瓣膜预处理装置及瓣膜预处理模组的制作方法
本技术涉及人工瓣膜的生产加工领域,特别涉及一种瓣膜预处理装置及瓣膜预处理模组。
背景技术:
1、心脏含有四个心腔,左心房与左心室位于心脏左侧,右心房与右心室位于心脏右侧。心房与心室间形成心室流入道,左心室与主动脉形成左室流出道,右心室与肺动脉形成右室流出道。在心室流入道和左室流出道处存在具有“单向阀”功能的瓣膜,保证心腔内血液的正常流动。当该瓣膜出现问题时,心脏血液动力学改变,心脏功能异常,称为瓣膜性心脏病。
2、随着社会经济的发展和人口的老龄化,瓣膜性心脏病的发病率明显增加,研究表明75岁以上的老年人群瓣膜性心脏病发病率高达13.3%。目前,采用传统外科手术治疗仍是重度瓣膜病变患者的首选治疗手段,但是对于高龄、合并多器官疾病、有开胸手术史以及心功能较差的患者来说,传统外科手术的风险大、死亡率高,部分患者甚至没有手术的机会。经导管瓣膜的置换/修复术具有无需开胸、创伤小、患者恢复快等优点,受到了广泛关注。
3、瓣膜的制造是一个极其复杂的过程,以生物瓣膜为例,包括心包采集、外观缺陷剔除、溶液固定、脱细胞、降负载、抗钙化、缝合、灭菌等。但是所制备的瓣膜大多耐久性不足,降低了瓣膜的使用寿命,而且生产工序复杂,生产效率低。
4、需要说明的是,公开于本申请背景技术部分的信息仅仅旨在加深对本申请一般背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现思路
1、本实用新型提供一种瓣膜预处理装置及瓣膜预处理模组,以解决现有技术中的人工瓣膜存在的耐久性不足、生产工序复杂,生产效率低的问题。
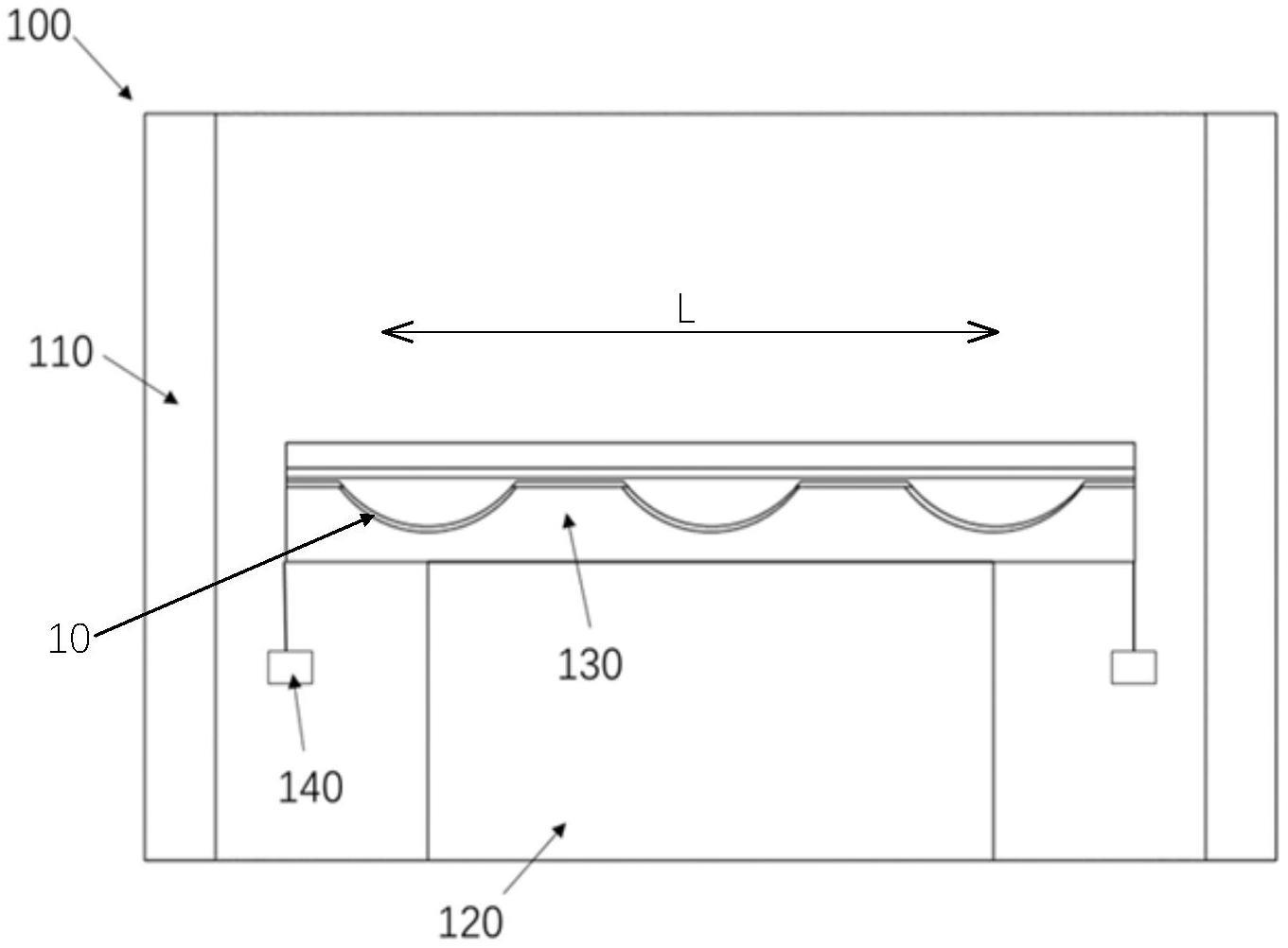
2、为实现上述目的,本实用新型提供了一种瓣膜预处理装置,用于瓣膜材料的预定型处理,其包括定型模具和重力块,所述定型模具包括相配合的凸模和凹模,所述凸模和所述凹模之间用于放置所述瓣膜材料,所述重力块用于连接所述定型模具上的所述瓣膜材料,以向所述瓣膜材料施加周向方向的拉力并张紧所述瓣膜材料。
3、在其中一个实施例中,所述瓣膜预处理装置还包括处理腔室,所述定型模具和所述重力块均用于放置在所述处理腔室中,所述定型模具上的所述瓣膜材料用于在具有预定条件的所述处理腔室中被预定型处理。
