一种竖木板材及其制备方法
本发明涉及人造板,具体为一种主体单元为木段的竖木板材;本发明同时涉及该种竖木板材的制备方法。
背景技术:
1、竖木板材是一种将截面形状为矩形、正方形、正五角形、正六角形、正八角形等的木段胶,通常为旋切木芯或小径级材加工得到的棒状木材,经过粘拼接制成的复合板材,以木材的横切面为正表面(耐磨面)。由于垂直纤维方向的横切面构成竖木板材的使用面,使它(1)具有耐磨性好、抗压强度大、富有弹性、热传导效率高、防潮和隔音效果好等优点,能够适用于室内和室外两种场所;(2)能够通过使不同形状的木段以拼嵌出多种图案;(3)可以利用小径材和间伐材作为原料,具有相对较强的原料适应性。
2、例如中国专利数据库中公开号为cn104210013b,名称为“一种大断面六棱柱体集成材制造方法”的发明专利中记载了将六棱柱体和等腰梯形体的木段经过三面涂胶、六棱柱体模型组坯、三向施压胶合后制得横断面为正六边形的大断面六棱柱体的集成材的技术方案,制得的集成材可通过锯切制成竖木板材加以进一步的利用。然而,目前市场上并不多见竖木板材,原因主要在于竖木板材的宽度与长度方向都是木段的径向,会因环境温湿度的变化而发生相对较大的尺寸变化,从而导致相邻木段间脱胶的问题。另一个方面,上述方法所使用的木段的形状受工艺限制而局限于矩形棱柱、正方形棱柱和六棱柱形,如果采用其它的多面体棱柱,会在相邻木段的胶粘面之间留下较大的孔隙,增加了施胶量并影响了胶合强度。
3、现有技术中鲜有见到以圆柱形木段拼接制得的竖木板材的产品与生产方法的记载,因为圆柱形木段拼接时相邻木段之间的空隙过大,提高了施胶的难度,例如更大的施胶量和削弱的胶合强度。公开号为cn113910378a,名称为“由旋切单板后的木芯制作的网格式实木复合板芯材及制作方法”的发明专利申请中记载了将旋切木芯沿轴向对切、反向拼接后横向拼宽的技术方案,以及在木芯条上切割加工凹槽,并在凹槽中嵌入嵌板的技术方案,相邻的木芯的半圆形之间具有空隙。上述技术方案仍没有解决拼接空隙,并且工艺过于繁复,基本不具备产业化的可能性。
技术实现思路
1、本发明的目的在于克服上述技术问题,从而提供一种竖木板材及其制备方法。
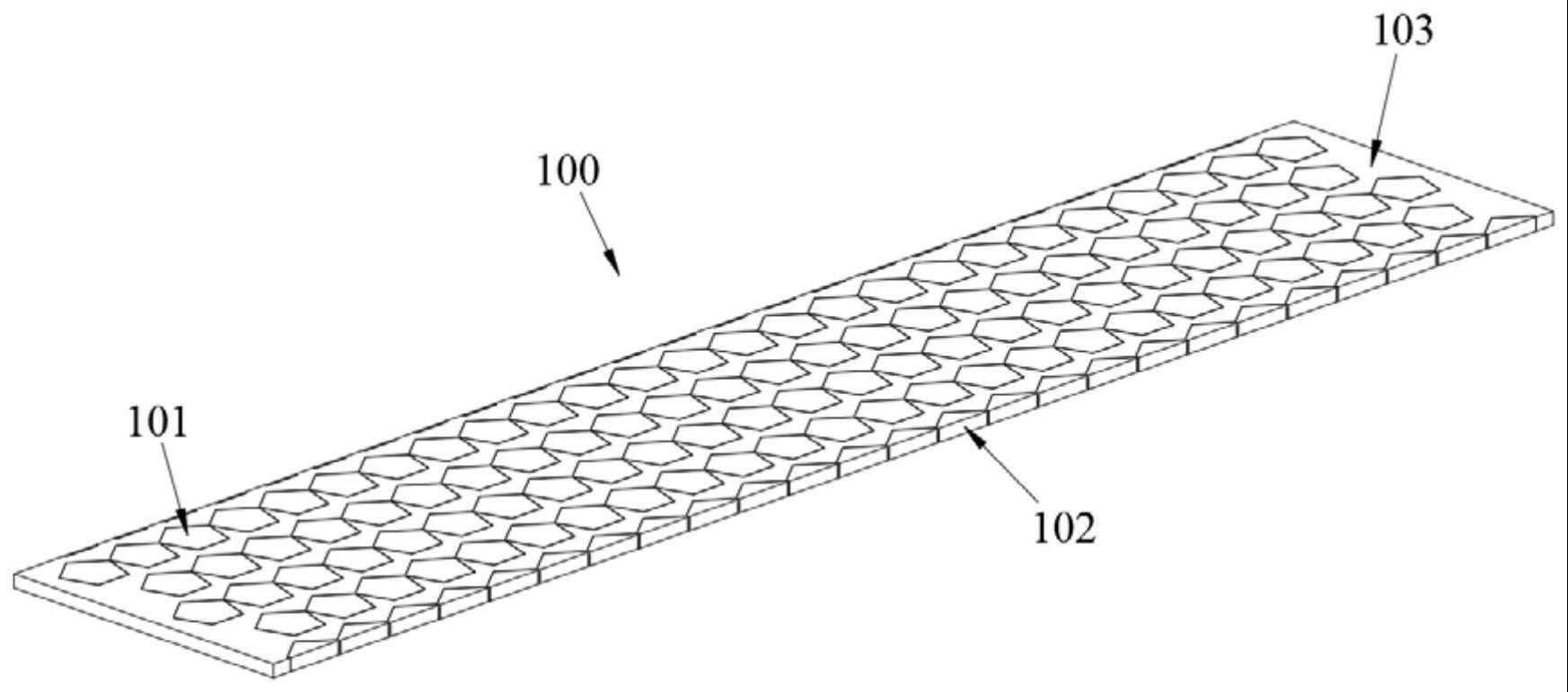
2、为实现上述目的,本发明的一个实施例提供了一种竖木板材,包括主体单元、填充单元,所述主体单元包括多个阵列设置的木段和/或部分木段,所述木段、所述部分木段的纵向与所述竖木板材的表面呈角度;所述填充单元是填充物质与胶粘剂的混合物经密实压制后填充在相邻的所述木段的空隙中并粘结连接所述木段和/或所述部分木段。
3、作为优选,所述木段和/或所述部分木段的纵向与所述复合材料的表面呈50~90°的角度。
4、作为优选,所述木段和/或所述部分木段的纵向与所述复合材料的表面相垂直。
