一种免漆木门成形加工装置及成型方法与流程
本发明涉及一种免漆木门成形加工装置及成型方法,属于木门加工。
背景技术:
1、免漆木门是一种不需要通过喷漆,刷漆等工艺的木门,采用真空吸塑的方式将pvc等材质吸附在木门的表面,以此用来防潮等操作,其中木门上的纹路通常通过冷压工艺进行成型。
2、而现有的木门冷压成型,需要人工定位,将木门板装夹在液压机等设备的下方,然后先对一面进行冷压操作,然后翻面重新定位装夹在压另一面,工作效率较低,且如此操作易导致已经形成纹路的一面受到损坏,造成质量下降。
技术实现思路
1、本发明的主要目的是为了解决需要人工定位、需要重复装夹,效率较低,易造成木门成型的纹路受到损坏的问题,而提供一种免漆木门成形加工装置及成型方法。
2、本发明的目的可以通过采用如下技术方案达到:
3、一种免漆木门成形加工装置及成型方法,包括箱体以及安装在所述箱体内壁两侧的滑轨,所述滑轨的一端安装有皮带盒,所述皮带盒的外壁上安装有驱动电机,所述驱动电机的输出端连接有一端通过皮带转动连接的两个传动丝杆,所述传动丝杆螺纹连接有滑动构件,所述滑动构件的上方和下方均设置有压纹构件。
4、进一步的,所述滑动构件包括定位框以及安装在所述定位框内部的内腔定位板,所述定位框的四个边上均安装有夹持构件。
5、进一步的,所述夹持构件包括电动推杆以及安装在所述电动推杆输出端的装配块,所述装配块的上下两端均安装有触发开关。
6、进一步的,所述装配块的外端上安装有橡胶圈。
7、进一步的,所述压纹构件包括液压伸缩杆以及安装在所述液压伸缩杆输出端上的装配板,所述装配板下方通过螺栓安装有压纹板,所述压纹板的四个外侧壁上均安装有定位构件。
8、进一步的,所述定位构件包括条形板以及安装在条形板下端的压头。
9、进一步的,所述条形板中部开设有行腔,所述行腔的一侧设置有刻度标,所述行腔的内测安装有用于压住所述条形板的紧固栓。
10、进一步的,所述箱体的外壁上安装有操作面板,所述滑轨的另一端下方设置有输送带。
11、一种免漆木门成形的成型方法,包括如下步骤:
12、步骤一:将需要压纹成型的板材装入滑动构件中的内腔定位板内侧,并通过夹持构件进行夹持;
13、步骤二:驱动电机带动滑动构件移动到指定位置,通过上下两个压纹构件进行压纹操作;
14、步骤三:在压纹板四边上安装的条形板下端的压头接触到电动推杆输出端安装的装配块上下两端上安装有触发开关时,电动推杆复位,液压伸缩杆减速,缓慢下降进行压纹;
15、步骤四:压纹完成后,定型一段时间后,上部液压伸缩杆,下方的液压伸缩杆在夹持构件在此夹持后复位;
16、步骤五:运输至输送带上方松下板材。
17、进一步的,装配块的厚度小于板材的厚度,其条形板在装配在压纹板上是根据实际板材厚度进行调整,以能够配合触发开关进行使用。
18、本发明的有益技术效果:按照本发明的在板材通过四个电动推杆带动装配块进行夹持后,使板材在输送时不会偏移,然后通过两个液压伸缩杆从上方和下方带动压纹板向板材靠近,在压纹板刚接触板材时,由于条形板上压头接触触发开关,使电动伸缩杆复位并使液压伸缩杆减速靠近板材,进而使板材在电动伸缩杆松开后,依然被上下两个压纹板进行抵住,不会出现偏移的情况,保障定位的精准,进而能够一次完成两面额压纹操作,减少损伤的情况,提高工作效率。