4、在其中一个实施例中,所述处理腔室为固定容器,所述固定容器用于盛放交联剂,所述交联剂构成所述预定条件。
5、在其中一个实施例中,所述交联剂为戊二醛或京尼平。
6、在其中一个实施例中,所述瓣膜预处理装置还包括支撑座,所述支撑座设置在所述固定容器内,所述定型模具用于放置于所述支撑座装上。
7、在其中一个实施例中,所述处理腔室为温湿度箱,所述温湿度箱被配置为具有一定的温度、湿度和处理时间,所述温度、湿度和处理时间构成所述预定条件。
8、在其中一个实施例中,所述温度为60℃-120℃,所述湿度为10%-80%,所述处理时间为1 -6小时。
9、在其中一个实施例中,所述凹模具有呈直线型排布的多个凹面,所述凸模具有呈直线型排布的多个凸面,所述凸面与所述凹面一一对应地配合,所述凸面和所述凹面之间设置所述瓣膜材料,预定型时,多个所述凹面在水平方向上布置,且所述凹面朝上或朝下设置。
10、在其中一个实施例中,所述凹模具有安装所述凸模用的沟槽,所述沟槽和所述凹面设置在同一侧,和/或,所述重力块的重量为1g-20g。
11、为实现上述目的,本实用新型还提供了一种瓣膜预处理模组,其包括模芯以及任一项所述的瓣膜预处理装置,所述瓣膜预处理装置用于瓣膜材料的预定型,所述模芯用于预定型好的瓣膜材料的折叠处理。
12、本实用新型提供的瓣膜预处理装置用于瓣膜材料的预定型处理,其包括定型模具和重力块,所述定型模具包括相配合的凸模和凹模,所述凸模和所述凹模之间用于放置所述瓣膜材料,所述重力块用于连接所述定型模具上的所述瓣膜材料,以向所述瓣膜材料施加周向方向的拉力并张紧所述瓣膜材料,所述定型模具上的所述瓣膜材料用于在预定条件下被预定型。如此配置,在生产制备过程中,可通过预定型工序,增强人工瓣膜在周向上的力学性能,减少瓣叶褶皱,提高瓣膜耐久性。
13、由于本申请提供的瓣膜预处理模组与本申请提供的瓣膜预处理装置属于同一发明构思,因此本申请提供的瓣膜预处理模组具有本申请提供的瓣膜预处理装置的所有优点,故在此不再对本申请提供的瓣膜预处理模组所具有的有益效果一一进行赘述。
技术特征:
1.一种瓣膜预处理装置,用于瓣膜材料的预定型,其特征在于,包括定型模具和重力块,所述定型模具包括相配合的凸模和凹模,所述凸模和所述凹模之间用于放置所述瓣膜材料,所述重力块用于连接所述定型模具上的所述瓣膜材料,以向所述瓣膜材料施加周向方向的拉力并张紧所述瓣膜材料,所述定型模具上的所述瓣膜材料能够在预定条件下被预定型。