5、作为优选,所述木段是圆柱体、棱柱体、立方体或椭圆柱体;所述部分木段是部分圆柱体、部分棱柱体、部分立方体或部分椭圆柱体。
6、作为优选,所述填充物质是颗粒、削片或纤维的一种或几种的混用物。
7、本发明的另一个实施例公开了一种用于上述竖木板材的方法,包括以下工序:
8、一、组坯的工序,取长木段,并列平铺形成长木段层,铺洒所述混合物填充所述长木段之间的空隙以得到第一中间产品;
9、二、预压制的工序,将所述第一中间产品置于常温、0.8~1.3mpa的压力下预压制0.5~2min;
10、三、预热的工序,使经过预压制的所述第一中间产品的温度达到80~90℃;
11、四、压制的工序,向所述第一中间产品的两个幅面施加压力从而至少使所述混合物更为致密,所述混合物与所述长木段粘结形成方料,其中,压制的温度是120~130℃,压力是2.0~2.5mpa,时间是10~15min;
12、五、锯切的工序,以与所述长木段的纵向呈角度的切割方向锯切所述方料从而得到所述竖木板材;
13、六、干燥的工序,将所述竖木板材干燥至含水率12~14%,内部含水率偏差小于2%。
14、作为优选,在所述组坯的工序中,所述长木段的含水率是6~8%。
15、作为优选,在所述组坯的工序中,铺洒的所述混合物的厚度大于所述长木段层的厚度。
16、作为优选,在所述组坯的工序中,在所述第一中间产品之上平铺第二层长木段层,随后再次铺洒所述混合物填充第二层所述长木段层中的所述长木段之间的空隙以得到第二中间产品,以上步骤至少被实施一次从而制得毛坯方料;并且,
17、铺洒的所述混合物的总厚度大于两层所述长木段层的厚度;
18、两层所述长木段层中的所述长木段上下交错铺设。
19、作为优选,在所述预压制的工序中,预压制力向所述毛坯方料的两个幅面施加;在所述压制的工序中,压制力向所述毛坯方料的两个幅面与两个侧面同时施加;
20、向所述毛坯方料的两个侧面施加的压制力的温度是85~95℃,压力是1.8~2.2mpa。
21、综上所述,与现有技术相比,本发明的有益效果是:
22、1、通过填充单元的设置,使填充单元填满木段之间、部分木段之间、木段与部分木段之间的空隙,从而不论木段的横截面是何种形状都只需要使用可被接受的施胶量便能够满足使用要求的胶合强度。
23、2、通过将填充单元设置为是填充物质与胶粘剂的混合物并经过密实压制,从而能够在一定程度上消化、适应木段的湿胀干缩的变化,避免木段(部分木段)的相对较大的尺寸变化引起的脱胶问题。
24、3、通过将木段和部分木段的初始含水率设定为较低的水平,从而处于空隙中的混合物的压缩量小于在厚度方向上处于长木段层之上或之间的混合物,此时通过令木段和部分木段具有较低的初始含水率能够实际上使二者始终处于膨胀的趋势,则显然填充单元能够有足够的再次被压缩的空间以适应和消化木段和部分木段的膨胀量。
