一种弧形件的制备工艺及其弧形件成品的制作方法
本发明涉及弧形板材制备,尤其涉及一种uv弧形件的制备工艺及其弧形件成品。
背景技术:
1、目前,在某些家具制作过程中,需采用弧形板材对家具的某些位置进行修饰,使家具看起来更加柔和、舒适。相关的制作方式需要较高的技术水平和精细的工艺要求,常见的弧形件制备需在压制成型的中纤板表面黏贴木皮,然后将加热装置贴附于木皮外表面,使得胶水融化,从而将木皮紧密黏贴于中纤板表面。由于弧形件内弧处空间的限制,加热装置无法在内弧处无法贴附于木皮表面,加热装置仅能对贴附于中纤板外弧处的木皮进行加热,应用范围较小。另外,加热装置的发热面通常为平面,平面与外弧面的接触范围较小,增加烫熨时间,影响生产效率。
技术实现思路
1、针对背景技术存在的不足,本发明的目的在于提供一种弧形件的制备工艺及其弧形件成品。
2、为实现上述目的,本发明提供了如下技术方案:
3、一种弧形件的制备工艺,包括如下步骤:
4、步骤1、对作为可视面的面板一侧表面进行均匀涂胶,通过加热装置将木皮贴附于所述面板一侧表面,养生24小时后并进行打磨和去污;
5、步骤2、在所述木皮表面依次涂覆水性封闭底漆和uv耐黄变底漆;
6、步骤3、在所述面板的另一侧粘黏底板,且所述面板和底板之间设有若干过渡板,以调整所述弧形件的厚度;
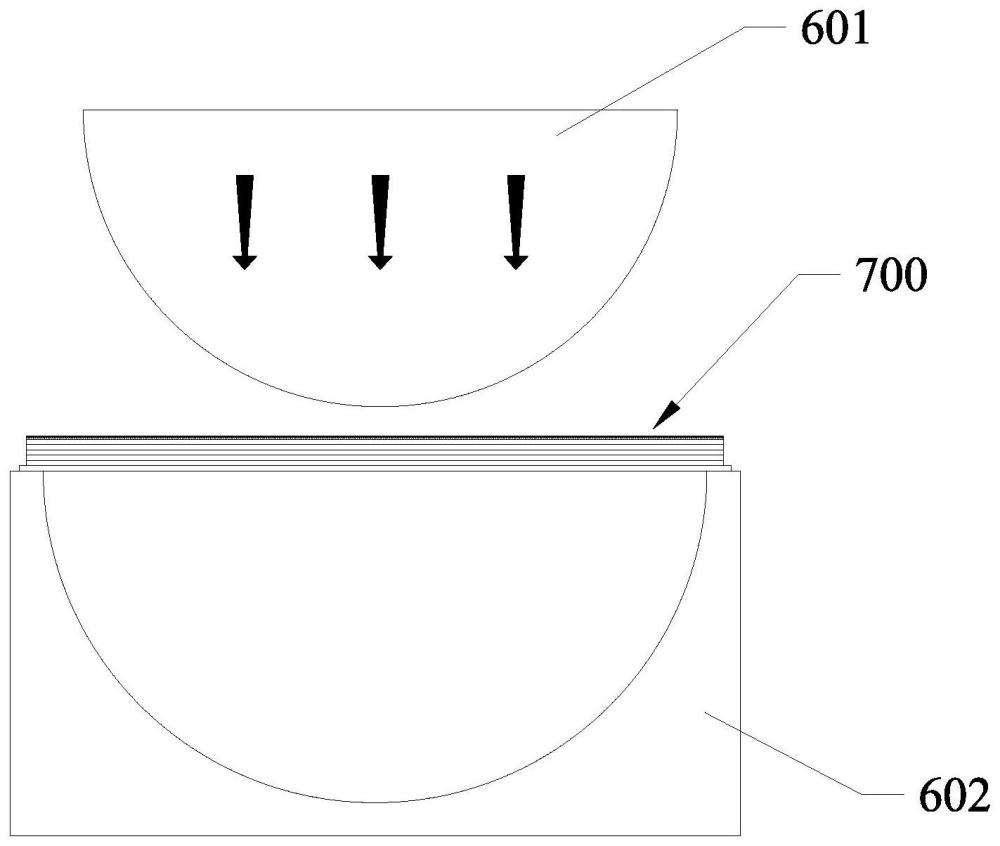
7、步骤4、通过高频热压机将s3中获得的产品压制成弧形,并养生24小时;
8、步骤5、对s4中获得的弧形件的四周进行切边并通过粘合封边条进行封边处理。
9、进一步的,所述步骤1中的所述涂胶次数为两次,两次涂胶之间需间隔2小时。
10、进一步的,所述步骤2中的水性封闭底漆的涂覆量为8-12g/m2,uv耐黄变底漆的涂覆量为40g/m2。
11、进一步的,当所述弧形件的内弧为可视面时,所述面板为第一中纤板,所述底板为第二中纤板;当所述弧形件的外弧为可视面时,所述面板为第二中纤板,所述底板为第一中纤板;所述第一中纤板的宽度小于所述第二中纤板的宽度,所述过渡板的宽度介于所述第一中纤板和第二中纤板的宽度之间。
12、进一步的,所述面板和过渡板、各所述过渡板间以及所述过渡板和底板之间的胶水涂覆厚度为0.2mm。
13、进一步的,当气温超过为25-35℃时,所述胶水中的固化剂含量为5%,当气温低于为15-25℃时,所述胶水中的固化剂含量为10-15%。
14、进一步的,所述步骤5中的封边条的外侧面涂覆有uv耐黄变底漆。
15、进一步的,所述封边条外侧所涂覆的uv耐黄变底漆的涂覆量为40g/m2。
16、进一步的,所述加热装置为电烫斗。
17、一种弧形件成品,由前文所述的制备工艺所制备。
18、本发明的有益效果是:
19、1、本发明提出的一种uv弧形件的制备工艺,先将木皮黏贴于中纤板,木皮与中纤板一同压制成型,使得木皮能够贴附于中纤板的内弧面和外弧面,解决现有技术中木皮仅能贴附于中纤板外弧面的问题;同时,本发明是在压制前对木皮进行烫熨,其烫熨表面为平面,使得加热装置的发热面可充分接触木皮,缩短烫熨时间,提高生产效率。
20、2、本发明提出的一种uv弧形件的制备工艺,当弧形件的内弧为可视面时,面板为第一中纤板,底板为第二中纤板;当弧形件的外弧为可视面时,面板为第二中纤板,底板为第一中纤板;第一中纤板的宽度小于第二中纤板的宽度,所述过渡板的宽度介于所述第一中纤板和第二中纤板的宽度之间,从而避免胶水受压溢流到高频热压机表面,降低维护成本。
技术特征:
1.一种弧形件的制备工艺,其特征在于,包括如下步骤:
2.如权利要求1所述的一种弧形件的制备工艺,其特征在于,所述步骤1中的所述涂胶次数为两次,两次涂胶之间需间隔2小时。
3.如权利要求1所述的一种弧形件的制备工艺,其特征在于,所述步骤2中的水性封闭底漆的涂覆量为8-12g/m2,uv耐黄变底漆的涂覆量为40g/m2。
4.如权利要求1所述的一种弧形件的制备工艺,其特征在于,当所述弧形件的内弧为可视面时,所述面板为第一中纤板,所述底板为第二中纤板;当所述弧形件的外弧为可视面时,所述面板为第二中纤板,所述底板为第一中纤板;所述第一中纤板的宽度小于所述第二中纤板的宽度,所述过渡板的宽度介于所述第一中纤板和第二中纤板的宽度之间。
5.如权利要求1所述的一种弧形件的制备工艺,其特征在于,所述面板和过渡板、各所述过渡板间以及所述过渡板和底板之间的胶水涂覆厚度为0.2mm。
6.如权利要求5所述的一种弧形件的制备工艺,其特征在于,当气温超过为25-35℃时,所述胶水中的固化剂含量为5%,当气温低于为15-25℃时,所述胶水中的固化剂含量为10-15%。
7.如权利要求1所述的一种弧形件的制备工艺,其特征在于,所述步骤5中的封边条的外侧面涂覆有uv耐黄变底漆。
8.如权利要求7所述的一种弧形件的制备工艺,其特征在于,所述封边条外侧所涂覆的uv耐黄变底漆的涂覆量为40g/m2。
9.如权利要求1所述的一种弧形件的制备工艺,其特征在于,所述加热装置为电烫斗。
10.一种弧形件成品,其特征在于,由权利要求1-9任一项所述的制备工艺所制备。
技术总结
一种弧形件的制备工艺及其弧形件成品,先将木皮黏贴于中纤板,木皮与中纤板一同压制成型,使得木皮能够贴附于中纤板的内弧面和外弧面,解决现有技术中木皮仅能贴附于中纤板外弧面的问题;同时,本发明是在压制前对木皮进行烫熨,其烫熨表面为平面,使得加热装置的发热面可充分接触木皮,缩短烫熨时间,提高生产效率。
技术研发人员:杨志国,秦必洲,洪大伟
受保护的技术使用者:江苏金牌厨柜有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!