玻璃钢艺术屋模具制作工艺的制作方法
本发明涉及玻璃钢制品生产用模具,尤其是一种玻璃钢艺术屋模具制作工艺。
背景技术:
1、在公园、景区或露营区等场所有时会设置供人们临时居住、休息、餐饮或度假的可移动的小型玻璃钢屋,从点缀美化环境和吸引游客等方面考虑,或者是为了与周边风景、建筑风格进行统一,这种玻璃钢屋最好是具有艺术化的效果,艺术化的玻璃钢屋被称为玻璃钢艺术屋,该艺术屋的特点是外型完全是不规则的曲面形状,比如是更加逼真的动物形状、半个苹果的形状、弯曲蜿蜒丘陵的形状等,其各个横断面的形状相互不同,各个纵断面的形状也相互不同,基本是没有一处的断面形状是相同的,这样制作生产这种玻璃钢艺术屋的模具就显得比较麻烦。
2、根据一般玻璃钢制品的制作工艺,采用现有技术制作艺术屋的生产模具,是将产品进行分段,各分段处的面制作出样板,用木材或石膏先制作分段和/或分块的模具,然后再进行拼接,这样,整个模具的制作耗时非常多,消耗的材料也多,人工的工作量非常大,所制成的模具重量大不便于移动。
技术实现思路
1、本发明要解决的技术问题是:提供一种玻璃钢艺术屋模具制作工艺,克服现有不规则玻璃钢制品制造用模具制作工作量大和模具笨重的问题。
2、本发明解决其技术问题所采用的技术方案是:玻璃钢艺术屋模具制作工艺,具有如下过程:
3、(1)在电脑上根据艺术屋的三维图形、壁厚、洞口位置和洞口尺寸设计模具三维图,并由艺术屋的使用状态确定模具的x轴、y轴与z轴;
4、(2)在模具图形中等间距截取垂直于x轴的若干个横截面数据,并对各横截面进行顺序编号;在模具图形中等间距截取垂直于y轴的若干个纵截面数据,并对各纵截面进行顺序编号;
5、(3)将数量与所截横截面数量相同的横向龙骨板板坯直立并叠合夹紧在一起形成叠合横板组,横向龙骨板板坯的长和宽分别大于步骤(2)若干个横截面中最大横截面的长和宽;将数量与所截纵截面数量相同的纵向龙骨板板坯直立并叠合夹紧在一起形成叠合纵板组,纵向龙骨板板坯的长和宽分别大于步骤(2)若干个纵截面中最大纵截面的长和宽;
6、(4)将电脑中顺序的各横截面数据和顺序的各纵截面数据导入木工雕刻机,将叠合横板组置于木工雕刻机上对每张横向龙骨板板坯进行外形雕刻,将叠合纵板组置于木工雕刻机对每张纵向龙骨板板坯进行外形雕刻;
