、控制热压治具对热塑部件的两个第一侧面进行加热,使热塑部件的两个第一侧面熔接在先端头上;
14、以沿第一方向的轴线为轴旋转热塑部件和先端头,使热塑部件相背离的两个第二侧面与热压治具接触;
15、控制热压治具对热塑部件的两个第二侧面进行加热,使热塑部件的两个第二侧面熔接在先端头上;
16、其中,第二侧面位于两个第一侧面之间,并与两个第一侧面连接。
17、在其中一个实施例中,所述对蛇骨件与插入件接触的部分进行熔接,包括:
18、使用热压治具对热塑部件与插入件接触的部分进行加热熔接。
19、在其中一个实施例中,所述使用热压治具对热塑部件与插入件接触的部分进行加热熔接,包括:
20、将热塑部件与插入件接触的部分放置于热压治具内,并使热塑部件相背离的两个第三侧面与热压治具接触;
21、控制热压治具对热塑部件的两个第三侧面进行加热,使热塑部件的两个第三侧面熔接在插入件上;
22、以沿第一方向的轴线为轴旋转热塑部件和插入件,使热塑部件相背离的两个第四侧面与热压治具接触;
23、控制热压治具对热塑部件的两个第四侧面进行加热,使热塑部件的两个第二侧面熔接在插入件上;
24、其中,第四侧面位于两个第三侧面之间,并与两个第三侧面连接。
25、在其中一个实施例中,所述热压治具包括第一治具和第二治具,所述第一治具朝向所述第二治具的侧面上设有第一容纳槽,所述第一容纳槽内具有第一加热部,所述第二治具朝向所述第一治具的侧面上设有第二容纳槽,所述第二容纳槽内具有第二加热部,热塑部件能容纳于由所述第一容纳槽和所述第二容纳槽配合围成的腔室内,并被所述第一加热部和所述第二加热部加热熔融。
26、在其中一个实施例中,所述腔室具有相对设置的两个加热表面和两个避让表面,所述第一加热部和所述第二加热部分别设置在两个加热表面上,热塑部件能在所述第一治具与所述第二治具贴合时与所述第一加热部和所述第二加热部贴合,并与两个避让表面具有间隙。
27、在其中一个实施例中,所述热塑部件的熔点低于所述先端头的熔点和所述插入件的熔点。
28、上述内窥镜镜体及其连接工艺,通过将蛇骨件的热塑部件包覆在先端头的外周面和插入件的外周面上,并以加热熔融的方式与先端头和插入件进行固定,相较于光学胶粘接方式,热塑熔融方式的成本更低、且效率更高、可靠性更好。
技术特征:
1.一种内窥镜镜体,其特征在于,包括先端头、蛇骨件和插入件,所述先端头和所述插入件沿第一方向间隔设置;
2.根据权利要求1所述的内窥镜镜体,其特征在于,所述热塑部件沿垂直于所述第一方向的截面形状为环形,所述先端头沿垂直于所述第一方向的截面外轮廓为圆形或椭圆形,所述插入件沿垂直于所述第一方向的截面外轮廓为圆形或椭圆形。
3.一种内窥镜镜体的连接工艺,用于如权利要求1-2任意一项所述的内窥镜镜体的生产,包括以下步骤:
4.根据权利要求3所述的内窥镜镜体的连接工艺,其特征在于,所述对蛇骨件与插入件接触的部分进行熔接,包括:
5.根据权利要求4所述的内窥镜镜体的连接工艺,其特征在于,所述使用热压治具对热塑部件与先端头接触的部分进行加热熔接,包括:
6.根据权利要求3所述的内窥镜镜体的连接工艺,其特征在于,所述对蛇骨件与插入件接触的部分进行熔接,包括:
7.根据权利要求6所述的内窥镜镜体的连接工艺,其特征在于,所述使用热压治具对热塑部件与插入件接触的部分进行加热熔接,包括:
8.根据权利要求4-7任意一项所述的内窥镜镜体的连接工艺,其特征在于,所述热压治具包括第一治具和第二治具,所述第一治具朝向所述第二治具的侧面上设有第一容纳槽,所述第一容纳槽内具有第一加热部,所述第二治具朝向所述第一治具的侧面上设有第二容纳槽,所述第二容纳槽内具有第二加热部,热塑部件能容纳于由所述第一容纳槽和所述第二容纳槽配合围成的腔室内,并被所述第一加热部和所述第二加热部加热熔融。
9.根据权利要求8所述的内窥镜镜体的连接工艺,其特征在于,所述腔室具有相对设置的两个加热表面和两个避让表面,所述第一加热部和所述第二加热部分别设置在两个加热表面上,热塑部件能在所述第一治具与所述第二治具贴合时与所述第一加热部和所述第二加热部贴合,并与两个避让表面具有间隙。
10.根据权利要求1所述的内窥镜镜体的连接工艺,其特征在于,所述热塑部件的熔点低于所述先端头的熔点和所述插入件的熔点。
技术总结
本申请涉及一种内窥镜镜体及其连接工艺,其中内窥镜镜体包括先端头、蛇骨件和插入件,先端头和插入件沿第一方向间隔设置,蛇骨件包括热塑部件和蛇骨部件,沿第一方向,蛇骨部件的两端分别与先端头和插入件连接,热塑部件环绕蛇骨部件的外周面设置,且热塑部件的两端分别包覆并熔接在先端头的外周面和插入件的外周面上;本申请的内窥镜镜体及其连接工艺,通过将蛇骨件的热塑部件包覆在先端头的外周面和插入件的外周面上,并以加热熔融的方式与先端头和插入件进行固定,相较于光学胶粘接方式,热塑熔融方式的成本更低、且效率更高、可靠性更好。
技术研发人员:易锋,黎静,马强,谭晓锋
受保护的技术使用者:广州瑞派医疗器械有限责任公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!