2.根据权利要求1所述的瓣膜预处理装置,其特征在于,还包括处理腔室,所述定型模具和所述重力块均用于放置在所述处理腔室中,所述定型模具上的所述瓣膜材料用于在具有预定条件的所述处理腔室中被预定型。
3.根据权利要求2所述的瓣膜预处理装置,其特征在于,所述处理腔室为固定容器,所述固定容器用于盛放交联剂,所述交联剂构成所述预定条件。
4.根据权利要求3所述的瓣膜预处理装置,其特征在于,所述交联剂为戊二醛或京尼平。
5.根据权利要求3所述的瓣膜预处理装置,其特征在于,还包括支撑座,所述支撑座设置在所述固定容器内,所述定型模具用于放置于所述支撑座装上。
6.根据权利要求2所述的瓣膜预处理装置,其特征在于,所述处理腔室为温湿度箱。
7.根据权利要求1所述的瓣膜预处理装置,其特征在于,所述凹模具有呈直线型排布的多个凹面,所述凸模具有呈直线型排布的多个凸面,所述凸面与所述凹面一一对应地配合,所述凸面和所述凹面之间设置所述瓣膜材料,预定型时,多个所述凹面在水平方向上布置,且所述凹面朝上或朝下设置。
8.根据权利要求7所述的瓣膜预处理装置,其特征在于,所述凹模具有安装所述凸模用的沟槽,所述沟槽和所述凹面设置在同一侧,和/或,所述重力块的重量为1g-20g。
9.一种瓣膜预处理模组,其特征在于,包括模芯以及如权利要求1-8任一项所述的瓣膜预处理装置,所述瓣膜预处理装置用于瓣膜材料的预定型,所述模芯用于预定型好的瓣膜材料的折叠处理。
技术总结
本技术提供一种瓣膜预处理装置及瓣膜预处理模组。瓣膜预处理模组包括模芯和瓣膜预处理装置,瓣膜预处理装置用于瓣膜材料的预定型,模芯用于预定型好的瓣膜材料的折叠处理,瓣膜预处理装置包括定型模具和重力块,定型模具包括相配合的凸模和凹模,凸模和凹模之间用于放置瓣膜材料,重力块用于连接定型模具上的瓣膜材料,以向瓣膜材料施加周向方向的拉力并张紧瓣膜材料,定型模具上的瓣膜材料能够在预定条件下被预定型,以此增强人工瓣膜在周向上的力学性能,减少瓣叶褶皱,提高瓣膜耐久性。
技术研发人员:杨威,赵婧,魏勇强
受保护的技术使用者:上海臻亿医疗科技有限公司
技术研发日:20230406
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!