7、(5)在仍处于夹紧状态的叠合横板组上方开设自上向下若干直立的间隔的第一插入槽,第一插入槽之间的间距与步骤(2)中纵截面的截取间距相等,第一插入槽数量与步骤(2)中纵截面的数量相同;在仍处于夹紧状态的叠合纵板组下方开设自下向上若干直立的间隔的第二插入槽,第二插入槽之间的间距与步骤(2)中横截面的截取间距相等,第二插入槽数量与步骤(2)中横截面的数量相同;
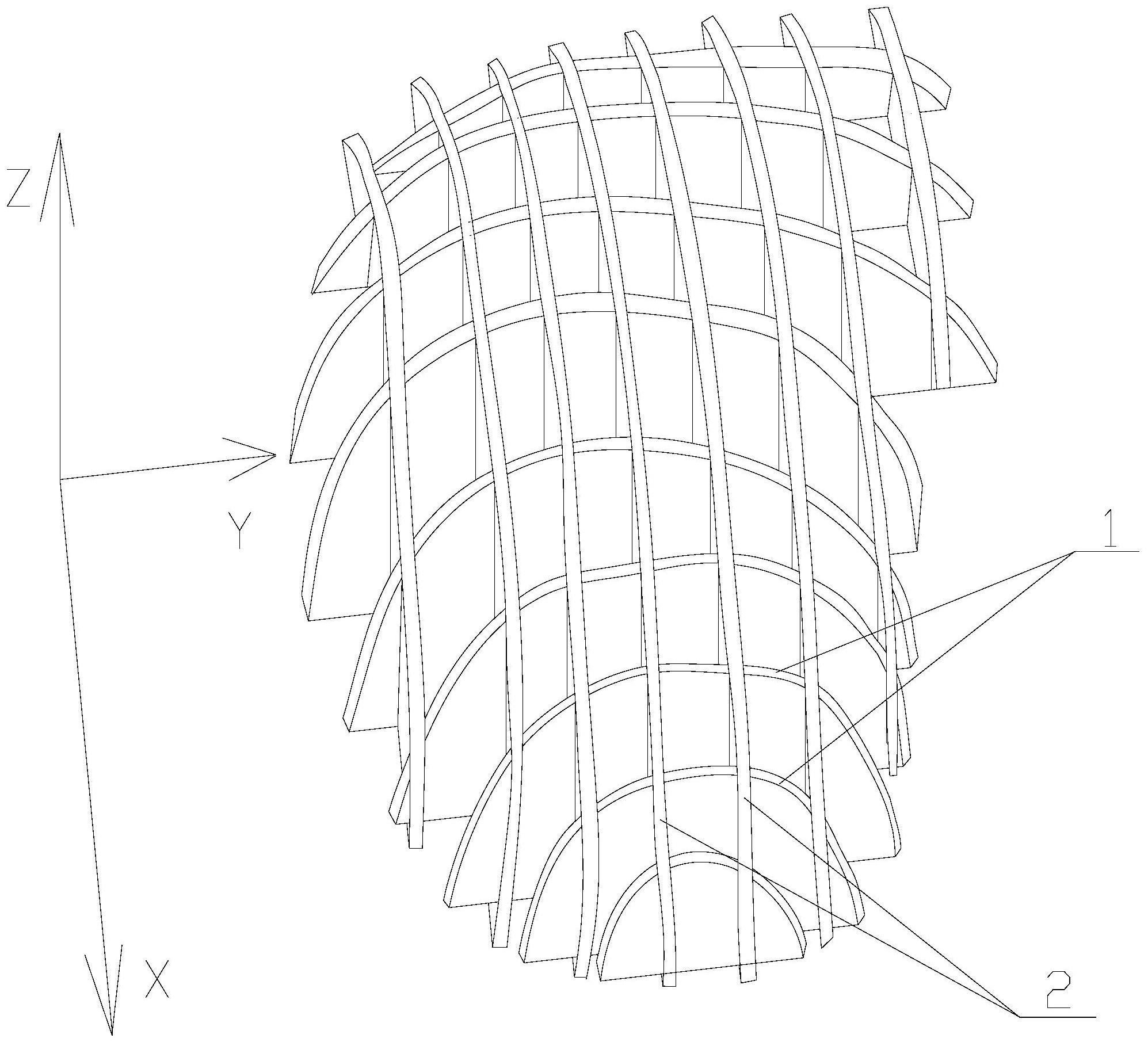
8、(6)将各横向龙骨板分开后按步骤(2)横截面间距和顺序直立间隔排列在平台上,将各纵向龙骨板分开后按步骤(2)纵截面间距和编号位置从上向下由各第二插入槽和各第一插入槽的相互对齐插接成两种龙骨板交叉定位;
9、(7)在由横向龙骨板和纵向龙骨板交叉形成的立体物表面敷设浸渍树脂的纤维布,待树脂固化后形成制作玻璃钢艺术屋的模具。
10、具体的,根据模具x方向尺寸和y方向尺寸的情况,如果两者显著不同,避免尺寸大的要截取太多的截面,所述步骤(2)中横截面的截取间距与纵截面的截取间距不等。
11、具体的为了操作方便,所述步骤(3)中横向龙骨板板坯和纵向龙骨板板坯为相同材质和相同厚度的板材。
12、为了提高工效,木工雕刻机每次走刀能够完成一张龙骨板的加工,所述步骤(4)中木工雕刻机铣刀直径与横向龙骨板板坯厚度一致。
13、为了提高加工精度,考虑龙骨板板坯厚度上的误差,需要进行机床走刀的校正,所述步骤(4)中将测量叠合横板组总的厚度除以横向龙骨板板坯张数所得的数值作为木工雕刻机铣刀加工叠合横板组时每次旁移量的依据,将测量叠合纵板组总的厚度除以纵向龙骨板板坯张数所得的数值作为木工雕刻机铣刀加工叠合纵板组时每次旁移量的依据。
14、为了保证纵向龙骨板在纵横向龙骨板上向下能够插到位,所述步骤(5)中第一插入槽深度与第二插入槽深度之和大于模具最高点的高度尺寸。
