一种木工直料柔性生产线的制作方法
本发明属于家具制造,特别涉及一种木工直料柔性生产线。
背景技术:
1、现有的实木家具生产中,木工实木产品的加工特征如燕尾榫、打孔、拉槽、铣型等主要以传统的单机设备加工为主,实木板材的开料、砂光环节也没能和加工工序有机结合在一起,产品的来回转运分散式的生产导致加工效率低下,占地面积需求也大,且需要投入了大量的人工成本,不利于生产管理。同时,现有的生产模式下换产品加工时每台单机设备都需要单独设置调整,耗时非常久,直接影响到的是工厂的收益。目前,市场具备存在的且成熟的包括实木加工机加工中心在内的设备,但大多都不符合连线要求,多用于的单机使用,存在生产周期长、生产效率低下的问题。
技术实现思路
1、本发明的目的是克服现有技术中的不足,提供一种木工直料柔性生产线,解决了传统生产生产周期长、生产效率低下的问题,将开料、砂光与特征加工等工序有机结合在一条生产线上,配合机械手的自动上下料,生产线式的加工极大地提高了效率,也有效地缩短了生产周期。
2、为了实现上述目的,本发明采用的技术方案是:
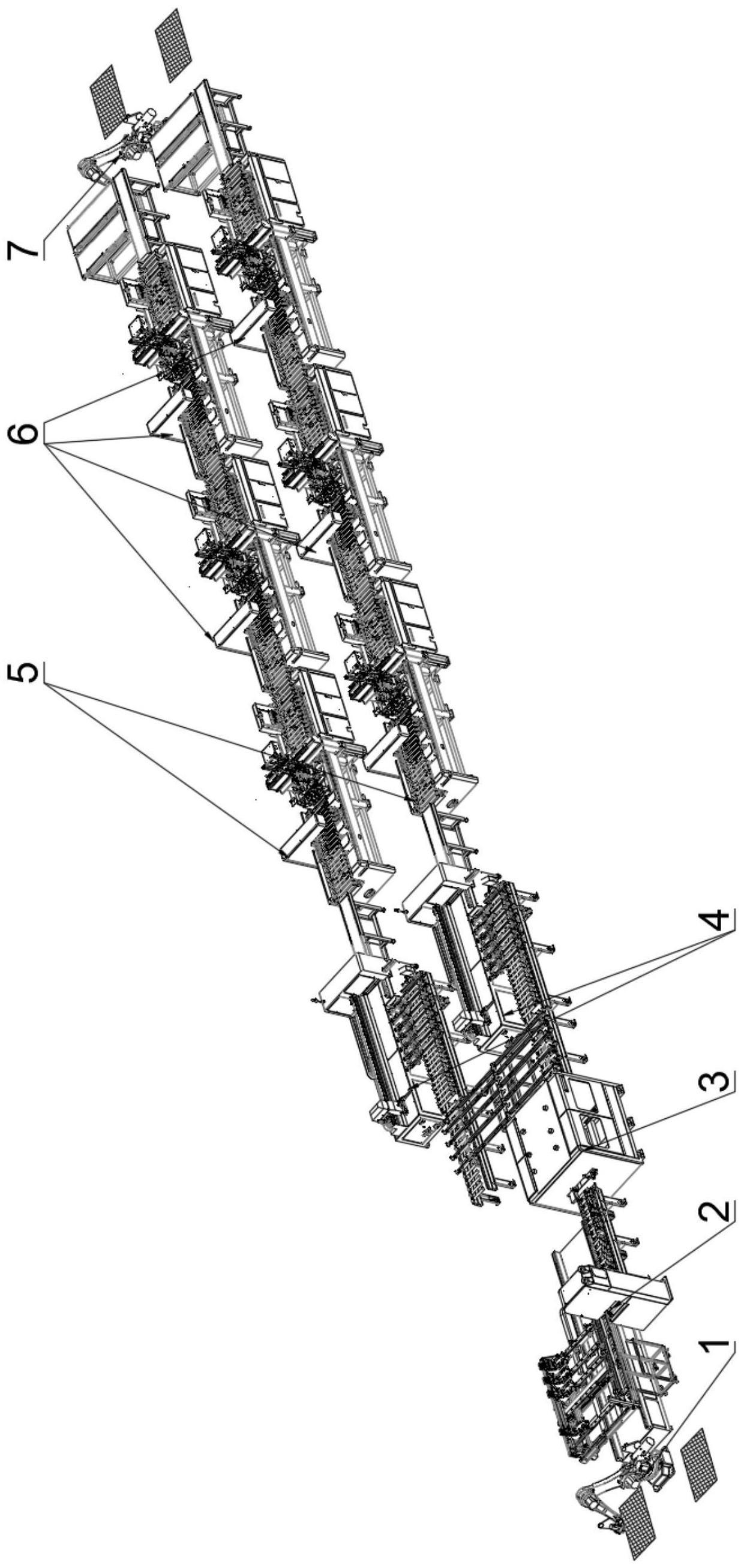
3、一种木工直料柔性生产线,包括机械手上料模块、弯料锯数控开料模块、砂光倒角模块、精确截断模块、燕尾榫加工模块、数控机加工模块、机械手自动下料模块且通过滚筒输送线顺次连接,所述机械手上料模块安装在弯料锯数控开料模块一侧,所述砂光倒角模块安装在弯料锯数控开料模块另一侧,所述精确截断模块数量为两个且对称安装在砂光倒角模块一侧,所述燕尾榫加工模块数量为两个且对称安装在精确截断模块一侧,所述数控机加工模块的数量为四个且两两对称安装在燕尾榫加工模块的一侧,所述机械手自动下料模块安装在远离燕尾榫加工模块的数控机加工模块一侧。
4、优选的,所述机械手上料模块包括第一机械手本体、第一柔性吸取机构,所述第一柔性吸取机构安装在第一机械手本体的端部,所述第一机械手本体两侧放置有原材料料垛。
5、优选的,所述弯料锯数控开料模块包括数控弯料锯、柔性定位工装、升降输送机构,所述数控弯料锯安装在柔性定位工装端部,所述升降输送机构安装在柔性定位工装一侧,数控弯料锯位于升降输送机构的一侧,对原材料板材的长度方向进行锯切开料。
6、优选的,所述砂光倒角模块包括砂光倒角机、横移分料机构,所述横移分料机构安装在砂光倒角机的一侧。
7、优选的,所述精确截断模块包括伺服锯切机构、伺服推料机构、输送横移机、第一上料推料机构,所述伺服锯切机构与伺服推料机构的分别安装在精截锯平台的两端,所述输送横移机安装在伺服锯切机构、伺服推料机构的一侧,所述第一上料推料机构安装输送横移机上。
8、优选的,所述燕尾榫加工模块包括第一伺服水平运动机构、第一伺服竖直运动机构、第一立式换刀主轴、卧式主轴、第二上料推料机构、第一夹料爪手,所述第一伺服水平运动机构包括第一x轴伺服水平运动机构、第一y轴伺服水平运动机构,第一y轴伺服水平运动机构安装在机架横梁上,第一x轴伺服水平运动机构安装在机架一侧,所述第二上料推料机构安装在机架另一侧,所述第一伺服竖直运动机构安装在第一y轴伺服水平运动机构上,所述第一立式换刀主轴、卧式主轴均安装在第一伺服竖直运动机构上,所述第一夹料爪手安装在第一x轴伺服水平运动机构上,工件通过辊筒输送线运送到到第二上料推料机构处,经过第二上料推料机构到达第一夹料爪手上,工件通过第一夹料爪手固定后进行加工。
