一种可降解木塑复合材料的制备方法与流程
1.本发明涉及可降解木塑复合材料的制备领域,更具体的说是一种可降解木塑复合材料的制备方法。
背景技术:
2.木塑复合材料是国内外近年蓬勃兴起的一类新型复合材料,指利用聚乙烯、聚丙烯和聚氯乙烯等,代替通常的树脂胶粘剂,与超过50%以上的木粉、稻壳、秸秆等废植物纤维混合成新的木质材料,再经挤压、模压、注射成型等塑料加工工艺,生产出的板材或型材,其中可降解木塑复合材料也有着举足轻重的位置,举例来说可降解木塑复合材料中的装饰板在生产过程中较为单一,并且加工切割效率较慢,所以为提高切割的效率提供本技术。
技术实现要素:
3.本发明的目的是提供一种可降解木塑复合材料的制备方法,可以在可降解木塑复合材料中的装饰板加工生产之后可对两端进行快速加工切割,提高切割效率。
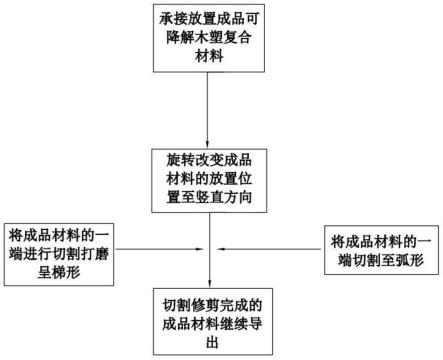
4.本发明的目的通过以下技术方案来实现:一种可降解木塑复合材料的制备方法,该方法包括以下步骤:
5.步骤一:将制备装置对接到生产可降解木塑复合材料的产品流水线上,并将可降解木塑复合材料承接放置固定在制备装置内;
6.步骤二:利用制备装置将承接固定的可降解木塑复合材料进行旋转位置,并使得可降解木塑复合材料垂直于地面竖直放置;
7.步骤三:将垂直于地面竖直放置的可降解木塑复合材料的任意一端进行切割成弧形;
8.步骤四:将垂直于地面竖直放置的可降解木塑复合材料的任意一端进行打磨成梯形;
9.步骤五:将打磨或者切割完成的可降解木塑复合材料进行传导运输。
10.步骤一中所述将可降解木塑复合材料承接放置固定在制备装置内具体为利用制备装置从可降解木塑复合材料的两侧进行贴合稳定位置。
11.步骤二中所述将承接固定的可降解木塑复合材料进行旋转位置具体是将固定的可降解木塑复合材料向逆时针或者顺时针进行旋转90
°
。
12.所述制备装置包括四角架和转动连接在四角架中部的两个控制架,两个控制架分别转动连接在四角架中部的前后两侧,两个控制架的内侧分别固定连接在翻转架中部的前后两侧,翻转架的前后两侧分别滑动连接有一个移动板,两个移动板分别固接在贴合架的前后两侧,贴合架的底部固接有电动推杆ⅰ的活动端,电动推杆ⅰ的固定端固接在翻转架底部的右侧。
附图说明
13.下面结合附图和具体实施方法对本发明做进一步详细的说明。
14.图1是本发明一种可降解木塑复合材料的制备方法的方法流程示意图;
15.图2是本发明四角架结构示意图;
16.图3是本发明贴合架结构示意图;
17.图4是本发明移动板结构示意图;
18.图5是本发明操作架ⅰ结构示意图;
19.图6是本发明长条座结构示意图;
20.图7是本发明切割架结构示意图;
21.图8是本发明操作架ⅱ结构示意图;
22.图9是本发明支撑架结构示意图;
23.图10是本发明整体结构示意图ⅰ;
24.图11是本发明整体结构示意图ⅱ。
25.图中:四角架101;后置架102;前置架103;翻转架104;控制架105;移动板106;电动推杆ⅰ107;贴合架108;操作架ⅰ201;丝杠ⅰ202;横移架ⅰ203;顶置架ⅰ204;限位座301;支杆302;长条座303;条杆304;电动推杆ⅱ401;切割架402;切割刀403;操作架ⅱ501;丝杠ⅱ502;横移架ⅱ503;顶置架ⅱ504;支撑架505;旋转杆506;打磨轮507;嵌入架508;限位轮509。
具体实施方式
26.一种可降解木塑复合材料的制备方法,该方法包括以下步骤:
27.步骤一:将制备装置对接到生产可降解木塑复合材料的产品流水线上,并将可降解木塑复合材料承接放置固定在制备装置内;
28.步骤二:利用制备装置将承接固定的可降解木塑复合材料进行旋转位置,并使得可降解木塑复合材料垂直于地面竖直放置;
29.步骤三:将垂直于地面竖直放置的可降解木塑复合材料的任意一端进行切割成弧形;
30.步骤四:将垂直于地面竖直放置的可降解木塑复合材料的任意一端进行打磨成梯形;
31.步骤五:将打磨或者切割完成的可降解木塑复合材料进行传导运输。