技术特征:
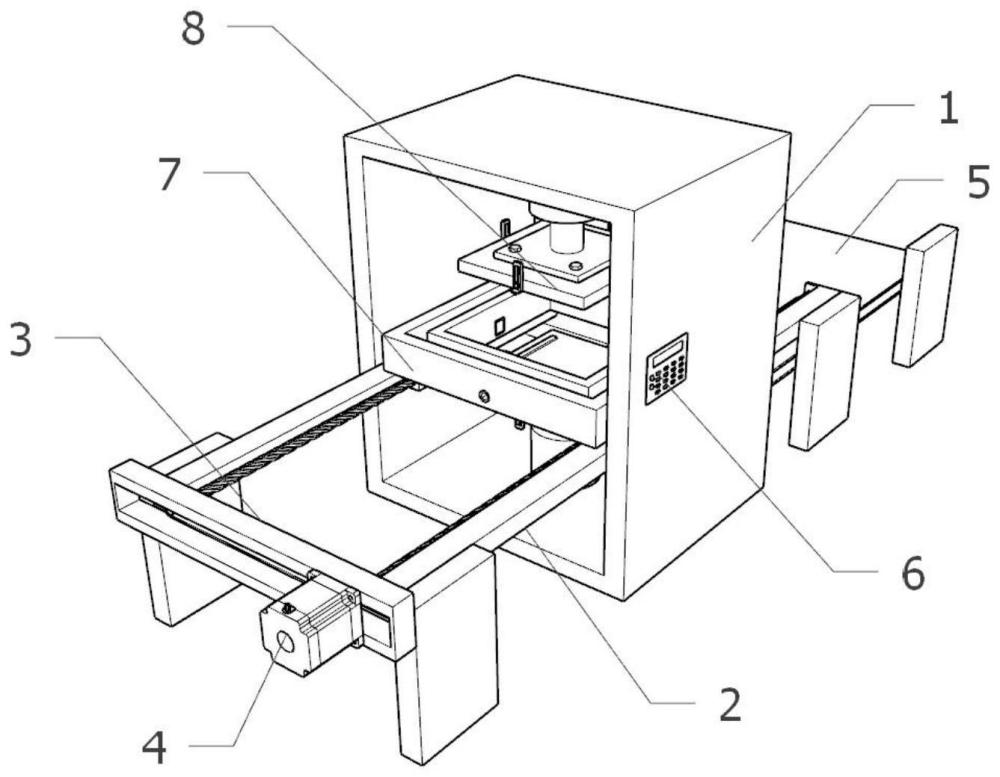
1.一种免漆木门成形加工装置,其特征在于,包括箱体(1)以及安装在所述箱体(1)内壁两侧的滑轨(2),所述滑轨(2)的一端安装有皮带盒(3),所述皮带盒(3)的外壁上安装有驱动电机(4),所述驱动电机(4)的输出端连接有一端通过皮带转动连接的两个传动丝杆,所述传动丝杆螺纹连接有滑动构件(7),所述滑动构件(7)的上方和下方均设置有压纹构件(8)。
2.根据权利要求1所述的一种免漆木门成形加工装置,其特征在于,所述滑动构件(7)包括定位框以及安装在所述定位框内部的内腔定位板(13),所述定位框的四个边上均安装有夹持构件(12)。
3.根据权利要求2所述的一种免漆木门成形加工装置,其特征在于,所述夹持构件(12)包括电动推杆(14)以及安装在所述电动推杆(14)输出端的装配块(16),所述装配块(16)的上下两端均安装有触发开关(15)。
4.根据权利要求3所述的一种免漆木门成形加工装置,其特征在于,所述装配块(16)的外端上安装有橡胶圈。
5.根据权利要求1所述的一种免漆木门成形加工装置,其特征在于,所述压纹构件(8)包括液压伸缩杆(9)以及安装在所述液压伸缩杆(9)输出端上的装配板(11),所述装配板(11)下方通过螺栓安装有压纹板,所述压纹板的四个外侧壁上均安装有定位构件(10)。
6.根据权利要求5所述的一种免漆木门成形加工装置,其特征在于,所述定位构件(10)包括条形板以及安装在条形板下端的压头(19)。
7.根据权利要求6所述的一种免漆木门成形加工装置,其特征在于,所述条形板中部开设有行腔,所述行腔的一侧设置有刻度标(18),所述行腔的内测安装有用于压住所述条形板的紧固栓(17)。
8.根据权利要求1所述的一种免漆木门成形加工装置,其特征在于,所述箱体(1)的外壁上安装有操作面板(6),所述滑轨(2)的另一端下方设置有输送带(5)。
9.一种免漆木门成形的成型方法,包括如下步骤:
10.根据权利要求9所述的一种免漆木门成形的成型方法,其特征在于,装配块(16)的厚度小于板材的厚度,其条形板在装配在压纹板上是根据实际板材厚度进行调整,以能够配合触发开关(15)进行使用。
技术总结
本发明公开了一种免漆木门成形加工装置及成型方法,属于木门加工技术领域,包括箱体以及安装在箱体内壁两侧的滑轨,滑轨的一端安装有皮带盒,皮带盒的外壁上安装有驱动电机。本发明板材通过四个电动推杆带动装配块进行夹持后,使板材在输送时不会偏移,然后通过两个液压伸缩杆从上方和下方带动压纹板向板材靠近,在压纹板刚接触板材时,由于条形板上压头接触触发开关,使电动伸缩杆复位并使液压伸缩杆减速靠近板材,进而使板材在电动伸缩杆松开后,依然被上下两个压纹板进行抵住,不会出现偏移的情况,保障定位的精准,进而能够一次完成两面额压纹操作,减少损伤的情况,提高工作效率。
技术研发人员:杨本强,赵彦威
受保护的技术使用者:闼闼家居科技(安徽)有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!