9、优选的,所述数控机加工模块包括第二伺服水平运动机构、第二伺服竖直运动机构、第二立式换刀主轴、钻包、第三上料推料机构、第二夹料爪手,所述第二伺服水平运动机构包括第二x轴伺服水平运动机构、第二y轴伺服水平运动机构,第二y轴伺服水平运动机构安装在机架横梁上,第二x轴伺服水平运动机构安装在机架一侧,所述第三上料推料机构安装在机架另一侧,所述第二伺服竖直运动机构安装在第二y轴伺服水平运动机构上,所述第二立式换刀主轴、钻包均安装在第二伺服竖直运动机构上,所述第二夹料爪手安装在第二x轴伺服水平运动机构上,工件通过辊筒输送线运送到第三上料推料机构处,经过第三上料推料机构到达第二夹料爪手上,工件通过第二夹料爪手固定后进行加工。
10、优选的,所述机械手自动下料模块包括第二机械手本体、第二柔性吸取机构、推料机构、输送成排机构,所述第二柔性吸取机构安装在第二机械手本体末端,第二机械手本体两侧设置有成品料垛,所述推料机构和输送成排机构安装在第二机械手本体两侧。
11、本发明的有益效果是:
12、1)解决了传统生产生产周期长、生产效率低下的问题,将开料、砂光与特征加工等工序有机结合在一条生产线上,配合机械手的自动上下料,生产线式的加工极大地提高了效率,也有效地缩短了生产周期。
13、2)通过第一机械手本体带动第一柔性吸取机构将板材从原材料料垛上进行拆垛吸取,并移送至弯料锯数控开料模块上。
14、3)通过第一机械手本体把板材放置在柔性定位工装上,柔性定位工装对板材做宽度与长度方向进行定位,然后运送到数控弯料锯上,经数控弯料锯锯切后的木料流转到一侧的升降输送机构,通过升降输送机构将木料流转至下一工位。
15、4)数控弯料锯锯切出来的工件经过辊筒线输送线输送到砂光倒角机进行倒角砂光,可自由选择任意棱边倒角,工件从砂光倒角机出来后到达一侧的横移分料机构上,然后将其分至两侧的加工线上。
16、5)工件到达输送横移机上后往两侧的精截锯平台横移输送,横移到指定位置后,由安装在输送横移机上的上料推料机构把工件推到精截锯平台上,然后由安装在精截锯平台一端的伺服推料机构把工件推到安装在精截锯平台另一端的伺服锯切机构上进行精确锯切。
17、6)工件通过辊筒输送线运送到推料机构处,然后被推到输送成排机构上,再由第二柔性吸取机构吸取到成品料垛上进行码垛。
技术特征:
1.一种木工直料柔性生产线,其特征在于,包括机械手上料模块、弯料锯数控开料模块、砂光倒角模块、精确截断模块、燕尾榫加工模块、数控机加工模块、机械手自动下料模块且通过滚筒输送线顺次连接,所述机械手上料模块安装在弯料锯数控开料模块一侧,所述砂光倒角模块安装在弯料锯数控开料模块另一侧,所述精确截断模块数量为两个且对称安装在砂光倒角模块一侧,所述燕尾榫加工模块数量为两个且对称安装在精确截断模块一侧,所述数控机加工模块的数量为四个且两两对称安装在燕尾榫加工模块的一侧,所述机械手自动下料模块安装在远离燕尾榫加工模块的数控机加工模块一侧。
2.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述机械手上料模块包括第一机械手本体、第一柔性吸取机构,所述第一柔性吸取机构安装在第一机械手本体的端部,所述第一机械手本体两侧放置有原材料料垛。
3.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述弯料锯数控开料模块包括数控弯料锯、柔性定位工装、升降输送机构,所述数控弯料锯安装在柔性定位工装端部,所述升降输送机构安装在柔性定位工装一侧,数控弯料锯位于升降输送机构的一侧。