32.该部分根据图2-4中所表达的工作过程是:四角架101中部的前后两侧分别通过铣床加工有一个光孔,每个光孔内分别转动连接有一个控制架105,位于后侧的控制架105上通过焊接固定连接有操控控制架105旋转的把手,翻转架104中部的前后两侧分别通过螺栓固定连接有两个控制架105的内侧部分,翻转架104的前后两侧分别通过铣床加工有一个长方孔,两个长方孔内分别滑动连接有一个移动板106,两个移动板106的底部分别通过焊接固定连接在贴合架108的前后两侧,电动推杆ⅰ107的活动端通过法兰固定连接在贴合架108的底部,电动推杆ⅰ107的固定端通过法兰固接在翻转架104底部的右侧。
33.作进一步说明,为便于可降解木塑复合材料中的装饰板加工生产之后可对两端进行快速加工切割,使用时,首先使得四角架101对接到生产可降解木塑复合材料中的装饰板
的生产流水线上,使得生产处的一定长度的装饰板可以推进到翻转架104上,此时通过位于翻转架104上的两个移动板106与装饰板的两侧进行贴合接触,从而进行装饰板的固定,便于后续对装饰板的两端进行切割,当对装饰板进行固定之后,通过人工抓住后侧控制架105上的把手之后,进行旋转翻转架104,使得翻转架104进行翻转,使得位于翻转架104内的装饰板的任意一端朝上,便于后续进行切割打磨等工作。
34.所述两个移动板106镜像设置。
35.作进一步说明,两个移动板106镜像设置便于从可降解木塑复合材料中的装饰板的两端进行固定。
36.每个所述移动板106的内侧表面均设有多个斜向凹槽。
37.作进一步说明,每个移动板106上的多个斜向凹槽均是便于提高与可降解木塑复合材料中的装饰板两端的摩擦力。
38.所述四角架101的右后方固定连接有后置架102,后置架102上滑动连接有操作架ⅰ201,操作架ⅰ201的右侧转动连接有丝杠ⅰ202,丝杠ⅰ202上传动连接有横移架ⅰ203,横移架ⅰ203的顶部固接有顶置架ⅰ204,顶置架ⅰ204上滑动连接有限位座301。
39.该部分根据图2-5和10、11中所表达的工作过程是:四角架101的右后方通过焊接固定连接有后置架102,后置架102上设有可提供移动限位的十字型条孔,该后置架102上的十字型条孔内滑动连接有操作架ⅰ201后侧的底部,丝杠ⅰ202的两端转动连接在操作架ⅰ201右侧的前后两侧,操作架ⅰ201的右侧设有一个长杆,丝杠ⅰ202上通过螺纹啮合传动连接有横移架ⅰ203,横移架ⅰ203的顶部滑动连接在长杆上,顶置架ⅰ204通过焊接固定连接在横移架ⅰ203的顶部,顶置架ⅰ204的上侧设有条孔,该条孔内滑动连接有限位座301的中部,限位座301的前后两侧分别与顶置架ⅰ204的前后两个表面接触,丝杠ⅰ202的前侧连接有第一电机,该第一电机的输出轴通过联轴器与丝杠ⅰ202进行固定连接,第一电机固定连接在操作架ⅰ201的前侧。
40.作进一步说明,使用时,首选人工推动操作架ⅰ201移动至四角架101的上方,而此时位于翻转架104上的装饰板竖直放置并且一端的位置被推动露出位置便于进行切割,驱动第一电机带动丝杠ⅰ202旋转,进一步的通过旋转的丝杠ⅰ202带动横移架ⅰ203在丝杠ⅰ202上进行移动,此时位于横移架ⅰ203上的顶置架ⅰ204同步的跟随横移架ⅰ203进行横移,顶置架ⅰ204上的限位座301则跟随顶置架ⅰ204进行移动,便于为后续对装饰板进行切割提供动力基础。
41.所述操作架ⅰ201的上方设有弧形架,该弧形架上沿轨迹设有弧形的条孔。
42.作进一步说明,操作架ⅰ201上方的弧形条孔便于形成切割弧形的轨道,进而对竖直放置的装饰板的一端进行弧形切割处理,便于后续装饰板可以对接到弧形的墙体上。
43.所述四角架101的左前方固定连接有前置架103,前置架103上活动连接有操作架ⅱ501,操作架ⅱ501的左侧转动连接有丝杠ⅱ502,丝杠ⅱ502上传动连接有横移架ⅱ503,横移架ⅱ503的顶部固定连接有顶置架ⅱ504,顶置架ⅱ504上滑动连接有嵌入架508。