15、本发明的有益效果是:本发明将表面呈不规则形态的玻璃钢艺术屋模具通过横向和纵向两个方向截取若干截面的方法,分别将两个方向的截面进行叠合,形成雕刻机加工数据,再相应的叠合板坯,由木工雕刻机对板坯组进行雕刻,并开设两个方向板材相互插接的插槽,这种形成立体异形形状模具的方法,模具制作快捷,相比现有分块拼接模具的方法,极大的减少了人工消耗和材料消耗。
技术特征:
1.玻璃钢艺术屋模具制作工艺,其特征是:具有如下过程:
2.根据权利要求1所述的玻璃钢艺术屋模具制作工艺,其特征是:所述步骤(2)中横截面的截取间距与纵截面的截取间距不等。
3.根据权利要求1所述的玻璃钢艺术屋模具制作工艺,其特征是:所述步骤(3)中横向龙骨板板坯和纵向龙骨板板坯为相同材质和相同厚度的板材。
4.根据权利要求3所述的玻璃钢艺术屋模具制作工艺,其特征是:所述步骤(4)中木工雕刻机铣刀直径与横向龙骨板板坯厚度一致。
5.根据权利要求1或4所述的玻璃钢艺术屋模具制作工艺,其特征是:所述步骤(4)中将测量叠合横板组总的厚度除以横向龙骨板板坯张数所得的数值作为木工雕刻机铣刀加工叠合横板组时每次旁移量的依据,将测量叠合纵板组总的厚度除以纵向龙骨板板坯张数所得的数值作为木工雕刻机铣刀加工叠合纵板组时每次旁移量的依据。
6.根据权利要求1所述的玻璃钢艺术屋模具制作工艺,其特征是:所述步骤(5)中第一插入槽深度与第二插入槽深度之和大于模具最高点的高度尺寸。
技术总结
本发明涉及玻璃钢制品生产用模具技术领域,尤其是一种玻璃钢艺术屋模具制作工艺,克服不规则玻璃钢制品模具制作工作量大和模具笨重问题,过程为:1)由艺术屋三维图确定模具三维图和X、Y与Z轴;2)截取垂直X轴的若干横截面,截取垂直Y轴的若干纵截面;3)将若干横向和纵向龙骨板板坯分别叠合成横板组和纵板组;4)将横截面和纵截面数据导入木工雕刻机,对横板组和纵板组进行雕刻;5)在横板组和纵板组上分别开设第一和第二插入槽;6)将各横向龙骨板分开后顺序直立间隔排列在平台上,将各纵向龙骨板分开后由各第二和第一插入槽对齐插接成两种龙骨板交叉定位;7)在交叉形成的立体物表面敷设浸渍树脂的纤维布,固化后形成模具。
技术研发人员:杨暑燕
受保护的技术使用者:江苏恒丰伟业玻璃钢有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!