一种板材加工设备除胶装置的喷头的制作方法
1.本实用新型涉及板材加工设备技术领域,具体涉及一种板材加工设备除胶装置的喷头。
背景技术:
2.木质家具的板材断面多设有封边带,以对板材的断面进行固封,避免水分等对板材的破坏,也能阻止板材内部的甲醛挥发,同时达到装饰美观的效果。现在一般都采用封边机进行封闭,再通过修边机进行修整。
3.板材封边机和板材修边机在封边和修边加工中,由于封边带需要通过胶液粘合到板材侧边上,因此会产生残余胶液粘结在板材或加工设备上,现有技术中通过触角装置清理粘结于板材或加工设备上的胶液,如公开号为cn212791522u与cn212795318u的专利文件分别公开了一种封边机压带轮的除胶装置和一种板材修边设备的除胶装置,其中的喷嘴即为喷出液体的主要部件,但是为将液体均匀地喷出,喷嘴内的通道需要多种内径的组合,但是在喷嘴内的生产加工过程中,对喷嘴内多种内径的通道加工困难,具有制造成本高、加工精度不足等问题。
技术实现要素:
4.本实用新型针对上述问题,提供了一种板材加工设备除胶装置的喷头,降低了加工难度,便于加工喷头内的多直径通道,提高了生产效率和加工精度。
5.本实用新型解决技术问题的技术方案为:
6.一种板材加工设备除胶装置的喷头,包括喷头本体,所述的喷头本体的上端设置有液体通道,所述喷头本体的左端设置有气体通道,所述喷头本体的右端设置有气液通道,所述的气体通道、气液通道、液体通道相通,所述的喷头本体包括主体部和内嵌于主体部内的内芯部,所述的气体通道或气液通道设置于内芯部上。
7.进一步地,所述的气体通道设置在内芯部上,所述的内芯部设置于主体部的左半部分。
8.进一步地,所述的气液通道设置在内芯部上,所述的内芯部设置于主体部的右半部分。
9.进一步地,所述的内芯部与主体部过盈配合。
10.进一步地,所述的气体通道包括由左至右内径逐渐减小的阶梯型气体内腔以及位于阶梯型气体内腔右端的扩大内腔,所述的扩大内腔的内径大于阶梯型气体内腔的最小内径,所述的气液通道包括由左至右内径逐渐增大的阶梯型气液内腔,所述的气液通道左端的内径大于扩大内腔的内径。
11.进一步地,所述的液体通道的下端为长度方向沿前后设置的缝隙。
12.进一步地,所述的气体通道、气液通道、液体通道的外端的内腔均内嵌有金属螺母。
13.进一步地,所述的板材加工设备包括板材封边机、板材修边机。
14.实用新型内容中提供的效果仅仅是实施例的效果,而不是实用新型所有的全部效果,上述技术方案中的一个技术方案具有如下优点或有益效果:
15.1、本实用新型通过将喷头本体分为主体部和内芯部,并且将气体通道或气液通道中的一个通道设置于内芯部上,另一个通道设置在主体部上,从而在主体部与内芯部上分别进行孔加工,再将孔加工后的主体部与内芯部进行组装得到完整的喷头本体,降低了加工难度,便于加工喷头内的多直径通道,提高了生产效率和加工精度。
16.2、本实用新型的气体通道的内径由左至右逐渐减小,从而获得更大的气体压强,并在最右端的扩大内腔开始向右连同气液通道逐渐扩大内径以扩大吹扫面积,气体吹向位于扩大内腔右端的液体通道流下的液体,并产生气体负压作用下将液体通道内的液体抽吸到气液通道并随气体一同喷出,通过先缩小内经再扩大内径的通道设计,即保证了喷出液体的动能足够,又保证了喷出液体的均匀性及足够的喷出面积。
附图说明
17.图1为本实用新型的立体结构示意图;
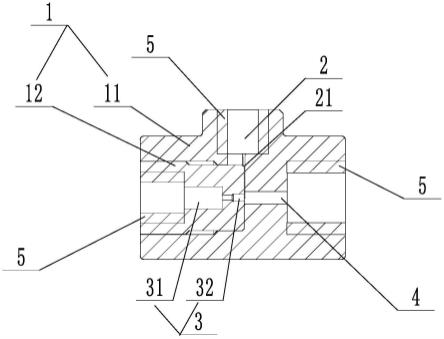
18.图2为本实用新型的剖视图;
19.图3为主体部的立体结构示意图;
20.图4为主体部的剖视图;
21.图5为内芯部的立体结构示意图;
22.图6为内芯部的剖视图;
23.图中,喷头本体1,主体部11,内芯部12,液体通道2,缝隙21,气体通道3,阶梯型气体内腔31,扩大内腔32,气液通道4,金属螺母5。
具体实施方式
24.为了能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。下文的公开提供了许多不同的实施例或例子用来实现本实用新型的不同结构。为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。此外,本实用新型可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施例和/或设置之间的关系。应当注意,在附图中所图示的部件不一定按比例绘制。本实用新型省略了对公知组件和处理技术及工艺的描述以避免不必要地限制本实用新型。