25、4、通过使方料压制中两个幅面与两个侧面的热压工艺不同,从而利用木段压缩回弹的特性而人为的使压制类板材具有宽度和长度方向的差异性,从而克服了现有技术的压制类板材三向尺寸变化相等的缺陷。
技术特征:
1.一种竖木板材,其特征在于,包括主体单元、填充单元,所述主体单元包括多个阵列设置的木段和/或部分木段,所述木段、所述部分木段的纵向与所述竖木板材的表面呈角度;所述填充单元是填充物质与胶粘剂的混合物,经密实压制后填充在相邻的所述木段和/或所述部分木段的空隙中并粘结连接所述木段和/或所述部分木段。
2.根据权利要求1所述的竖木板材,其特征在于,所述木段和/或所述部分木段的纵向与所述复合材料的表面呈50~90°的角度。
3.根据权利要求2所述的竖木板材,其特征在于,所述木段和/或所述部分木段的纵向与所述复合材料的表面相垂直。
4.根据权利要求1所述的竖木板材,其特征在于,所述木段是圆柱体、棱柱体、立方体或椭圆柱体;所述部分木段是部分圆柱体、部分棱柱体、部分立方体或部分椭圆柱体。
5.根据权利要求1所述的竖木板材,其特征在于,所述填充物质是颗粒、削片或纤维的一种或几种的混用物。
6.一种用于制备如权利要求1所述的竖木板材的方法,其特征在于,包括以下工序:
7.根据权利要求6所述的制备方法,其特征在于,在所述组坯的工序中,所述长木段的含水率是6~8%。
8.根据权利要求6所述的制备方法,其特征在于,在所述组坯的工序中,铺洒的所述混合物的厚度大于所述长木段层的厚度。
9.根据权利要求6或8所述的制备方法,其特征在于,在所述组坯的工序中,在所述第一中间产品之上平铺第二层长木段层,随后再次铺洒所述混合物填充第二层所述长木段层中的所述长木段之间的空隙以得到第二中间产品,以上步骤至少被实施一次从而制得毛坯方料;并且,
10.根据权利要求9所述的制备方法,其特征在于,在所述预压制的工序中,预压制力向所述毛坯方料的两个幅面施加;在所述压制的工序中,压制力向所述毛坯方料的两个幅面与两个侧面同时施加;
技术总结
本申请实施例公开了一种竖木板材及其制备方法,包括主体单元、填充单元,所述主体单元包括多个阵列设置的木段和/或部分木段,所述木段、所述部分木段的纵向与所述竖木板材的表面呈角度;所述填充单元是填充物质与胶粘剂的混合物经密实压制后填充在相邻的所述木段的空隙中并粘结连接所述木段和/或所述部分木段。通过填充单元的设置,使填充单元填满木段之间、部分木段之间、木段与部分木段之间的空隙,从而不论木段的横截面是何种形状都只需要使用可被接受的施胶量便能够满足使用要求的胶合强度。
技术研发人员:黄润州,梁克科,贾翀,刘翔,赵亮,王毓彤,郭鑫,郑森琳
受保护的技术使用者:南京林业大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!