44.该部分根据图2-11中所表达的工作过程是:四角架101的左前方通过焊接固定连接有前置架103,前置架103上设有提供移动限位的十字型条孔,该十字型条孔内滑动连接有操作架ⅱ501前侧的底部,丝杠ⅱ502转动连接在操作架ⅱ501的左侧,丝杠ⅱ502上通过螺纹啮合传动连接有横移架ⅱ503,操作架ⅱ501底部的左侧通过焊接固定连接有个滑杆,
横移架ⅱ503的左侧滑动连接在操作架ⅱ501上的滑杆上,横移架ⅱ503的顶部通过焊接固定连接有顶置架ⅱ504,顶置架ⅱ504的顶部通过铣床加工有长条形的孔,该孔内滑动连接有嵌入架508的中部,嵌入架508的前后两侧分别与顶置架ⅱ504的前后两侧表面接触,丝杠ⅱ502的前侧连接有第二电机,该第二电机的输出轴通过联轴器与丝杠ⅱ502进行固定连接,第二电机固定连接在操作架ⅱ501的前侧。
45.作进一步说明,使用时,当对装饰板的一端进行弧形切割之后将操作架ⅰ201退回原位置,之后将夹持的装饰板进行再次旋转位置,使得另一端对准上侧方向,之后通过人工推动操作架ⅱ501移动到四角架101上侧的位置,此时驱动第二电机带动丝杠ⅱ502旋转,使得横移架ⅱ503与之发生啮合从而进行移动,随之横移架ⅱ503带动位于上方的顶置架ⅱ504进行移动,嵌入架508在顶置架ⅱ504上进行移动,为后续对另一端的装饰板进行打磨提供工作基础。
46.所述操作架ⅱ501的上方设有梯形板,该梯形板上沿梯形的轨迹设有梯形的条孔。
47.作进一步说明,操作架ⅱ501上的梯形条孔便于为后续对另一端的装饰板进行梯形形状的打磨提供移动轨迹,便于对装饰板的另一端进行梯形形状的打磨提供运动打磨基础。
48.该部分根据图5、6、7、10和11中所表达的工作过程是:所述限位座301的左侧转动连接有支杆302,支杆302的左侧通过焊接固定连接有长条座303,长条座303的左侧通过焊接固定连接有条杆304,长条座303的中部滑动连接在操作架ⅰ201上方弧形架的弧形条孔内,条杆304上滑动连接有切割架402,切割架402的底部通过法兰固定连接有电动推杆ⅱ401的活动端,电动推杆ⅱ401的固定端通过法兰固定连接在长条座303左侧的底部,切割架402的左侧转动连接有切割刀403,切割刀403的中部固定连接有驱动杆,切割刀403的中部固定连接有第三电机,第三电机的输出轴通过联轴器与切割刀403中部的驱动杆通过螺栓进行固定连接。
49.作进一步说明,当对装饰板的一端进行弧形的切割时,通过限位座301左侧的支杆302依靠长条座303在操作架ⅰ201上方的弧形条孔内的移动,从而使得位于条杆304上的切割刀403做弧型运动,此时驱动第三电机带动切割刀403进行旋转,驱动电动推杆ⅱ401带动切割架402上的切割刀403靠近装饰板进行切割工作,从而对装饰板进行弧形切割的加工工作,提高装置的加工制备多样性,并且方便快捷,相对于现有技术更加高效率不需要进行测量,对一定尺寸的弧度直接进行切割工作。
50.该部分根据图8-11中所表达的工作过程是:所述嵌入架508的右侧转动连接有支撑架505的左侧,支撑架505的中部转动连接有限位轮509,限位轮509滑动连接在操作架ⅱ501上方梯形板的梯形条孔内,支撑架505中部的左侧固定连接有第四电机,第四电机的输出轴通过联轴器与旋转杆506进行固定连接,旋转杆506的中部转动连接在支撑架505的右端,旋转杆506的右端固定连接有打磨轮507,打磨轮507上沿圆周方向均匀设有多个尖锐部。
51.作进一步说明,当对装饰板的另一端进行打磨成梯形的工作时,在顶置架ⅱ504的推动下使得嵌入架508带动支撑架505依靠限位轮509在操作架ⅱ501上方的梯形条孔内进行移动,此时驱动第四电机带动旋转杆506进行旋转,同步的由旋转杆506带动打磨轮507进行高速旋转,跟随梯形的轨迹直接进行打磨工作,进一步的提高了工作的多样性,跟随不同
种的要求,也可对装饰板的两端均进行弧形切割工作或者梯形打磨工作,或者类似工作,有助于后续装饰板的快速安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1