4.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述砂光倒角模块包括砂光倒角机、横移分料机构,所述横移分料机构安装在砂光倒角机的一侧。
5.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述精确截断模块包括伺服锯切机构、伺服推料机构、输送横移机、第一上料推料机构,所述伺服锯切机构与伺服推料机构的分别安装在精截锯平台的两端,所述输送横移机安装在伺服锯切机构、伺服推料机构的一侧,所述第一上料推料机构安装输送横移机上。
6.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述燕尾榫加工模块包括第一伺服水平运动机构、第一伺服竖直运动机构、第一立式换刀主轴、卧式主轴、第二上料推料机构、第一夹料爪手,所述第一伺服水平运动机构包括第一x轴伺服水平运动机构、第一y轴伺服水平运动机构,第一y轴伺服水平运动机构安装在机架横梁上,第一x轴伺服水平运动机构安装在机架一侧,所述第二上料推料机构安装在机架另一侧,所述第一伺服竖直运动机构安装在第一y轴伺服水平运动机构上,所述第一立式换刀主轴、卧式主轴均安装在第一伺服竖直运动机构上,所述第一夹料爪手安装在第一x轴伺服水平运动机构上。
7.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述数控机加工模块包括第二伺服水平运动机构、第二伺服竖直运动机构、第二立式换刀主轴、钻包、第三上料推料机构、第二夹料爪手,所述第二伺服水平运动机构包括第二x轴伺服水平运动机构、第二y轴伺服水平运动机构,第二y轴伺服水平运动机构安装在机架横梁上,第二x轴伺服水平运动机构安装在机架一侧,所述第三上料推料机构安装在机架另一侧,所述第二伺服竖直运动机构安装在第二y轴伺服水平运动机构上,所述第二立式换刀主轴、钻包均安装在第二伺服竖直运动机构上,所述第二夹料爪手安装在第二x轴伺服水平运动机构上。
8.根据权利要求1所述的一种木工直料柔性生产线,其特征在于,所述机械手自动下料模块包括第二机械手本体、第二柔性吸取机构、推料机构、输送成排机构,所述第二柔性吸取机构安装在第二机械手本体末端,第二机械手本体两侧设置有成品料垛,所述推料机构和输送成排机构安装在第二机械手本体两侧。
技术总结
本发明公开了一种木工直料柔性生产线,包括机械手上料模块、弯料锯数控开料模块、砂光倒角模块、精确截断模块、燕尾榫加工模块、数控机加工模块、机械手自动下料模块且通过滚筒输送线顺次连接,所述机械手上料模块安装在弯料锯数控开料模块一侧,所述砂光倒角模块安装在弯料锯数控开料模块另一侧,所述精确截断模块数量为两个且对称安装在砂光倒角模块一侧,所述燕尾榫加工模块数量为两个且对称安装在精确截断模块一侧。本发明解决了传统生产生产周期长、生产效率低下的问题,将开料、砂光与特征加工等工序有机结合在一条生产线上,配合机械手的自动上下料,生产线式的加工极大地提高了效率,也有效地缩短了生产周期。
技术研发人员:张乐贡,谢昌期,吴迁伟
受保护的技术使用者:行优(山东)智能科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!