25.一种板材加工设备除胶装置的喷头,其中所述的板材加工设备包括板材封边机、板材修边机,包括喷头本体1,所述的喷头本体1的上端设置有液体通道2,具体的,所述的液体通道2的下端为长度方向沿前后设置的缝隙21,液体在缝隙处流入气体通道3与气液通道4之间,具体的一种实施方式所述的缝隙21是通过内芯部12与主体部11铸造时预留出来的空间使内芯部与主体部之间产生缝隙,所述喷头本体1的左端设置有气体通道3,所述喷头本体1的右端设置有气液通道4,所述的气体通道3、气液通道4、液体通道2相通,具体的,所述的气体通道3包括由左至右内径逐渐减小的阶梯型气体内腔31以及位于阶梯型气体内腔31右端的扩大内腔32,所述的扩大内腔32的内径大于阶梯型气体内腔31的最小内径,所述
的气液通道4包括由左至右内径逐渐增大的阶梯型气液内腔,所述的气液通道4左端的内径大于扩大内腔32的内径。
26.所述的喷头本体1包括主体部11和内嵌于主体部11内的内芯部12,所述的内芯部12与主体部11过盈配合,采用过盈配合的方式将内芯部嵌入在主体部内,安装方式简单,且不会漏气、漏液。所述的气体通道3或气液通道4设置于内芯部12上,具体的实施方式包括以下两种:
27.第一种实施方式,所述的气体通道3设置在内芯部12上,所述的内芯部12设置于主体部11的左半部分。
28.第二种实施方式,所述的气液通道4设置在内芯部12上,所述的内芯部12设置于主体部11的右半部分。
29.所述的气体通道3、气液通道4、液体通道2的外端的内腔均内嵌有金属螺母5,气体通道3、气液通道4、液体通道2的外端通过金属螺母5分别连接外部的进气管道、喷液嘴(可以没有)、液体管道。
30.上述虽然结合附图对实用新型的具体实施方式进行了描述,但并非对本实用新型保护范围的限制,在本实用新型的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本实用新型的保护范围以内。
技术特征:
1.一种板材加工设备除胶装置的喷头,其特征在于,包括喷头本体(1),所述的喷头本体(1)的上端设置有液体通道(2),所述喷头本体(1)的左端设置有气体通道(3),所述喷头本体(1)的右端设置有气液通道(4),所述的气体通道(3)、气液通道(4)、液体通道(2)相通,所述的喷头本体(1)包括主体部(11)和内嵌于主体部(11)内的内芯部(12),所述的气体通道(3)或气液通道(4)设置于内芯部(12)上。2.如权利要求1所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的气体通道(3)设置在内芯部(12)上,所述的内芯部(12)设置于主体部(11)的左半部分。3.如权利要求1所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的气液通道(4)设置在内芯部(12)上,所述的内芯部(12)设置于主体部(11)的右半部分。4.如权利要求1-3任一项所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的内芯部(12)与主体部(11)过盈配合。5.如权利要求1-3任一项所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的气体通道(3)包括由左至右内径逐渐减小的阶梯型气体内腔(31)以及位于阶梯型气体内腔(31)右端的扩大内腔(32),所述的扩大内腔(32)的内径大于阶梯型气体内腔(31)的最小内径,所述的气液通道(4)包括由左至右内径逐渐增大的阶梯型气液内腔,所述的气液通道(4)左端的内径大于扩大内腔(32)的内径。6.如权利要求1-3任一项所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的液体通道(2)的下端为长度方向沿前后设置的缝隙(21)。7.如权利要求1-3任一项所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的气体通道(3)、气液通道(4)、液体通道(2)的外端的内腔均内嵌有金属螺母(5)。8.如权利要求1-3任一项所述的一种板材加工设备除胶装置的喷头,其特征在于,所述的板材加工设备包括板材封边机、板材修边机。
技术总结
本实用新型涉及板材加工设备技术领域,公开了一种板材加工设备除胶装置的喷头,包括喷头本体,所述的喷头本体的上端设置有液体通道,所述喷头本体的左端设置有气体通道,所述喷头本体的右端设置有气液通道,所述的气体通道、气液通道、液体通道相通,所述的喷头本体包括主体部和内嵌于主体部内的内芯部,所述的气体通道或气液通道设置于内芯部上。本实用新型降低了加工难度,便于加工喷头内的多直径通道,提高了生产效率和加工精度。提高了生产效率和加工精度。提高了生产效率和加工精度。
技术研发人员:滕兰岗
受保护的技术使用者:山东海超机械有限公司
技术研发日:2022.06.02
技术公布日:2022/12/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1